外卖纸包装结构人工装配效率研究
2022-09-13 09:17肖颖
包装学报 2022年4期
肖颖 喆 吴 昊
湖南工业大学包装与材料工程学院 湖南 株洲 412007
0 引言
随着人们消费能力的提高和消费观念的改变,中国餐饮O2O(online to offline)外卖发展迅速,尤其是西餐类餐饮外卖行业的迅速发展,使越来越多的餐饮O2O外卖平台开始关注顾客体验,特别是分销环节的服务体验。在新型冠状病毒疫情爆发之后,在常态化疫情防控状态下,快速增长的餐饮外卖与快餐食品配送服务将继续扩大。因此科学合理地评价我国餐饮O2O外卖的顾客体验非常必要[1-2]。
在外卖食品的容装器具中,纸包装容器是一种绿色包装制品,在生态社会发展的大环境下,外卖餐饮行业对各类纸制包装产品的需求日益扩大[3-4]。从餐饮企业的角度看,外卖装配员的食品装配环节不再是简单的装入容器中,而是需要对折叠纸包装容器的成型结构有一定了解,在保证容器成型的前提下才能有效装入食品,这时包装装配的效率将直接影响商家的经营效益[5]。
有学者研究了相关的理论模型,用来评估由于非堂食点餐产生的装盒操作、送货服务等环节对餐厅经营效益的影响[6]。在产品的生命周期中,包装对产品的影响从包装阶段开始,到客户获得产品时结束。所以,包装设计的重点在于实现一些特定的目标,如节约成本和空间、减少包装材料和避免产品受损等;但设计也必须同时考虑包装用于处理、运输、分销、零售和促销产品的相关功能。餐饮外卖活动中,与包装相关的活动主要是装配活动,此时外卖包装盒的结构设计也就成为整个外卖销售系统的一部分了[7]。
本研究从目前市场现有的西餐类外卖包装盒的基本结构出发,讨论包装结构与人工装配之间的联系,寻找提高包装的装配效率、同时满足销售者和消费者需求的外卖包装结构的设计方法。
西餐类纸盒包装人工装配过程主要可分为撑盒成型→装物→封盒3个步骤。本文将通过大量调查和实验操作,运用比较的方法来寻找包装结构对装配效率的影响因素。
1 初始实验
收集市场中西式快餐常用纸盒盒型,重新绘图并在实验室打样制做样品,每种盒型实验样品数量不少于50个。打样材料尽量与现有包装盒材料接近,使用定量为250 g/m2的双面白纸板,实验操作尽可能贴近真实的外卖包装场景。
1.1 实验盒型选择
在市场上选取目前应用较广、使用量较大的4种纸盒结构的西餐类快餐外卖包装盒为实验研究对象。4种盒型结构分别为蛋挞两个装盒(盒型A)、鸡米花盒(盒型B)、蛋挞4个装盒(盒型C)、鸡排盒(盒型D),如图1~4所示。
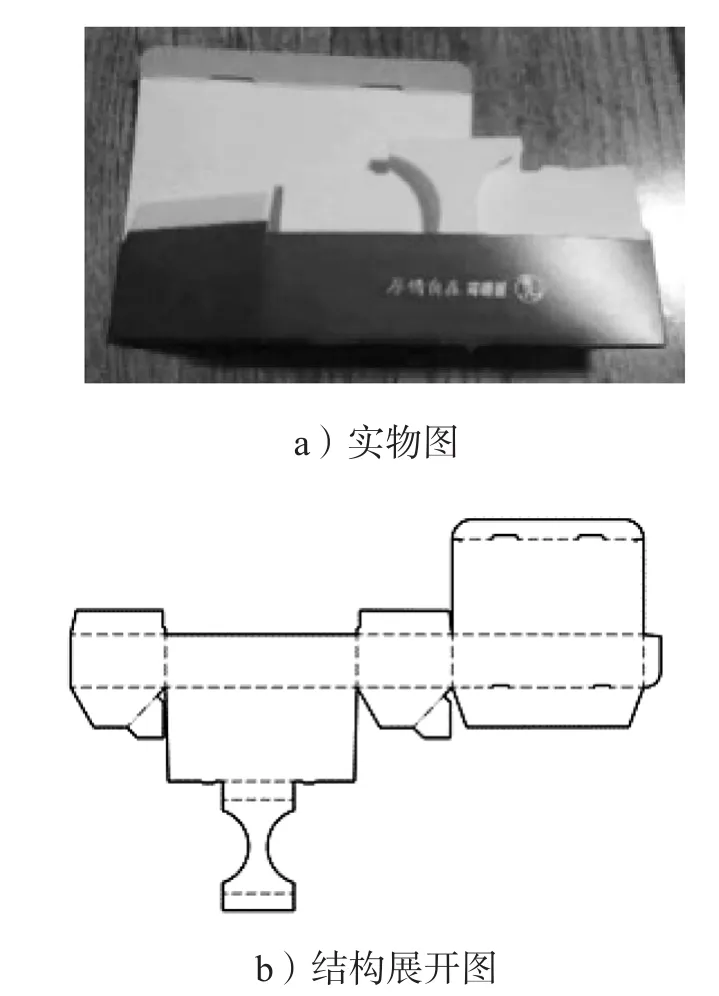
图1 盒型AFig. 1 Box type A
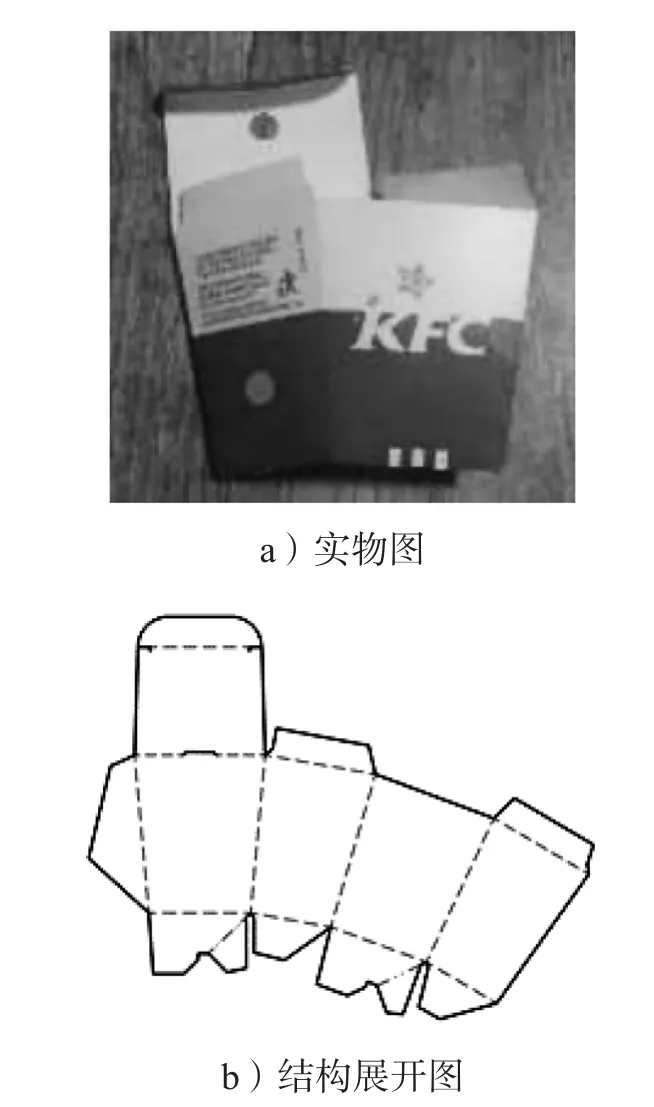
图2 盒型BFig. 2 Box type B
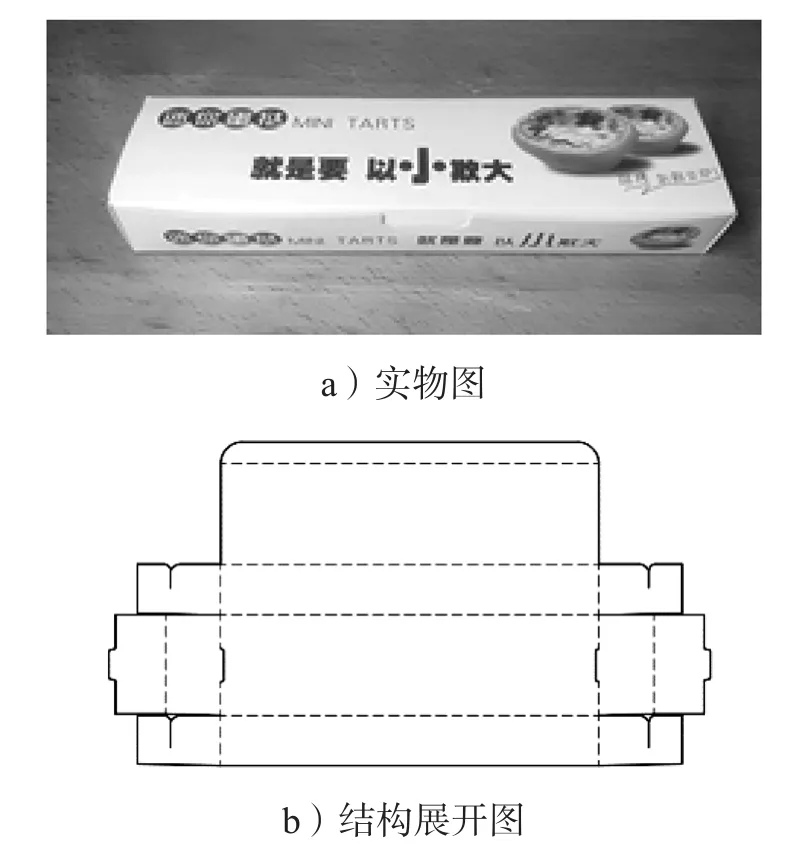
图3 盒型CFig. 3 Box type C
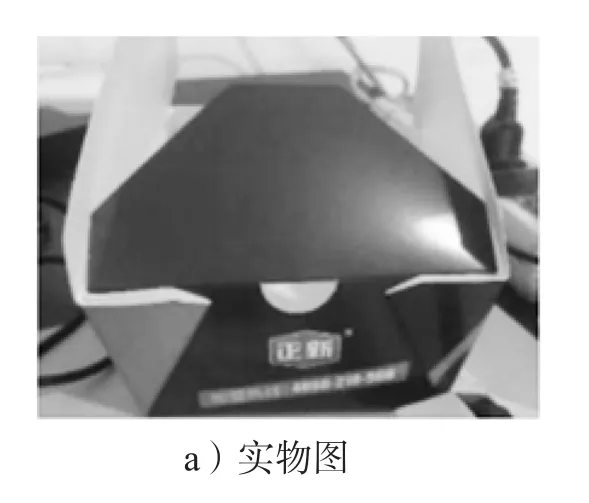
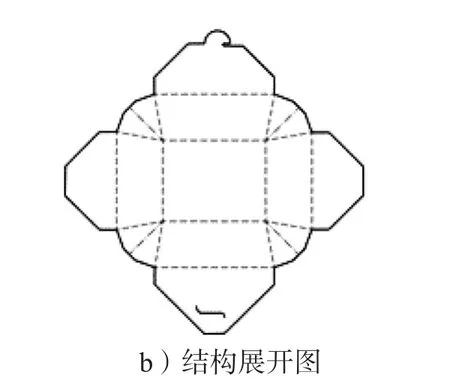
图4 盒型DFig. 4 Box type D
1.2 实验过程与实验数据
选择20~22岁男女学生各20人,模拟快餐外卖装配员进行装配实验,实验前先对其进行装配培训。实验操作要求:对每种纸盒结构进行装配时,连续操作5个盒型试样,记录操作所需时间;记录装配中出现的问题并进行视频记录,重点记录可能会引起实验数据误差的动作;对比实验记录数据。根据对数据的分析结果,判断盒型结构的优劣和盒型结构对装配效率的影响。实验数据汇总如表1~4所示。
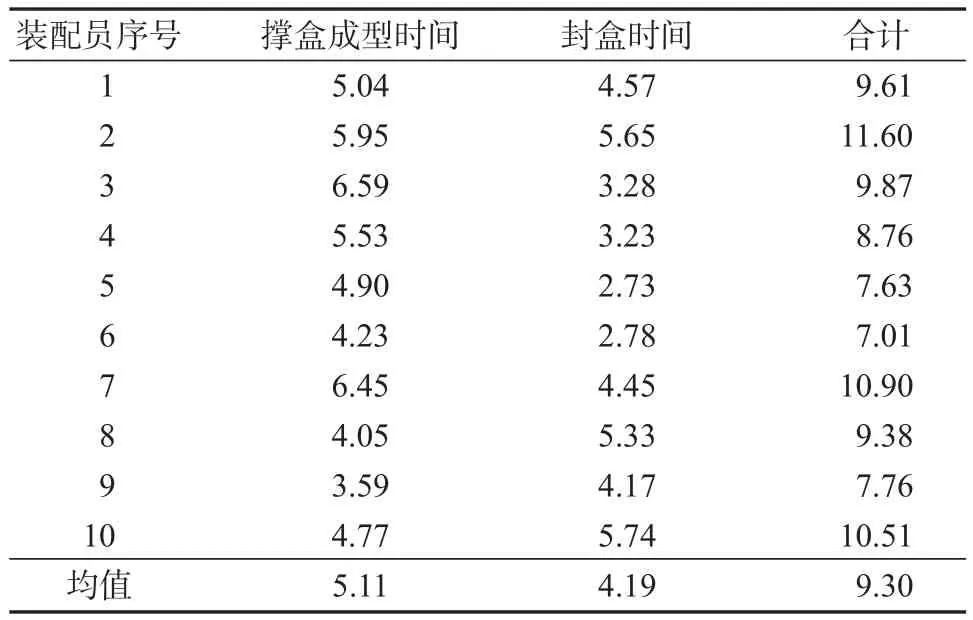
表1 盒型A装配效率数据记录Table 1 Record of assembly efficiency of box type As

表2 盒型B装配效率数据记录Table 2 Record of assembly efficiency of box type B s
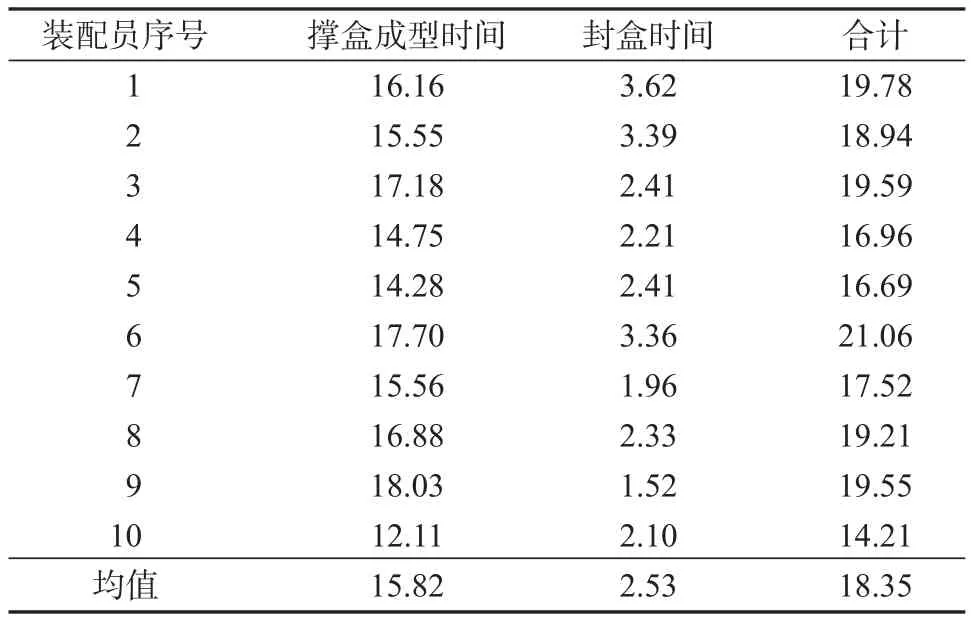
表3 盒型C装配效率数据记录Table 3 Record of assembly efficiency of box type C s
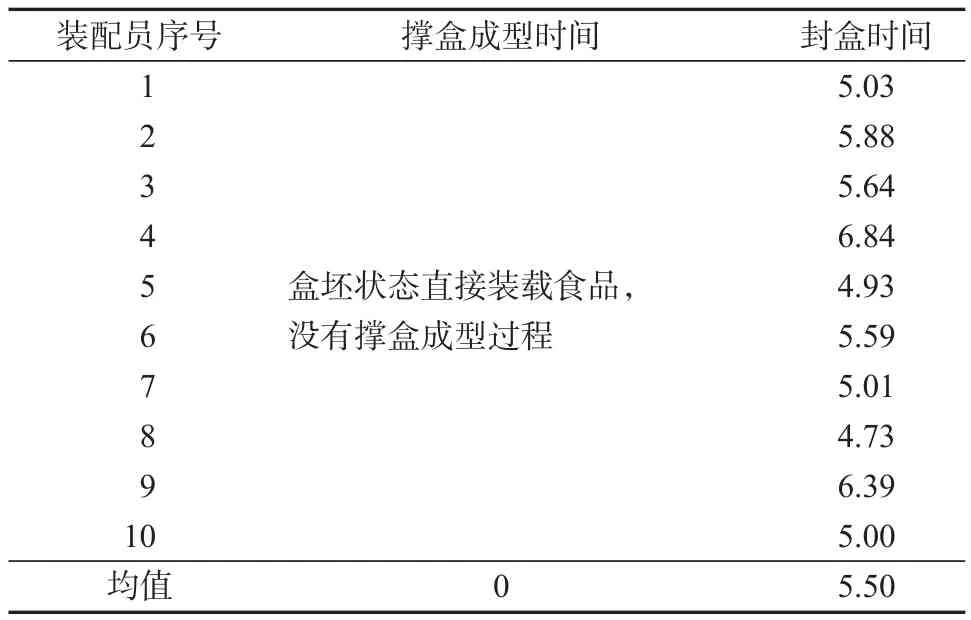
表4 盒型D装配效率数据记录Table 4 Record of assembly efficiency of box type D s
1.3 实验数据分析
1.3.1 平均装配效率
实验中影响装配效率的因素有3种,即装配员、盒型结构、操作过程(撑盒、封盒)。每个装配员对每一种盒型都要进行装配,装配员完成装配工序后,对4种盒型的装配效率进行排序,如果呈现同样的时间变化规律,则可以认为这是盒型结构的成型规律。例如:不同的装配员在装配盒型C时所花的时间都明显比装配其他盒型所花费的时间多,就可以认为盒型C的结构特点不利于提高人工装配效率。4种盒型装配效率如表5所示。
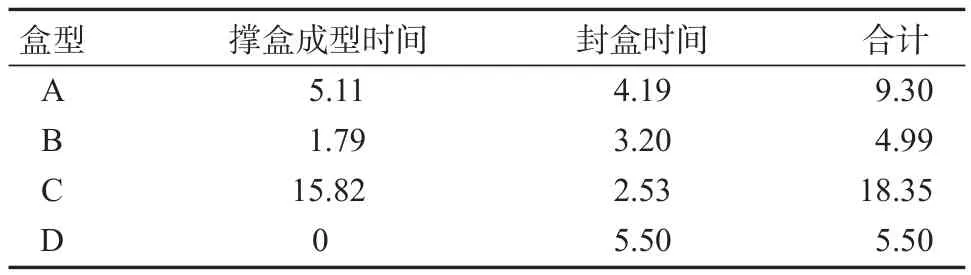
表5 4种盒型装配效率汇总Table 5 Summary of 4 types of box assembly efficiencys
由表5可知,4种盒型的装配效率按时间从快到慢的排序为:B、D、A、C。由此可见,机械预黏合成型的程度越高,装配效率越高。在这些预成型结构中,装配效率从高到低排序是:已成型的堆叠结构、自锁底/自动撑盒结构、带内衬的自动撑盒结构、亚瑟锁/脚副翼插合结构。
因此,西餐类外卖包装结构中,在满足盛装、密封两大功能的前提下,选择机械预黏合成型盒型的装配效率较高;一些复杂结构(如盒型C钩合/锁合结构)在装配过程中容易出现插锁不到位的情况,这些复杂结构在快餐盒装配过程中没有效率优势。
1.3.2 盒型结构分类对装配效率的影响
折叠纸盒容器结构主要包括管型结构和盘型结构两大类。将表5中数据按这两大类比较,结果如表6所示。
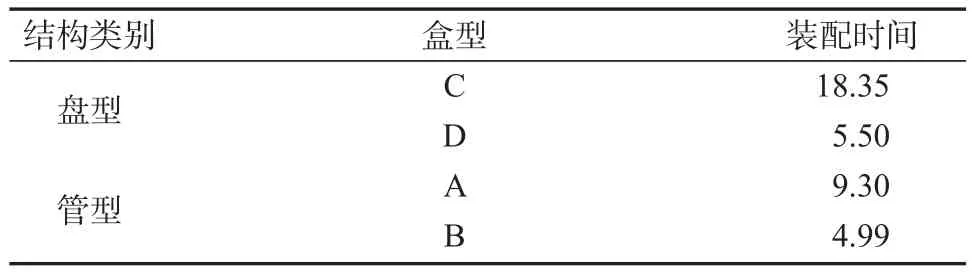
表6 不同盒型结构装配效率对比Table 6 Comparison of assembly efficiency of different box structures s
由表6可知,纸盒的盘型或管型结构的改变与人工装配效率之间没有明确的变化规律,所以这两种基础盒型不会直接影响纸包装的人工装配效率。
与不可堆叠结构(组装结构)相比,碗状可堆叠结构包装(盒型D),普遍具有无内衬、上口大下口窄的碗形结构特点。装配时省去了撑盒成型过程,大大减少了总装配时间,提高了装配效率,如表7所示。
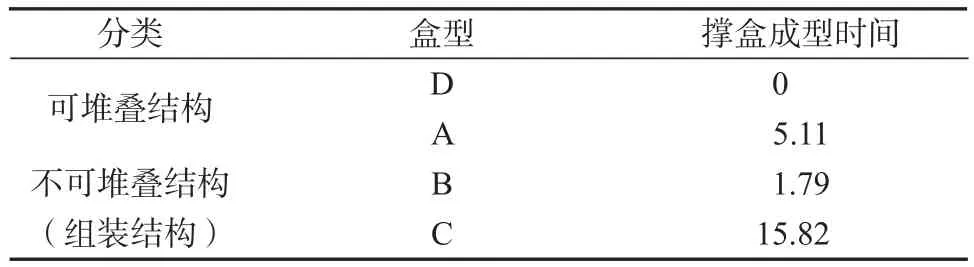
表7 可堆叠结构与不可堆叠结构装配效率对比Table 7 Comparison of assembly efficiency between stackable structure and non-stackable structures
1.4 实验结果分析
对上述实验结果分析可知,钩合/锁合与双壁盘型“亚瑟”锁(盒型C)等复杂结构在装配时会出现明显的装配困难,装配效率低。带有分隔内衬结构的盒型(盒型A),也需要较多的装配时间。碗状堆叠结构(盒型D)可以直接取用装配产品,没有撑盒成型的过程,减少了总体装配时间,明显提高了装配效率。
2 结构改进与对比实验
2.1 内衬结构的变化对装配效率的影响
1)盒型结构改变
在纸盒装配过程中,盒内分隔性内衬结构的成型方式对装配效率是否会产生影响,需要通过实验进行检验。选取盒型A(两个装蛋挞盒)为研究对象,将盒型A的一体式内衬改成分体式内衬。一体式内衬盒型结构如图1b所示,分体式内衬盒型结构如图5所示。

图5 分体式内衬结构平面图Fig. 5 Split internal liner structure
2)装配效率对比实验
对分体式内衬盒型进行撑盒成型和封盒的装配效率实验,实验过程、方法与初始实验一致。一体式内衬结构的装配效率数据见表1,分体式内衬结构的装配效率数据如表8所示。

表8 分体式内衬结构的装配效率数据记录Table 8 Assembly efficiency record of split internal liner structure s
对比实验所得的装配时间数据(表1和表8)可知:一体式内衬盒型结构的撑盒成型时间为5.11 s,比分体式内衬盒型结构的撑盒成型时间7.05 s少。这是因为分体式内衬结构虽然简单,但将分体式内衬放入主体盒内时易发生撑角卡合不到位情况,而且在不同组件移动过程中也会花费一定时间,从而导致分体式内衬结构盒型撑盒成型过程的装配效率较低。两种盒型的盒盖结构相同,封盒所需时间相差不大。
因此,内衬结构对撑盒成型的装配效率影响较大,一体式内衬盒型结构的装配效率比分体式内衬盒型结构的高[8-9]。
2.2 机械预成型结构对装配效率的影响
1)盒型结构改变
考虑到机械预黏合成型的碗状可堆叠结构对装配效率的影响,以盒型C(4个装蛋挞盒)为研究对象,将其结构进行设计改造,比较机械预黏合成型的堆叠结构与原盒型之间的人工装配效率高低。
在盒型C的基础结构上,将“亚瑟锁+脚副翼插合锁”结构(图3b)改为倒梯形可套叠的碗状盒型结构,改进后的结构如图6所示。

图6 倒梯形预成型套叠盒结构Fig. 6 Inverted trapezoid preform structure
2)装配效率对比实验
对倒梯形可套叠的碗状盒型进行装配实验,实验过程、方法与初始实验一致。原盒型和倒梯形盒型的装配效率数据分别如表3和表9所示。
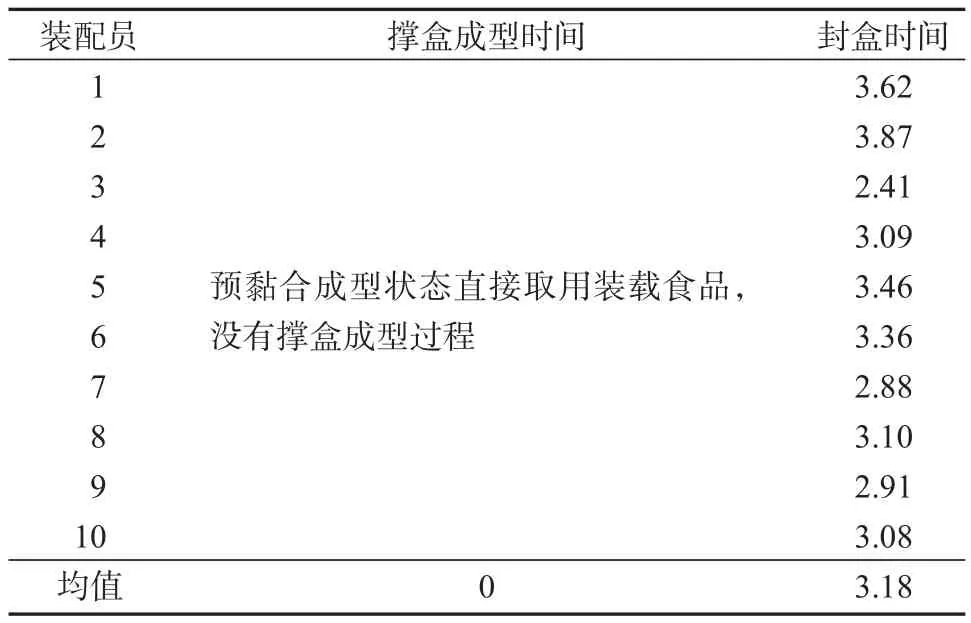
表9 倒梯形预成型套叠盒的装配效率数据记录Table 9 Assembly efficiency record of trapezoidal preform structure s
对比实验所得的装配时间数据(表3和表9)可知:倒梯形盒型的总装配时间为3.18 s,明显少于亚瑟锁盒型的总装配时间18.35 s,装配效率明显提高。主要是因为机械预黏合成型的碗状堆叠结构省去了撑盒成型过程,使总人工装配效率大大提高。
2.3 结构改进的综合分析
根据表1和表9,对比一体式内衬盒型结构和倒梯形机械预成型堆叠结构对人工装配效率的影响可知:倒梯形盒的封盒时间为3.18 s,比一体式内衬盒型的4.19 s略快;一体式内衬盒型总装配时间为9.30 s,远多于倒梯形盒总装配时间3.18 s。所以机械预黏合成型的堆叠式盒型比一体式内衬盒型的装配效率更高,是当前实验中的最佳方案。
3 结语
盘型的机械预黏合成型的堆叠式盒型和管型自锁底结构的一体式内衬的盒型都可以大幅提高装配效率,在西餐类外卖纸盒包装结构设计时,应倾向于这两种盒型结构,并尽可能避免分体式内衬盒型和复杂成型结构的盒型。除了西餐类纸质外卖包装外,在其他使用折叠纸盒包装的快消日用品的生产与销售领域,也应当改善纸包装结构以提高装配效率。
猜你喜欢
石材(2022年4期)2022-06-15
玩具世界(2022年2期)2022-06-15
橡塑技术与装备(2022年6期)2022-06-02
中国典型病例大全(2022年12期)2022-05-13
汽车实用技术(2022年5期)2022-04-02
轮胎工业(2021年4期)2021-12-25
今日自动化(2021年4期)2021-07-21
陶瓷学报(2021年2期)2021-07-21
石油管材与仪器(2020年3期)2020-07-03
门窗(2019年6期)2019-12-28