含铀芯块自动测量垂直度装置研制
2022-09-08 04:18田力
今日自动化 2022年7期
田 力
(中核建中核燃料元件有限公司,四川宜宾 644000)
1 测量手段改进需求
目前我国核电事业快速发展,核反应堆的安全有效运行是行业发展的核心。其中含铀芯块是影响核反应堆安全运行的一个重要因素。含铀芯块能否顺利装入包壳管,不发生卡顿是由芯块垂直度这一指标决定的,因此对芯块垂直度的测量精度要求较高。
传统的人工测量方法是使用万能分度头配合数显千分表进行测量,将芯块装夹在分度头之卡盘上卡盘旋转360°,人工读出数显千分表上所示最大偏差的绝对值相加作为芯块被测端垂直度,两端各测量一次。随着公司产能的增加,芯块的产量不断加大,人工测量明显不能满足日益扩大的芯块检验数量,迫切需要研发一套自动测量垂直度装置,实现自动化提高测量精度和效率,用来解决大批量检验的问题,所以研制了含铀芯块自动测量垂直度装置。
2 含铀芯块垂直度测量原理
垂直度公差带是被测要素的实际方向,对于基准相垂直的理想方向间允许的最大变动量,基准可以是一条线也可以是一个平面。含铀芯块垂直度测量就是根据位置公差检测的测量跳动原理。含铀芯块如图1所示(尺寸非实际值),形状近似于小圆柱体,对于小圆柱体垂直度测量经常使用圆端面跳动量代替测量,即平面对称轴线的垂直度公差与端面全跳动公差带相同。
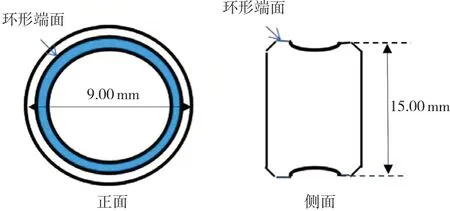
图1 含铀芯块(示意图)
3 测量装置方案分析
由于此次研制的自动测量装置需要尽快投入生产中使用,所以在保证检测精度要求的前提下尽可能控制成本,缩短研制时间,通过市场调查及讨论选出如下3种方案。
(1)三坐标测量方案,它是从三个坐标的不同方向对被测物件进行数据采集和计算,这种测量方式应用广泛,测量精度高,稳定。(2)激光测量方案,它是利用三角反射法测量垂直度,测量速度最快,同样具有精度高、稳定的优点。这两种方案的研发成本较高、时间长、对环境因素要求高,并且三坐标探头测量芯块时容易沾污,不易清洗;激光测量需要注意人体安全。
③位移传感器加定位块的方法,此方法能够满足我们要求的测量精度要求,研制成本低、时间短,能尽快用于测量,并且使用方便适合不同环境场合。
4 关键测量部件分析
此套垂直度测量装置最关键的2个部件就是位移传感器和定位块,控制好这两个部件,整个装置的测量精度就得到了保证。
电阻式位移传感器虽然成本低但是受环境影响大,零点容易漂移精确度差;由此选者了光栅位移传感器,它是利用摩尔条纹原理,通过光电转换为数字方式表示位移量的高精度位移传感器,具有技术成熟、体积小、重量轻、受外界影响小、灵敏度高、精确度好等优点,适合研制要求。光栅位移传感器使用的是绝对值光栅尺,它无需设置参考点停机或异常短电后不用回参考点,数据可靠,在自动化中广泛使用。
光栅位移传感器选定后,对它的重要技术指标做出规定,设计分标率为0.5 µm,使用弹簧压杆式光栅位移传感器,测量时各支撑点受力均匀、运动平稳、重复性好,加之芯块本身变形极小,它产生的线性误差也很小;芯块本身体积小测量的位移量程就很短,量程误差也很小;最终研制的光栅位移传感器经权威机构鉴定其总体误差Δ1=±1.0 μm,能够满足测量要求。
从芯块的形状来看,可选择的定位方式有定位套、V 形块、半圆套等,从中选取了固定V 形定块方式,两斜面夹角选用90°,固定V 形定块对中性好,左右方向不会发生偏移,广泛用于外圆形元件,非常适合芯块端面跳动测量。
V 形定块及装置的其他金属材料选用的是420不锈钢,具有成本低、耐腐蚀、硬度高的特点,能有效保证设备测量的稳定运作。
5 测量装置及流程
最终研制的自动测量装置如图2所示,运动平台由电机驱动带动整个测量平台旋转;水平台负责基准平台的水平调整保证测量精度;夹紧螺钉起到固定芯块作用使其测量时不会发生偏移。
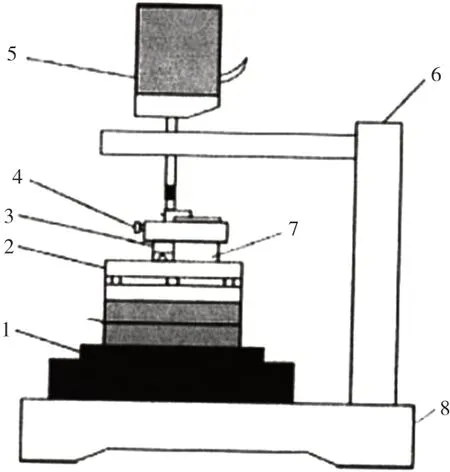
图2 垂直度测量装置(示意图)
测量流程(图3)如下:自动测量装置电源开启运行测量程序,电机、串口进行初始化,完成参数设置;将测量芯块放于基准平台上,贴近V 形定位块拧紧夹紧螺钉,确认固定后点击开始测量,运动平台带动芯块旋转,传感器开始测量,结束后计算机端显示结果,判断垂直度是否需要重新测量后保存数据,测量芯块垂直度结束。
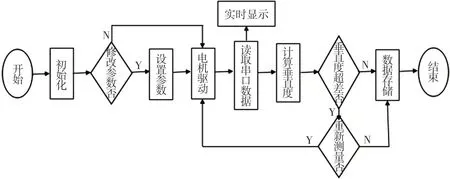
图3 测量流程图(示意图)
6 测量系统简介
测量系统由硬件及软件组成。硬件包括:垂直度测量装置、计算机、数显箱。
整个测量软件系统由研制单位擅长的VisualC++编写,软件分为控制及实时显示、储存数据库、检验报告单4个部分。
测量操作完全可以在计算机端完成,并且有数值超差功能提示(红字显示);所有测量数据方便查找和调用;检验报告单可以进行编辑,适应不同用户需求。
7 安装使用误差
安装中尽量使用高精度手段辅助安装设备减小系统误差,尽量使用一体成型部件及420不锈钢控制弹性变形,安装完成后还可以用装置中的水平台微调测量平台,极大地减小了定位误差。
使用中运动平台旋转时,会产生轴向跳动误差,通过制造单位的测定得出误差Δ2=+1.9 µm。
垂直度是光栅传感器通过测量头在芯块环形端面旋转一周,测得芯块各测量点中最小与最大位移值的差。为了提高精度减少误差,由原来一周测量20个点提高到了50个点,将误差控制在Δ3=+0.5 µm。
测量过程中会产生阿贝误差,即测量方向与被测芯块的轴线不平行产生的误差,如图4所示。测量装置设计制造的不平行误差<1',此时阿贝误差为:
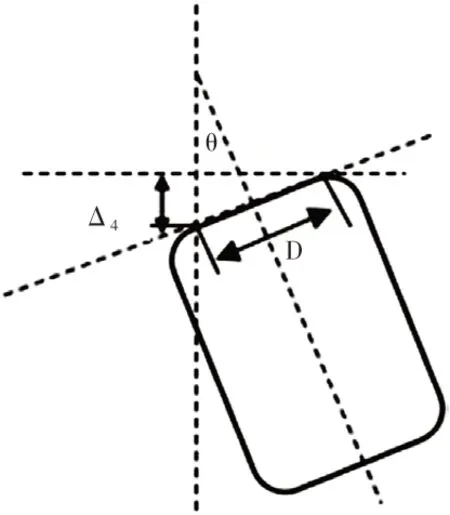
图4 阿贝误差(示意图)

式中,θ为测量轴线与芯块轴线的夹角;D为测量点所在圆的直径。
使用环境较好,环境误差主要考虑温度的影响。由于使用的材料与铀芯块膨胀系数都很小,数量级为10-6,温度产生的误差可忽略不计。通过各种方式方法控制测量精度,对最终整体误差进行分析计算,得到整个装置的整体误差为Δ 整=±2.8μm
8 测量装置测试
为保证装置的测量精度,测量装置制造完成后,对其进行了多次验证。以其中的一次验证为例:使用标准块(经鉴定垂直度为3.0 μm)进行重复测量240次。同样的标准块用人工方式进行测量240次。测量分辨率定为0.5 μm,测量结果见表1。
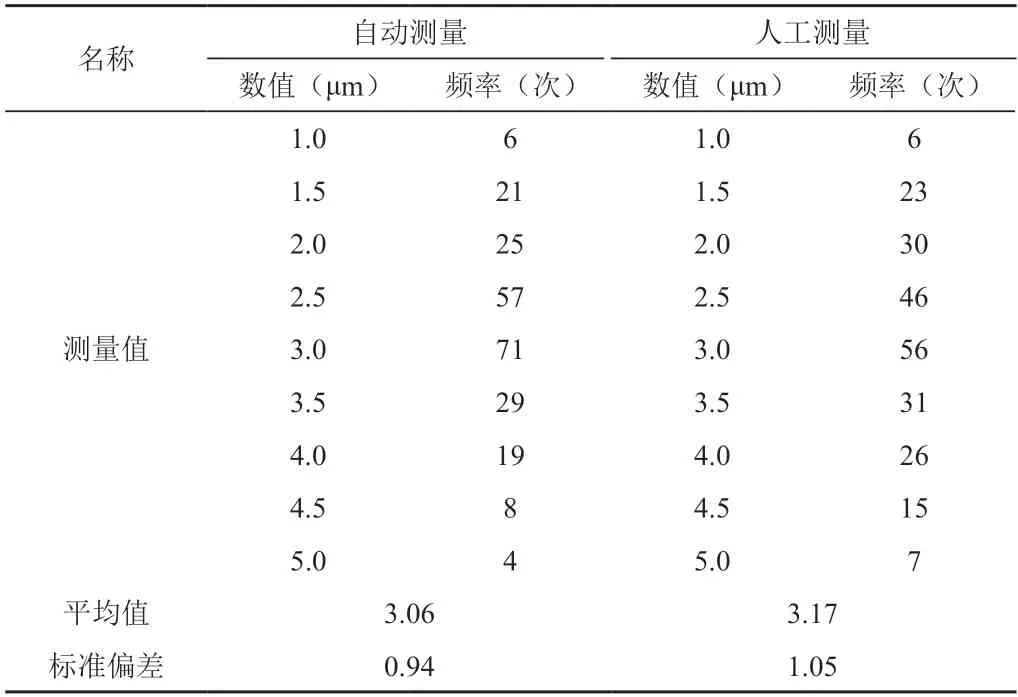
表1 标准块的测量误差分布
从表1可以看出,自动测量装置的检测精度完全可以达到3.0 μm,而以前的人工测量方式精度相对较差,这是因为操作要求较高,影响因素较多,读数及记录时也存在人为误差。在多次验证中,最大一次标准偏差是0.92 mm,最小一次标准偏差才0.99 mm,从验证结果来看此测量装置达到了检测使用要求。
对测量速度也进行了比较,对80块芯块4个人进行完整测量过程计时。计时结果见表2。
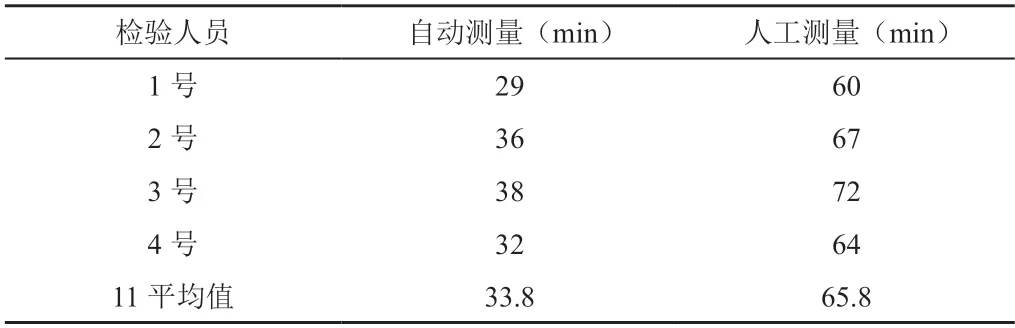
表2 80块芯块的测量时间
通过测试及对比,自动测量装置在保证良好测量精度的同时,极大地提高了检测效率,为大批量检验提供了保证。
9 结论
通过前期方案的选择分析,重要部件的控制,从各方面减少装置的误差,使研制的芯块自动测量垂直度装置检测精度达到了3.0 μm,极大地提高了芯块检测的自动化水平,满足了快速投入使用的需求,并具有操作简单、测量速度快、实时显示、超差提示等多项实用功能,能适应多种场合使用。
猜你喜欢
粉末冶金材料科学与工程(2022年4期)2022-12-08
陶瓷学报(2020年2期)2020-10-27
核技术(2020年6期)2020-06-15
电子制作(2019年7期)2019-04-25
无人机(2017年10期)2017-07-06
广西电力(2016年5期)2016-07-10
高师理科学刊(2016年8期)2016-06-15
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27
核科学与工程(2015年4期)2015-09-26
同位素(2014年2期)2014-04-16