新能源汽车EPP轻量化座椅的开发和应用
2022-10-25 07:55张曦
汽车工艺师 2022年10期
张曦
东风延锋汽车座椅有限公司 湖北武汉 430058
2018年4月,中国汽车行业正式开始施行双积分政策,节能、环保成为汽车行业最重要的发展趋势之一,特斯拉、比亚迪等新能源车型成为市场的新宠儿。为满足新能源汽车轻量化需求,汽车座椅通过采用高分子聚合物材料代替传统金属骨架,可以在大大降低座椅重量的同时呈现良好的耐腐蚀性和绝缘性,在减振、耐磨和隔音方面也表现良好[2]。
EPP材料
发泡聚丙烯材料(EPP,Expanded Poly Propylene)是一种高结晶型聚合物和气体复合材料。随着材料、制造技术的进步,按用途和工艺方法开发出不同密度及孔径的EPP材料。EPP一般为闭孔发泡材料,具有优异的抗振、吸能和隔热性,形变后恢复率高,耐化学腐蚀和耐油性及可降解性也很突出,被称为“绿色”泡沫材料,成为继传统的聚苯乙烯泡沫(EPS)、聚氨酯泡沫(EPU)及聚苯乙烯泡沫(EPE)材料之后的新一代环保泡沫材料,具有广泛的应用前景[3-7]。EPP近年来在汽车行业作为内、外饰材料的应用日趋扩大。其中EPP片材主要应用于汽车顶棚、发动机舱的内衬隔音材料及备胎舱盖等,另一类则是由EPP珠粒料模压而成的部件,包括遮阳板、头枕、内门板、保险杠吸能块及备胎座等。
PMH技术
聚合物-金属组合成型(PMH,Polymer Metal Hybrid)技术是通过加热、成型等方法将热塑性高分子聚合物与与金属基体紧密结合,形成不可分离的聚合物——金属复合物成型工艺[8]。目前,聚合物-金属组合成型技术得到了越来越广泛的应用,高强度、低重量的聚合物金属组件正在逐步取代全金属部件,特别是在汽车、航空、医疗和电子器件等领域。如汽车行业中的前端模块、座椅、仪表板、前后车门总成及保险杠横梁等。奥迪公司在1996年最先将PMH技术成功应用到前端模块中,使用聚酰胺弹性体(PA6+30%GF)与金属结构通过一体注塑成型,该PMH前端模块提供了优于两种材料中任意一种的结构性能,该技术的使用降低了前端模块30%的重量和25%的成本,同时与以前的系统相比,减少了20个部件,与传统钢支架相比,其NVH性能也得到改善[9]。
EPP轻量化座椅
PMH组件在冷却收缩过程中,由于不同材料的热膨胀系数有差别,引起残余应力分布不均匀,进而影响制件的最终精度和性能。传统注塑成型工艺中残余应力来源于产品冷却不均匀,注塑件壁厚差异较大,材料冷却收缩时受到模具表面的约束等。PMH组件在直接组合成型过程中,由于聚合物始终粘附在金属冲压件上,两者在冷却收缩时不会发生分离,这将加剧残余应力的产生和发展[10-14]。残余应力是影响产品外观和性能的重要因素,它可以引起产品翘曲变形、开裂等,对结构的静强度、疲劳强度、稳定性、刚度及应力腐蚀开裂等均存在较大影响。
1.钢丝骨架内嵌后坐垫EPP成型尺寸控制现状
钢丝骨架内嵌后坐垫EPP结构,即将坐垫钢丝骨架放置于EPP模具型腔内,与EPP一起成型,如图1所示。EPP本体在成型的过程中,可以根据产品尺寸调整EPP收缩率,从而得到尺寸控制在公差范围内的产品,实现正常装车。

图1 钢丝骨架内嵌后坐垫EPP示意
但是将坐垫钢丝骨架总成放置于EPP模具型腔内成型时,由于EPP与钢丝骨架的热膨胀系数差别引起残余应力分布不均匀,会导致产品翘曲变形(见图2),严重影响后坐垫与车身地板的正常装配。

图2 钢丝骨架内嵌后坐垫EPP翘曲变形
2.钢丝骨架内嵌后坐垫EPP在Y方向变形的影响因素
钢丝骨架内嵌后坐垫EPP产品在Y方向翘曲变形严重,通过改变零件环境状态、预压时间、预压工装方式几项因素予以改善。其中,零件出模蒸汽温度135℃,使用检具如图3所示,检测1、2、8、9控制点Z向尺寸。具体方案见表1。

表1 几种方案对产品尺寸控制对比

图3 钢丝骨架内嵌后坐垫EPP产品检具
对比图3检具中1、2、8、9控制点在Z方向的变形量,测量结果见表2。
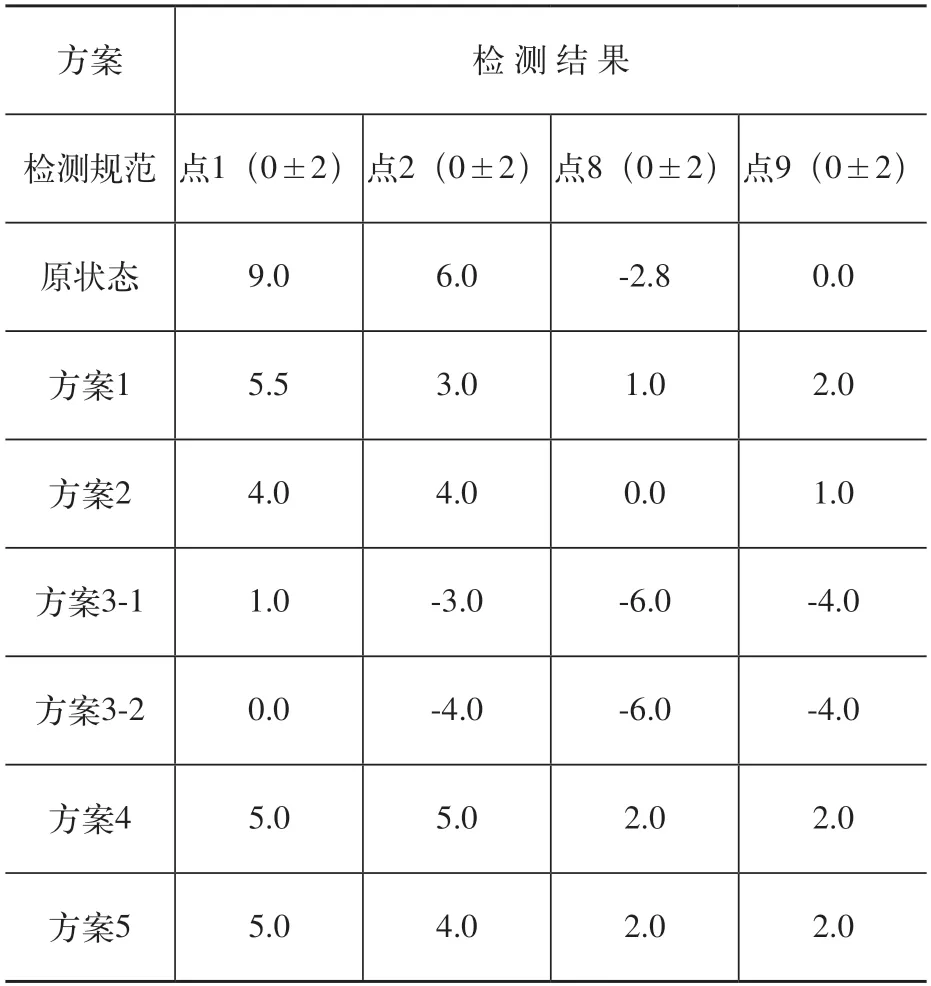
表2 几种方案对产品尺寸控制测量结果(单位:mm)
从表2的测量结果分析,对比1、2、3-2方案可以发现,在热状态(蒸汽温度135℃)下,使用工装或者重物在产品成型过程中预压,可以有效改善产品控制点在Z方向的变形量。对比3-1、4、5方案,在均使用重物预压的条件下,热状态比冷却后的状态对产品的尺寸控制效果更佳。而通过对比3-1、3-2两个方案,结果显示钢丝截断与否对于最终产品的尺寸变形影响不大。为了保证后坐垫EPP总成的刚性连接,在尺寸控制相差不大的情况下,钢丝采取不截断的方式更有利于产品的力学性能的实现。
3.预压时间对钢丝骨架内嵌后坐垫EPP成型的影响
从前面的检测结果分析,零件在刚生产出来的热状态(蒸汽温度135℃)下使用工装预压,对最终EPP产品的尺寸控制效果最佳。本小节主要研究了不同预压时间0.5h、1h、8h对产品尺寸控制的影响,具体方案见表3。

表3 预压时间0.5h、1h、8h对产品尺寸控制方案对比
方案6、7、8中,检测1、2、8、9控制点在Z向变形量测试结果见表4。
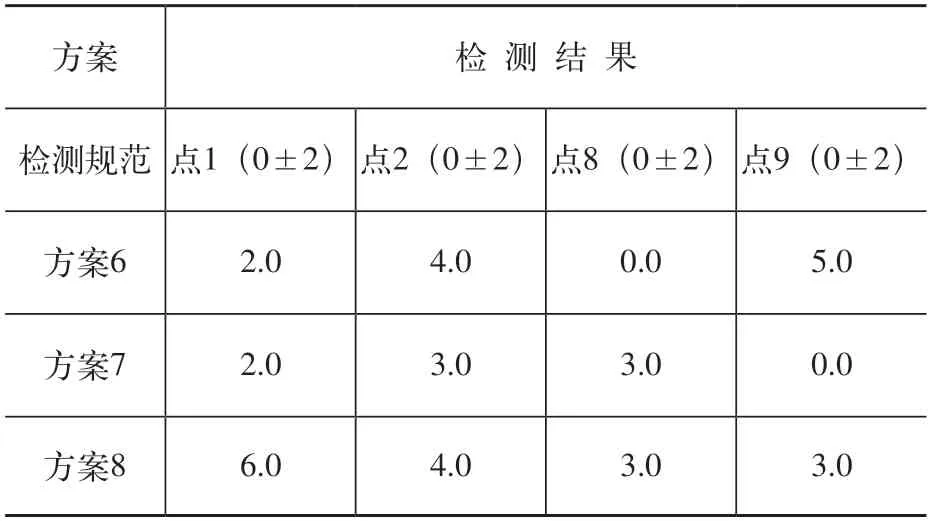
表4 预压时间0.5h、1h、8h对产品尺寸控制测量结果(单位:mm)
从表4中的检测结果可以发现,在其他控制条件相同的情况下,预压时间对最终产品的尺寸控制有较大影响。在预压时间由0.5h增加到1h过程中,随着预压时间的增加,尺寸控制效果有明显的改善趋势,而当预压时间从1h到8h时,产品的尺寸控制反而有所减弱。对比上述三个预压时间的改善效果,当预压时间为1h时最有利于产品的尺寸控制。
综上所述,方案7可行性最高,1、2、8、9四处的尺寸偏差从10mm控制到3mm左右,最终的EPP产品尺寸控制效果最优,经过实际装车验证,可以达到预期效果。后续定型采用:零件成型后热状态(蒸汽温度135℃)下采用定型工装定位,定型时间1h以上,钢丝不截断,定型工装下支撑面为负公差不大于10mm。
由于新能源汽车的车身新增电池包结构,所以在座椅后排需要留出更大的空间,为了同时满足座椅轻量化且后坐垫下端空间足够的要求,采用EPP+发泡结构取代传统的金属骨架+发泡结构能够有效的满足上述需求。经过验证,在后坐垫前端加长31mm的情况下,坐垫总成重量减轻28.5%,见表5。与此同时,由于全EPP结构均匀布置于坐垫前端,使座椅具有更好的放下潜效果。

表5 EPP代替金属骨架前后的后坐垫重量对比(单位/kg)
结语
本文通过改变零件环境状态、预压时间及预压工装方式等方面控制因素,研究了钢丝骨架内嵌后坐垫EPP产品的翘曲变形量,在钢丝刚生产出来的热状态(蒸汽温度135℃)下,使用工装预压,定型时间控制在1h以上,可以有效控制产品尺寸在设计定义的公差范围内,不影响座椅的正常装车需求。但是目前对于PMH关键技术的研究大多是一些定性的分析,仍然需要量化和更多试验数据的分析与研究。与此同时,PMH组件使用的持久性、生命周期后期材料分解、回收利用等问题都有待于更加深入的研究。
猜你喜欢
宝钢技术(2022年4期)2022-11-11
模具制造(2022年5期)2022-06-27
仪器仪表用户(2022年4期)2022-04-01
橡塑技术与装备(2022年1期)2022-01-20
文萃报·周二版(2021年52期)2021-01-22
文萃报·周二版(2021年51期)2021-01-02
恋爱婚姻家庭·养生版(2020年5期)2020-06-28
家庭影院技术(2020年4期)2020-05-21
文萃报·周二版(2019年3期)2019-09-10
Coco薇(2015年10期)2015-10-19