信息化防错在商用车总装领域的应用
2022-10-25 07:55陈永华宋崇明
汽车工艺师 2022年10期
陈永华,宋崇明
福田汽车诸城汽车厂 山东诸城 262200
随着汽车制造工业中智能化、数据化、信息化的发展,针对总装生产线过程里扭紧、加注、玻璃打胶等关键过程控制,从数据接收、采集、比对报警提示以及质量追溯等方面实施数据化、信息化管理。运用信息化技术实现预防性质量控制,采取过程关键数据,运用SPC工具,对相关工序的计算过程能力指数及控制图绘制趋势分析,实现生产过程的监视和控制,提升生产线过程质量保证能力。
项目目标
(1)将产品的关键特性参数预置到系统中,如图1所示,通过识别、转化、传递,减少作业过程参数人工选择错误。

图1 产品参数系统示意
(2)工作数据实时采集、比对、异常报警,实现制造过程中对生产过程监控及防错管理。
(3)对数据进行分析,计算设备能力指数Cmk、过程能力指数Cpk及控制图趋势分析,如图2所示,实现过程质量监视不预防控制。

图2 关键特性管理系统
系统功能设计
1.涵盖范围
该系统涵盖六个模块:电动拧紧、电池定扭、油液加注、玻璃涂胶、气密性检测和数据刷写。
2.数据收集原理
如图3所示,关键特性系统的网络交换,通过收集拧紧设备的服务器、电池定扭工具PCM控制器、加注设备的工控机、玻璃涂胶PLC以及气密监测系统本地数据库、数据刷写系统本地数据库等信息,进行数据分析、存储,并上传到工厂服务器。
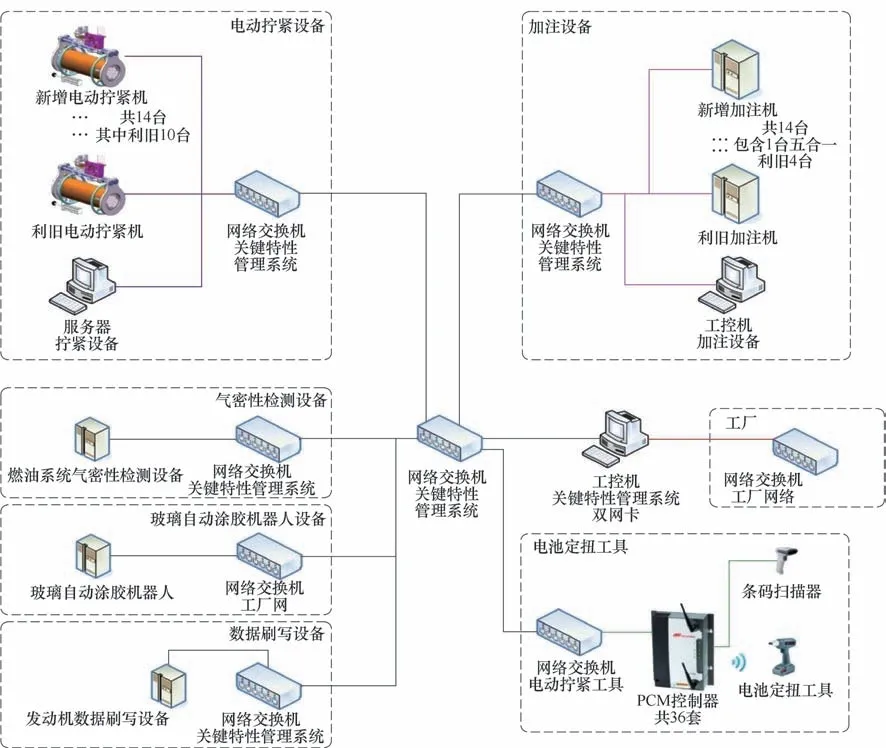
图3 关键特性管理系统功能模块
3.操作原理
工艺技术人员根据零部件图号将车辆的工艺参数导入系统,系统通过与CMMP系统的接口,定时获取将要上线车型的数据,并建立VIN号不零部件图号的对应关系。线上操作人员通过扫描生产线车辆VIN码的形式,获取线上车辆的各种工艺参数,设备按匹配的工艺参数自动执行操作。
整个关键特性系统可以跟暗灯系统做接口,当出现拧紧不合格、加注不合格、数据错漏刷、气密性检测不合格、玻璃质量不合格时,班段长与相关人员可以通过企业微信实时关注到线上车辆的生产情况。
4.主要作用
系统包含工艺参数预置、新产品工艺参数更新、工艺数据维护、制造过程数据采集、防错拧紧、防错加注、设备Cmk计算、工艺分析、数据查询并输出表单、使用者及管理者权限设置以及异常情况提示等功能,详见表1。
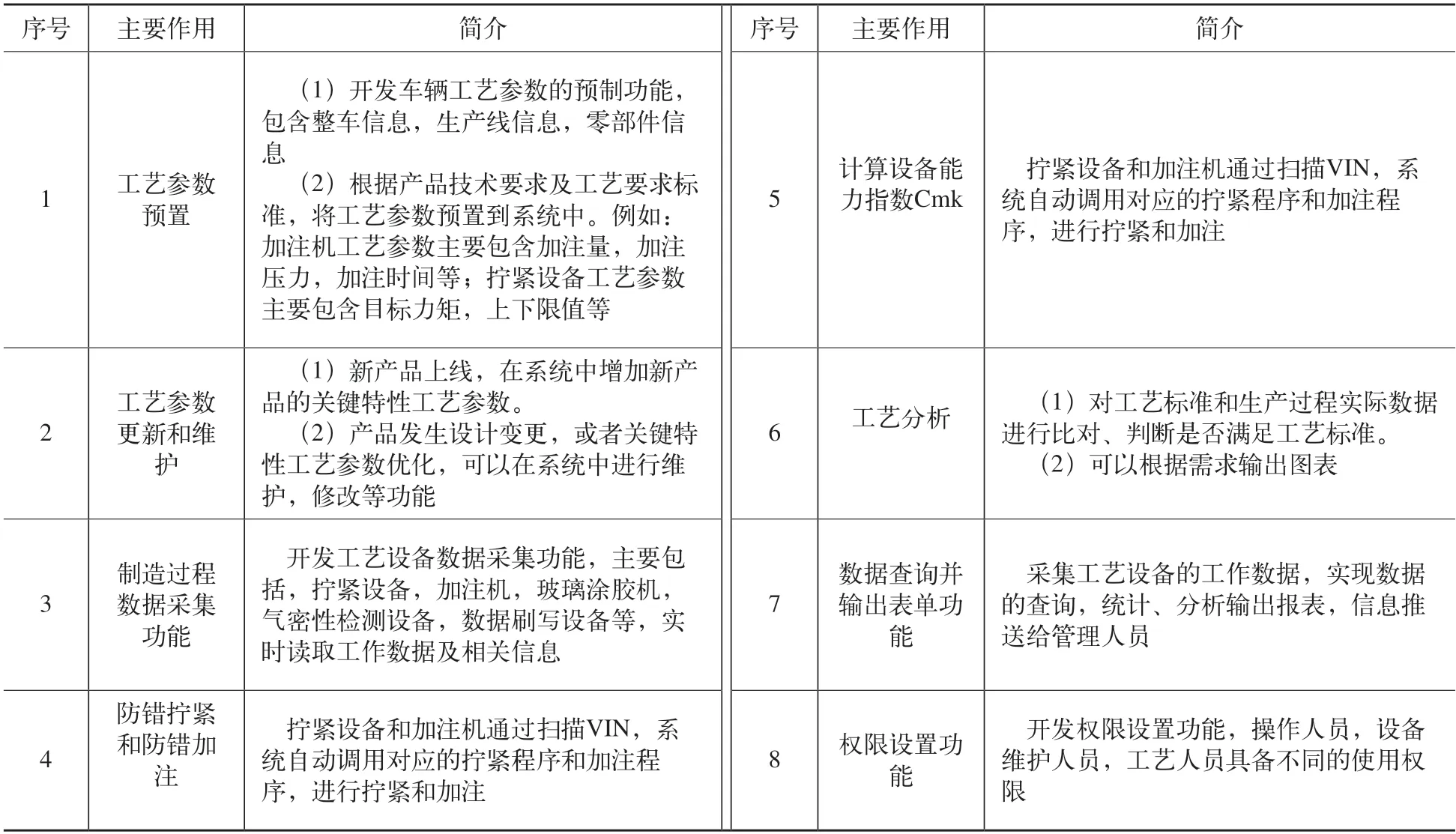
表1 关键特性管理系统功能模块
各模块功能介绍
1.电动拧紧模块
该模块包括:前后桥四轴拧紧机、前后板簧单轴拧紧机、轮胎多轴拧紧机等电动拧紧设备、具备拧紧力矩的实时数据监控、历史数据的查询和追溯(保存10年)、力矩达成情况的趋势分析以及设备Cmk能力分析。系统原理如图4所示。

图4 电动拧紧模块系统原理
拧紧前用扫描枪无线扫描VIN码,如图5所示,从关键特性管理系统获取拧紧所需要的工艺参数,设备自劢调整至拧紧要求状态,可以有效地预防选错拧紧参数导致力矩不合格等现象发生。
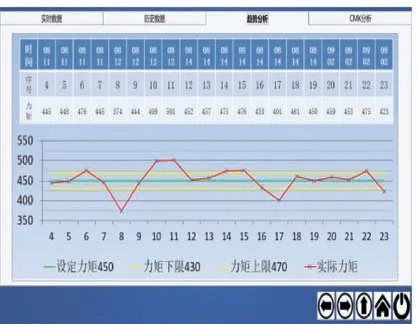
图5 电动拧紧趋势采样
拧紧过程主要监控目标力矩和角度的达成,对错漏装和拧紧不合格时拧紧机服务器发出一个报警至暗灯系统,暗灯系统根据接收的信息控制生产线报警或停线。
当返工合格时,控制器可输出一个合格信号给输送线设备管理计算机,生产线输送设备才能继续运行。拧紧完成后对同一拧紧轴抽取50组样本数据,计算分析设备能力值Cmk和过程能力指数Cpk,如图6所示,用于对过程的问题分析。

图6 电动拧紧机设备能力指数评定
2.电池定扭模块
主要监控拧紧次数、目标力矩和角度的达成,对拧紧次数、目标力矩和角度不合格的,由工具服务器发出一个报警至工具终端,工具显示红灯,提示员工拧紧不合格。当返工合格时,终端工具显示蓝灯提示合格。拧紧完成后系统可以查询到每一把工具的单台车拧紧次数、力矩合格率、目标力矩达成趋势,如图7所示,用于工艺技术员对过程的问题分析。

图7 电池定扭模块工作
3.油液加注模块
油液加注模块,包含车间使用的汽机油、柴机油、齿轮油、尿素、冷媒、防冻液等多种工作液加注设备;具备加注参数的实时数据监控、历史数据的查询和追溯(保存10年)以及加注合格达成情况的趋势分析,如图8所示。

图8 油液加注系统示意
4.玻璃涂胶模块
涂胶前对每块玻璃的6个点进行检测,对比系统数据不实际差异,并将检测值及检测结果传送至系统保存,如图9所示,确保每块玻璃在打胶前的尺寸处于合格状态,提高玻璃打胶过程的一致性,降低漏雨率,同时输出玻璃尺寸合格率的判断结果。

图9 玻璃涂胶模块检测分析
5.气密性检测模块
VIN无线扫码确定车型,主要控制气密性检测时间范围、泄漏和通气的合格情况,辅劣燃油系统泄漏和通气合格的检测判定,并在系统进行数据记录,每台车的检验记录可追溯,检验的合格率达成情况可导出供技术人员对问题进行判定分析。
6.数据刷写模块
数据刷写设备如图10所示,通过ECU、仪表、VIN、车载终端等刷写/检测记录的实时上传,从而判断下线车的数据是否存在错刷、漏刷,提高数据刷写正确率,同时输出数据刷写合格率的统计结果供技术人员对数据刷写过程存在的问题进行分析整改。
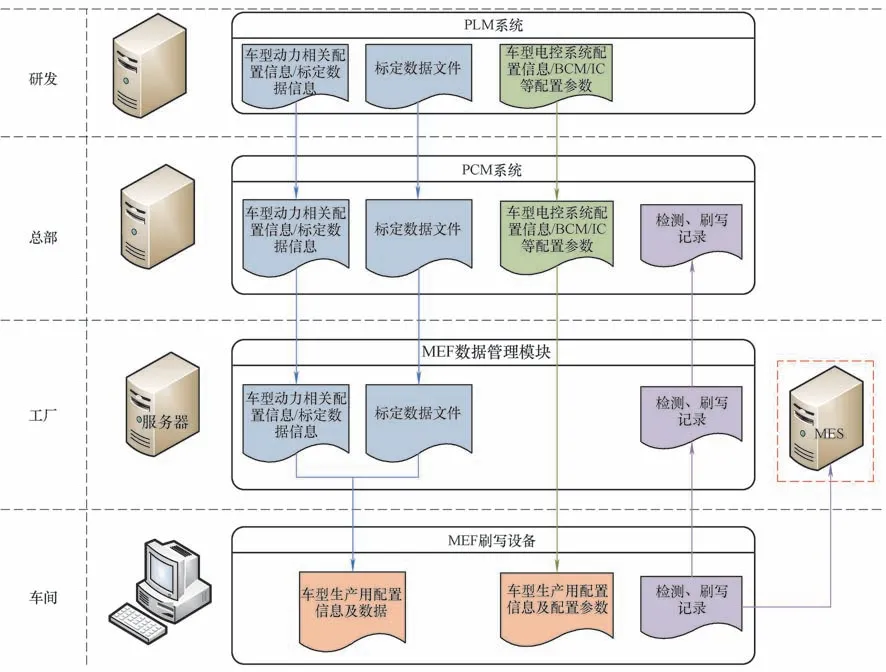
图10 数据刷写设备关联
应用效果
1.大数据系统联网
加注设备工控机、电劢拧紧设备服务器、刷写设备工控机、玻璃涂胶机器人PLC以及燃油系统气密性检测设备均接入关键特性管理系统交换机网绚,实现数据联网。关键特性管理系统不工厂CMMP系统做接口,自劢接入整车信息、生产线信息、零件类型信息以及生产计划信息等数据。VIN号与DMS流水号、整车编号、生产日期的自劢匹配,实现整车编号不零部件图号的自动匹配。在下线录入位置,根据车辆VIN码,对车辆工作液加注数据、拧紧数据、ECU数据刷写、燃油系统气密性检测数据等进行查询,如有遗漏或工艺参数不符,系统及时报警提示整改。
2.历史数据查询
设备状态、工艺参数、历史装配车辆数据等应保存到数据库内,按照时间段、设备或者以上条件的组合查询方式,对如下历史数据进行查询:可根据VIN码,追溯各设备工作信息;可按时间段查询各设备工作信息;可按设备信息过滤查询结果;可按照对比结果过滤查询结果。例如只查询不正常的加注记录、拧紧记录等;可按动作状态值过滤查询结果。例如只查询加注量不足的加注记录及扭矩不足。
3.数据分析
(1)不合格数据管理 系统根据工艺参数公差范围,自动将上传数据与系统标定数据进行对比,超出公差范围即判定为“不合格”。由工艺员每月5号前将上个月不合格数据从管理系统中分类导出,出具相应分析报告。扭紧力矩明确到每台设备不合格数量,占总数量的百分数;加注工艺参数有多个,明确每台设备哪个工艺参数不合格,一个参数不合格则该加注车辆数据判定为不合格,明确不合格车辆占总数量的百分数。
(2)设备能力指数Cmk计算 设备能力指数是用于新设备验收、新产品试制、设备维修后,生产达到稳定后开始抽样并计算相应设备能力指数。在拧紧设备稳定状态下对同一拧紧程序号连续抽取50组样本数据,计算分析Cmk值,并输出EXCEL。
(3)过程能力指数Cpk计算 系统具有过程能力指数Cpk计算分析功能,可在工序受控状态下对同一拧紧程序号抽取多组样本数据,抽样方式按月度核算,每月的1-31号工作日,每一天随机抽取5个样本数据为一组,连续抽取的天数为组数,如25天则样本数为25×5一个,计算分析Cpk值;选取月份后,系统按照抽样规则,自动抽取数据并计算本月过程能力指数Cpk,根据计算结果,输出EXCEL。
(4)控制图绘制不分析 对关键力矩值、工作液加注量每月度绘制控制图,并对控制图按SPC分析中九种异常判定原则进行趋势分析。
结语
该系统是通过信息化技术和智能化设备结合,将产品的关键特性参数预置到系统中,实现制造过程中对生产过程监控、识别、转化、传递及防错管理。系统具有工艺参数预置,新产品工艺参数更新,工艺数据维护,制造过程数据采集,防错拧紧,防错加注,设备Cmk计算,过程Cpk计算,工艺分析,数据查询并输出表单,异常情况提示推送等功能,在制造业领域有很广阔的推进价值。
猜你喜欢
一重技术(2021年5期)2022-01-18
昆钢科技(2021年1期)2021-04-13
收藏界(2019年2期)2019-10-12
汽车实用技术(2018年22期)2018-12-08
好孩子画报(2017年4期)2017-04-13
山东青年(2016年12期)2017-03-02
山东工业技术(2016年15期)2016-12-01
大江南北(2016年8期)2016-02-27
专用汽车(2015年1期)2015-03-01