PA6I/6T 对高GF 含量PA66 复合材料性能和外观的影响
2022-09-26 12:57宋伟强孙东泽何星础王宏森安顺利郭震宇郭梓栋俞锐宋宇骐
工程塑料应用 2022年9期
宋伟强,孙东泽,何星础,王宏森,安顺利,郭震宇,郭梓栋,俞锐,宋宇骐
(1.河南工业大学材料科学与工程学院,郑州 450001;2.河南海瑞祥科技有限公司,河南平顶山 467100)
在玻纤(GF)增强尼龙(PA)复合材料生产过程中,GF 外露(浮纤)是增强改性复合材料的一个通病[1-4]。随着GF 含量的增加,样品的表面性能变差,加工困难,尤其是在高含量GF 情况下,“浮纤”更为严重[5-9]。GF 外露在制品表面,比较粗糙,降低了表面光滑度,在一些情况下降低了材料的使用性能。因此,改善“浮纤”问题一直是研究的热点[10-13]。
“浮纤”是由于GF 与PA 基体树脂的流动性不一致而且PA 与GF 结合能力不强所造成的。因此,影响PA 熔融流动性和PA 与GF 结合力的因素都会或多或少影响“浮纤”现象,这也使得“浮纤”现象的形成不仅与PA 材料组成和特性有关,还与成型加工过程有关,有着较大的复杂性和不确定性。在其它条件一定的情况下,提高基体树脂的熔体流动性能够改善“浮纤”现象[14-17]。
无定形、非晶型半芳香透明PA6I/6T 和PA6T/6I具有高刚性、坚韧、耐冲击、耐化学溶剂、耐低温脆性、吸水率小[18]等优点。曹凯凯等[19]利用熔融共混技术制备了PA6/PA6T/6I 合金材料,当PA6T/6I质量分数为10%~25%时,合金在保持一定冲击韧性的同时,具有较好的综合性能。杨汇鑫等[20]以PA6T/6I 为树脂基体,铜铬氧化物为激光镭射助剂,制备了PA6T/6I 基激光直接成型功能材料,当GF质量分数为30%、激光镭射助剂质量分数为8%、注塑模具温度为175℃时,GF 增强PA6T/6I 基激光直接成型功能材料模塑器件的外观最佳。杨军辉等[21]采用熔融共混改性技术制备了PA66/PA6T/6I/GF复合材料,当GF 质量分数为30%,PA6T/6I 质量分数大于20%时,复合材料表面制品的“浮纤”问题得到解决,综合性能稳定。蒋姗等[22]采用差示扫描量热(DSC)法对PA66/PA6I/6T 共混物的非等温结晶行为进行了研究,结果表明,PA6I/6T 具有良好的熔融流动性,少量添加PA6I/6T 可提高PA66 的结晶速率及结晶度,随着PA6I/6T 的添加,PA66 的结晶速率及结晶度呈现先增大后减小的趋势。
鉴于PA6I/6T 具有良好的熔融流动性,笔者研究了PA6I/6T 对PA66/GF 复合材料性能及“浮纤”现象的影响。
1 实验部分
1.1 主要原材料
PA66:EPR27,河南神马尼龙化工有限公司;
PA6I/6T:PA-TI1207,山东广垠新材料有限公司;
GF:EDR17-2400-988A,巨石集团;
炭黑色母、抗氧剂:自制。
1.2 主要仪器与设备
双螺杆挤出机:SHJ-36 型,南京瑞亚杰挤出机械制造公司;
DSC 分析仪:DZ-DSC300 型,南京大展检测仪器有限公司;
万能试验机:WDW-2010 型,承德市聚缘检测设备制造有限公司;
冲击试验机:XJU-5.5D 型,承德市聚缘检测设备制造有限公司;
水分测定仪:QL-720C 型,厦门米德电子科技有限公司;
熔体流动速率(MFR)仪:XNR-400C 型,承德市聚缘检测设备制造有限公司;
热变形维卡软化温度试验机:ZWK1302-2 型,美斯特工业系统(中国)有限公司;
超景深显微镜:RX-100 型,日本浩视(中国)有限公司。
1.3 样品制备
PA66/PA6I/6T/GF 复合材料配方见表1。预先在100℃干燥基体树脂PA66 和PA6I/6T。按表1配方称取原料,然后掺混均匀,采用双螺杆挤出机挤出造粒。挤出机各区的温度依次为150,275,270,270,265,260,265,265,270℃,机头温度为265℃,主机转速为730 r/min,喂料转速为440 r/min。将制得的复合材料粒料在100℃恒温干燥箱中烘干4 h 后,经注塑机制备成标准样条,注塑机温度为265~270℃,注塑时间为26 s。样品静置24 h 后再进行性能检测。
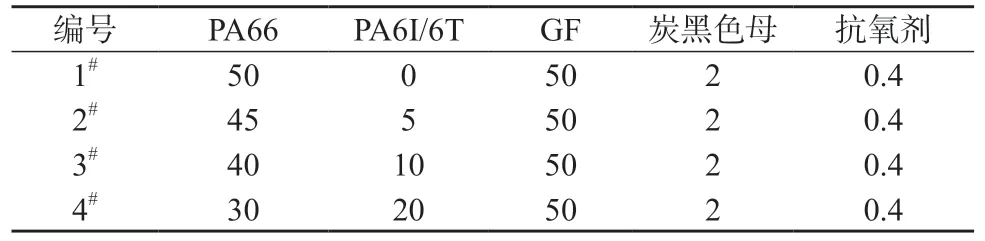
表1 PA66/PA6I/6T/GF 复合材料配方 份
1.4 性能测试
DSC 分析:氮气气氛,升/降温速率为20℃/min,温度范围为30~320℃,第一次升温至300℃后保温5 min,然后降温至60℃,再升温至320℃;
拉伸性能按照GB/T 1040-2006 测试,测试温度为23℃,跨度为50 mm,拉伸速率为10 mm/min;
弯曲性能按照GB/T 9341-2008 测试,测试温度为23℃,跨度为64 mm,弯曲速率为2 mm/min;
悬臂梁缺口冲击强度按照GB/T 1843-2008 测试,A 型缺口,测试温度为23℃,摆锤能量为5.5 J;
热变形温度按照GB/T 1634.1-2004 测试,试样规格为80 mm×10 mm×4 mm,负荷为1.8 MPa,升温速率为2℃/min;
吸水率按照GB/T 1034-2008 测试;
MFR 按照GB/T 3682-2000 测试,温度为270℃,负荷为2.16 kg;
试样表面形貌分析:用数码相机拍照试样并进行分析,用超景深显微镜观察试样表面形貌。
2 结果与讨论
2.1 PA66/PA6I/6T/GF 复合材料的熔融与结晶分析
不同PA6I/6T 含量的PA66/PA6I/6T/GF 复合材料的DSC 降温曲线和二次升温曲线如图1 和图2所示。
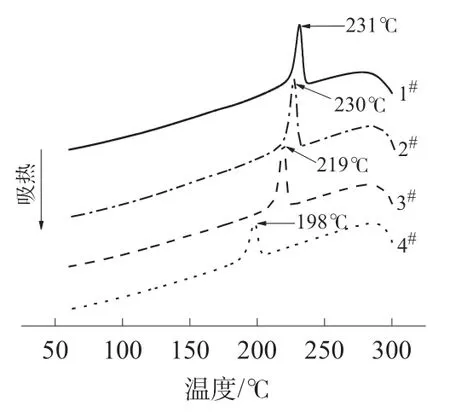
图1 PA66/PA6I/6T/GF 复合材料的DSC 降温曲线
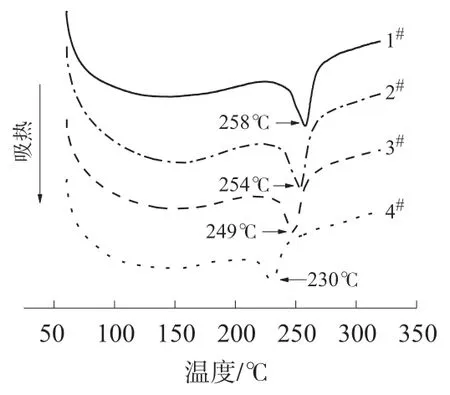
图2 PA66/PA6I/6T/GF 复合材料的DSC 第二次升温曲线
从图1 可以看出,4 种PA66/PA6I/6T/GF 复合材料都只有一个结晶峰,1#样品的结晶峰温度为231℃;2#样品的结晶峰温度为230℃,相对1#样品下降1℃;3#样品的结晶峰温度为219℃,相对1#样品下降12℃,下降明显;4#样品的结晶峰温度为198℃,相对1#样品下降33℃,下降更明显。对PA66 和PA6I/6T 两种基体树脂来说,PA6I/6T 的结晶能力很差,而PA66 的结晶能力很强。尽管PA6I/6T 分子链间也会形成氢键,但不足以使僵硬且结构上规整性较差的分子链进行有规律的排列,因而加入PA6I/6T 的2#,3#和4#样品表现出非结晶性,在降温曲线上不会出现归属于PA6I/6T 的结晶峰。因此,图1 中的降温结晶峰应该归属于PA66。酰胺基团之间有规律性的氢键作用以及分子链本身的柔顺性使PA66 具有很强的结晶能力,少量PA6I/6T 树脂(2#样品)的加入对PA66 的结晶过程没有显著的影响。对4#样品来说,大量PA6I/6T 分子链通过氢键及范德华作用力进入PA66 大分子链之间,一方面,通过与PA66 大分子链形成氢键,取代了原有PA66 自身链间氢键(取代作用),另一方面,僵硬的PA6I/6T 分子链隔离开了PA66 的大分子链,链间范德华作用力减弱(隔离作用)。这两种作用降低了PA66 分子链的运动能力,使其只能在较低温度下结晶。
从图2 可以看出,PA6I/6T 的取代和隔离作用也会降低PA66 大分子链有序排列的能力,使其晶粒尺寸减小,晶体结构完善程度下降,在较低温度下出现熔融过程。当然,对PA66 熔融过程的影响程度与PA6I/6T 的用量有关。1#样品的熔融峰温度为258℃,2#,3#,4#样品的熔融峰温度分别为254,249,230℃,相对1#样品分别下降了4,9,28℃。
从上述DSC 分析数据可以明显看出,4#样品的结晶温度和熔融温度都显著降低,降低幅度在30℃左右。
2.2 PA66/PA6I/6T/GF 复合材料综合性能
不同PA6I/6T 含量的PA66/PA6I/6T/GF 复合材料综合性能见表2。

表2 不同PA6I/6T 含量的PA66/PA6I/6T/GF 复合材料的综合性能
从表2 可以看出,随着PA6I/6T 加入量的增加,PA66/PA6I/6T/GF 复合材料的力学性能呈现先增大后减小的趋势,其中3#样品的拉伸强度、弯曲强度、弯曲弹性模量最大,分别为217 MPa,306 MPa 和1.52 GPa,2#样品的悬臂梁缺口冲击强度最大,为11.3 kJ/m2,拉伸强度、弯曲强度、弯曲弹性模量分别为215 MPa,292 MPa 和1.48 GPa。
从表2 还可以看出,随着PA6I/6T 加入量的增加,复合材料的热变形温度呈现先增大后减小的趋势。与未加PA6I/6T 的1#样品相比,加入5份PA6I/6T 的2#样品的热变形温度为232℃,提升2℃,但加入10 份PA6I/6T 的3#的热变形温度为226℃下降4℃,加入20 份PA6I/6T 的4#样品的热变形温度为178℃,显著下降58℃。热变形温度用于表征聚合物或高分子材料耐热性的优劣。很显然,少量PA6I/6T 对PA66/GF 复合材料耐热变形能力的提高是有利的,过量的PA6I/6T 会显著降低PA66/GF 复合材料的耐热性。热塑性塑料的热变形温度主要依赖于材料的结构特征如分子排向、残留应力、晶体结构、结晶度、填充剂的取向、各向异性等。加入20 份PA6I/6T 时,显著降低了PA66/PA6I/6T/GF 复合材料的PA66 的结晶性,从而造成耐热性下降。
从表2 还可以看出,随着PA6I/6T 加入量的增加,复合材料的MFR 呈现先增大后减小的趋势。加入5 份PA6I/6T 的2#样品的MFR 最大,达到42.0 g/(10 min),是不含PA6I/6T 的1#样品的近2倍,比加入20 份PA6I/6T 的4#样品高近三分之一。
从表2 还可以看出,随着PA6I/6T 加入量的增加,PA66/PA6I/6T/GF 复合材料的吸水率逐渐下降2#样品的吸水率为0.60%,4#样品的吸水率最大,为0.50%。PA 的吸水性来源于分子链中的酰胺基团,酰胺基团含量越高,其吸水率就越大。与PA66 相比,PA6I/6T 分子链中酰胺基团所占比例较低,因而随着PA6I/6T 含量的增加,复合材料吸水率降低。
2.3 PA66/PA6I/6T/GF 复合材料的表面形貌
不同PA6I/6T 含量的PA66/PA6I/6T/GF 复合材料样品的数码相机照片和超景深显微镜照片分别如图3 和图4 所示。
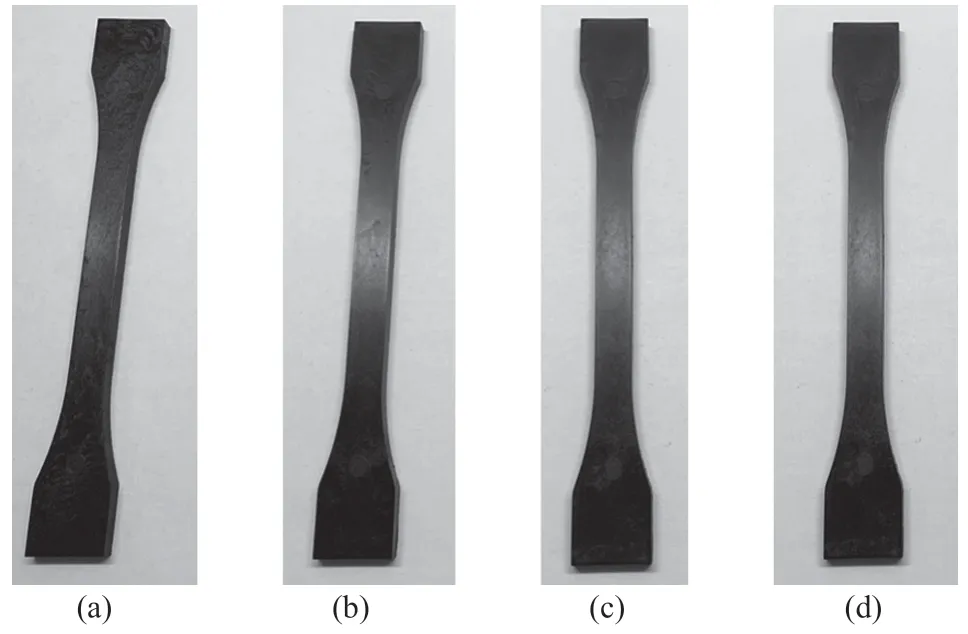
图3 不同PA6I/6T 含量的PA66/PA6I/6T/GF 复合材料样品的数码相机照片

图4 不同PA6I/6T 含量的PA66/PA6I/6T/GF 复合材料样品表面的超景深显微镜照片
从图3 可以看出,1#样品表面“浮纤”较为明显,GF外露较多,2#和3#样品表面较为光滑,无明显“浮纤”现象,4#样品表面相比于未添加PA6I/6T 的1#样品表面,“浮纤”现象稍有改善,但是相比于2#和3#样品表面,其表面仍有“浮纤”。从图4 可以看出,1#和4#样品表面粗糙,且1#样品表面的GF 排列不整齐,而2#和3#样品的表面较为光滑且GF 排列整齐,这与图3 的结果一致。造成“浮纤”现象的原因有:一是GF 和树脂的流动性有差异,使两者有分离的趋势;二是GF 和树脂之间的粘接力不足,GF 摆脱树脂基体的束缚逐渐向表面累积而外露;三是塑料熔体注入型腔时与型腔表面接触的GF 没有及时被熔体充分包围,造成GF 外露。2#样品的MFR 最高,3#样品的MFR 次之,其熔体流动性好,因此其表面光滑、无明显“浮纤”现象。塑料熔体注入型腔时会形成“喷泉”效应,GF 由内部向外表流动,从而与型腔表面接触。模具型面温度较低,GF 就会被瞬间冻结。如果在冻结前树脂熔体及时包覆GF,就会改善表面“浮纤”现象。提高MFR 能改善高含量GF 增强PA 的表面“浮纤”现象,这也是在产业化生产时常把提高MFR 作为改善表面光滑度的重要方法的原因。
3 结论
加入PA6I/6T 对PA66/GF 复合材料的综合性能和表面形态都会产生影响。在GF 含量较高(50份)时,随着PA6I/6T 加入量的增加,PA66/PA6I/6T/GF 复合材料的力学性能、热变形温度和MFR 均呈现先增大后减小的趋势,而熔融峰温度、结晶峰温度和吸水率呈现下降趋势。加入5 份PA6I/6T 的2#样品表面最为光滑,无明显“浮纤”现象,其拉伸强度、弯曲强度、弯曲弹性模量、悬臂梁缺口冲击强度、热变形温度、MFR、熔融峰温度、结晶峰温度和吸水率分别为215 MPa,292 MPa 和1.48 GPa,11.3 kJ/m2,232℃,42.0 g/(10 min),254℃,230℃和0.60%。在高GF 含量时,适量的PA6I/6T 能够改善PA66/PA6I/6T/GF 复合材料的“浮纤”现象,而不会影响复合材料的使用性能。
猜你喜欢
高分子材料科学与工程(2022年8期)2022-11-02
佛山陶瓷(2022年9期)2022-10-09
科技视界(2022年9期)2022-04-09
核科学与工程(2021年4期)2022-01-12
疯狂英语·新读写(2021年5期)2021-11-23
建材发展导向(2021年8期)2021-06-07
建材发展导向(2021年24期)2021-02-12
金桥(2020年10期)2020-11-26
陶瓷学报(2020年2期)2020-10-27
疯狂英语·新阅版(2019年6期)2019-09-10