公司首台ASME 规则设计压力容器产品设计制造研究及中外压容技术标准对比
2022-10-27 02:23张程季丹
东方汽轮机 2022年3期
张程,季丹
(东方电气集团东方汽轮机有限公司,四川 德阳,618000)
0 前言
越南沿海2 期项目低压加热器为公司首台按ASME Ⅷ-1 卷进行规则设计、制造并打ASME U钢印的出口压力容器产品。本产品在设计要求、焊接工艺评定、焊工资格、无损探伤方面都与国标常规压力容器制造有很大不同,本文通过对项目全过程进行技术跟踪与问题处理并对相关设计制造技术全面总结,为后续类似机组的设计制造做好技术储备。
1 容器冲击的确定
韧性表征材料抵抗冲击载荷的能力,常温及高温条件下其韧性特性变化不明显,但随着温度降低,在一定应力条件下,塑性金属通常以脆性方式破坏,泰坦尼克号就是因为船体材料低温脆断造成的灾难。因此对于低温环境下容器的使用须着重对待,尤其设备安装地温度较低,又要长期露天存放时,冲击的评判就非常重要。容器受压元件的冲击判定主要依据容器最低设计金属温度(后简称MDMT,一般按用户技术条件或容器使用地月平均最低气温值确定)。对于容器低温工况的设计,各主流设计标准均有一套评估体系。我国GB 标准对于低温的评估只考虑材料公称厚度及最低使用温度,即只要最低温度到某特定值(如0 ℃),则无关设备设计参数影响,该材料均须做冲击试验。如国标20 mm 厚Q345R 钢板,允许使用温度下限为-20 ℃,MDMT 为-20 ℃时,材料作0 ℃冲击。材料不允许使用到更低温度环境,如需在-20 ℃下应使用低温专用钢板。而ASME规范对于容器在低温下是否发生脆断有一套完整的评估方式并建立了冲击豁免曲线,任一材料标准未直接限定其使用温度下限,其评判依据包括材料的供货状态,焊接热处理的影响,特别考虑了设计厚度超过元件计算厚度时对豁免温度的降低情况。若容器冲击不能豁免,则要求焊评必须进行冲击试验,容器制造必须带产品焊接试板。因此,容器在设计时就需要对容器的冲击豁免进行充分判定,这也直接影响后续焊接工艺的制定。下面以低压加热器管板为例,对国标及ASME 冲击豁免的判定过程进行简述。
国标GB 体系:常用管板材质20MnMo Ⅲ,MDMT 为0 ℃,GB/T 150.2 要求该材料在使用温度下限0 ℃时必须作0 ℃冲击。
ASME 体系:沿海项目某台低加的管板设计选材为SA-266M Gr.4,MDMT 为0 ℃,设计有效厚度222 mm。根据ASME Ⅷ-1 卷中UCS-66 条款进行冲击豁免的判定(后续的数值基于UCS 篇对碳钢和低合金钢制容器的要求)。
根据ASME II-D,SA-266M Gr.4 属于P-No1,Group-2 材料,基于该前提:
第1 步:豁免温度曲线选择。根据材质及供货状态选择冲击豁免曲线B(见图1)进行评判;
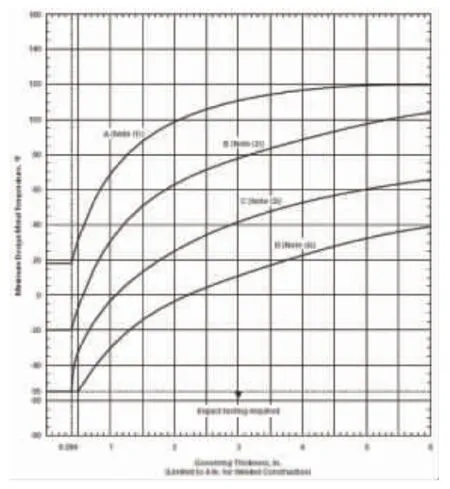
图1 材料豁免曲线
第2 步:管板控制厚度为55.5 mm。按UCS-66(a),对应曲线豁免温度为18 ℃,超过容器的MDMT 温度,不能豁免,需要进一步评判;
第3 步:按UCS-66(b)计算豁免降低温度,通过公式tr·E*/(tn-C)求解元件计算厚度相对实际厚度的比值。式中tr为计算厚度,E*为焊接接头系数,tn为元件公称厚度,C 为厚度附加量。该比值恒小于等于1,比值越小,表征厚度余量越大,元件承受的设计应力越低,材料缺口低温抗冲击安全性越高。计算比值后,可通过图表曲线直接查阅豁免降低温度,以计算是否可以免除冲击(见图2)。比值小于0.35 时,在MDMT≥-105 ℃时直接免除冲击试验。
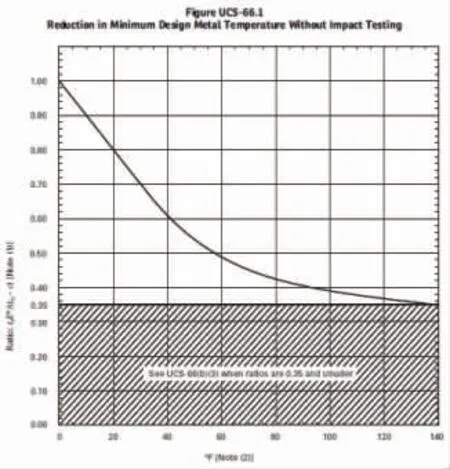
图2 豁免降低温度曲线
总结起来,ASME 对应元件是否做冲击,主要涉及到材料类别、热处理状态以及元件、焊接接头结构形式等多方面要素。通常设计者在遇到冲击无法豁免时可以大致考虑如下方式处理:(1)当按规范设计,采用P-No1 材料制造的设备,按规范不强制进行焊后热处理时,可另行增加热处理要求,此时冲击豁免温度可降低17 ℃。(2)增加材料供货热处理要求,例如对于20 mm 厚度的SA516 Gr70 板材,正火态相对热轧态可降低豁免温度近30 ℃;(3)增加材料控制厚度,也可一定程度降低豁免温度。在考虑豁免冲击时应综合考虑设备总体性价比及结构合理性,不可盲目提升设计要求。
经计算,该管板若要在0 ℃冲击豁免,材料厚度需增加70 mm,增厚幅度超过30%,浪费严重。综合评估后设计要求管板须作0 ℃冲击。那么,根据ASME 规范要求,与管板焊接相关的焊评必须进行MDMT 温度下的冲击试验以确保接头在低温下韧性满足要求。另外,由于公司设计的容器为管壳式换热器,管板为固定管板,其与壳体的焊接接头形式属于C 类接头。虽然冲击不能豁免,但可不带产品焊接试板。
在我国压力容器设计制造标准GB/T 150 《压力容器》 中,评判是否做冲击主要基于低温容器的概念。标准将设计温度低于-20 ℃的碳素钢、低合金钢、双相不锈钢和铁素体不锈钢制容器以及设计温度低于-196 ℃的奥氏体不锈钢制容器界定为低温容器,低温容器用材料必须进行夏比冲击试验。冲击试验唯一豁免条件为容器处于 “低温低应力工况”。而在进行焊接工艺评定时,容器制造单位均根据材料标准给定的温度参考执行对应的冲击试验。至于焊接试板,国标则是依据容器选材、介质危险程度、用户或设计要求等来执行的,相对规定更细致。
结合ASME 规范及国标压容技术标准来看,ASME 规范关注容器的低温失效风险,对于容器是否会在低温发生脆断有一套详细且合理的判定方法。而国标技术标准则对容器焊接试板规定更为详细,对制造过程的焊接工艺质量更加关注。两者的关注点不同,也反映出技术标准的地域适应性。
2 管板接头的设计与焊接保证
低压加热器属于典型的管壳式换热器。对于双联合体低加,采用法兰连接形式完成最后的套装,而对于全焊接形式连接的低加产品,其管板与壳侧筒体间最后一道套装闭合焊缝,结构就较为特殊。
ASME 规范中容器焊接接头的分类仅根据接头的位置确定,而国标则综合考虑接头位置及接头具体形式。如管板与筒体的接头,在ASME Ⅷ-1 卷中规定为C 类,而在GB/T 150 中,管板与圆筒采用对接接头形式规定为B 类,采用非对接接头形式则规定为C 类。
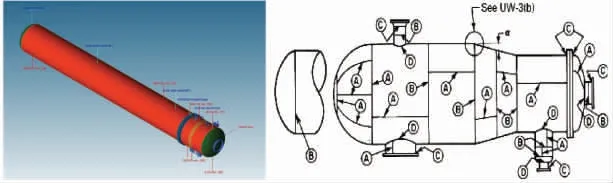
图3 ASME 容器接头分类示意
根据ASME Ⅷ-1 卷UW-12 最大许用接头系数进行选取,本项目低加管板接头只能参照形式(7),而此形式对应的焊接接头无强制性无损检测要求,见表1。

表1 管板焊接接头系数
考虑到管板与筒体环缝承载纵向应力,接头一旦发生泄漏将直接影响容器换热效率及运行安全。同时由于客观条件限制,直接采用对接接头形式后焊缝背面无法清根。因此接头的设计参考GB/T 150.1,同时结合ASME Ⅷ-1 卷UW-13.2 关于平板与筒体连接的焊接接头形式规定,最终管板接头采用焊缝底部加金属垫板的单面对接焊形式,结构示意如图4 所示。
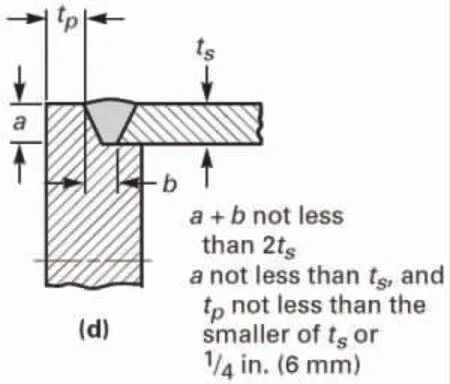
图4 管板与壳体连接示意图
针对该接头形式,焊接工艺制定为氩弧焊打底,焊条电弧焊盖面。且由于管板冲击没有豁免,焊评时接头必须进行冲击试验。为确保接头冲击韧性,工艺限定了焊接电流并明确焊接速度以控制焊接线能量。最终选取的焊接参数见表2。

表2 管板接头焊接参数
因管板接头在ASME 中定义为C 类接头,对于C 类接头的检验,规范中无明确的执行要求。因此该接头的检验也同样参考国标执行。为保证管板接头的焊接质量,结合常规压力容器设计经验确定管板与壳体接头的打底层100%MT,最终焊缝100% UT 的方式进行无损检测,判定依据参考NB/T 47013《承压设备无损检测》对应部分的I级合格标准执行。
3 母材热处理试样的确定
在国标压力容器规范GB/T 150 中明确了需要制备母材热处理试样的3 个条件:
(a)当要求材料的使用热处理状态与供货热处理状态一致时,在制造过程中若改变了供货的热处理状态,需要重新进行热处理的。
(b)在制造过程中,需要采用热处理改善材料力学性能的。
另外,GB/T 150 对母材热处理试件检验要求为:试样拉伸、冷弯和冲击试验分别按GB/T 228、GB/T 232 和GB/T 229 的规定执行并按GB 150.2和设计文件要求评定。当试样评定结果不能满足要求时允许重新取样进行复验,如复验结果仍达不到要求,则该试件所代表的母材应判为不合格。
从规定可以看出国标对母材热处理试样制备的依据主要是制造过程中的热过程是否对母材性能产生影响,而对试样的检验则统一规定拉伸、弯曲和冲击要求。对于特殊的母材试样检验则交由设计部门确定。相比于国标规范,ASME 规范对母材热处理试件的制备条件规定更加细致、清晰,试件检验的评判依据与材料标准结合得更加紧密。
根据ASME Ⅷ-1 卷中UCS-85 规定,除非有单独的豁免条件进行免除,那么在制造过程中只要母材加热到480 ℃以上都需要带母材热处理试件。在本项目低加壳体上选用了SA-335M P11 接管材料。该接管在与壳体焊后需去应力热处理,参照规范条款UCS-56 制定热处理参数,见表3。

表3 P11 接管焊后热处理参数
根据接管P.No 及热处理工艺参数确定在制造过程中需制备母材热处理试件。另按照UCS-85(c)条款规定,热处理试件的检验项目和要求应按照对应的材料标准执行。参考ASME Ⅱ卷中SA-335M 材料规定确定试样件需进行拉伸试验。特制定SA-335M P11 试样管工艺如下:
(a)SA-335M P11 接管下料时一并在同复验号原材料上下试样管,试样管长度350 mm;
(b)试样管按照P11 接管与壳体焊后相同的热处理参数进行热处理;
(c)热处理完成后试样管进行拉伸试验,按照ASME Ⅱ卷对应章节进行验收。
177 3D 打印辅助微创接骨板内固定术(MIPO)改善胫骨旋转不良的前瞻性随机对照研究 张 磊,房 雷,陈 晓,史 萌,周 琳,徐盛明,苏佳灿
在实际生产过程中需要注意的是,只要实际使用的接管其产品炉号和批号是相同的,则试样件只需取一件即可,避免重复制样造成浪费。
4 境外材料使用
我国根据压力容器用材料的类型和要求制定了较为系统的材料技术标准体系,根据设计条件查阅相关标准进行材料选用。而ASME 规范虽然第Ⅱ卷对压力容器材料使用进行规定,但协会本身并不制定材料标准,这和国标压容材料体系有很大不同。ASME 规范中主要纳入的材料体系为ASTM 材料体系,经ASME 协会认定后转化为ASME 材料并纳入ASME Ⅱ卷。ASME 在材料的纳入过程中十分慎重,需要经过技术评审以及丰富的工程证明材料的可用性和安全性后才会将其纳入。因此,即使是ASTM 材料,ASME 规范使用的也不一定是该材料的最新版。
对于境外材料的使用ASME 同样遵循这一原则,虽然在ASME 规范中陆续纳入了EN、JIS、GB 等境外牌号的材料,但对于这些材料的使用除满足本身的材料标准外还必须遵守ASME 规范卷的相关要求,而不是按照境外材料标准直接引用。
以国内压力容器设计最常用的Q345R 材料举例,虽然该材料对应的GB713 标准在国内已经升版为2014 版,但在最新的2019 版ASME 规范中该材料认可的Q345R 材料标准仍然为2008 版。另外,引用该材料后,其材料牌号变更为SA/GB713 Q345R,不再与国标Q345R 等同。在使用Q345R 材料时不仅需满足2008 版GB713 的相关规定,还必须符合ASME 规范对该材料的其他要求,如化学成分、热处理、残余元素的控制、标记、证书等要求。
与ASME 对等的,GB/T 150 在1 号材料修改单中也正式纳入了3 个ASME 牌号材料(注:分别为GB/SA516 Gr70、GB/SA537 Cl 1 和GB/SA387 Gr12 Cl 2)。同样地,根据国内容器技术标准、制造和使用国情不同,我国在纳入ASME 牌号材料后同样对其在国内容器上的应用提出了附加要求。从上述技术标准的变更看出我国也在积极的纳入境外成熟的容器材料,提升技术标准的互融性。
5 水压试验温度确定
耐压试验是容器完工后最重要的检验工序,是对容器各部件设计强度的直接校核。耐压试验具有一定的危险性,各国技术规范对耐压试验的执行程序都有明确的安全性要求。如对耐压试验类型、耐压试验紧固件、临时性附件的连接、耐压试验场地等都需要从设计制造层面考虑适宜性与安全性。沿海某项目低压加热器按图纸规定完工后应进行30 min 水压试验,其水压试验温度的确定也与国标要求有很大不同。
在GB/T 150 中,对水压试验温度规定为:Q345R、Q370R、07MnMoVR 制容器进行液压试验时,液体温度不得低于5 ℃,其他碳钢和低合金钢制容器进行液压试验时,液体温度不得低于15℃。低温容器液压试验的液体温度应不低于壳体材料和焊接接头的冲击试验温度(取其高者)加20℃。如果由于板厚等因素造成材料无塑性转变温度升高,则需相应提高试验温度。当有试验数据支持时,可使用较低温度液体试验,但试验时应保证试验温度比容器器壁金属无塑性转变温度至少高30 ℃。而在ASME Ⅷ-1 卷UG-99(h)条款中规定,水压试验期间金属壁温应高于最低设计金属温度17 ℃,但无需超过48 ℃。
控制水压试验时的最低温度主要是防止容器在低温时发生塑性转变,进而诱发脆断。前面分析过,材料发生脆断的风险直接与材料状态、使用温度及受压元件控制厚度和所受应力水平相关。从GB/T 150 可以看出国标对容器所用材料进行了粗略分类并给出了水压试验的推荐温度,但所含材料并不全面,数据并未系统化。当低温容器或使用其他材料进行容器制造时,需通过NDTT(无塑性转变温度)试验确定最低水平试验温度。
在ASME 规范中水压试验的温度直接与MDMT 相关,而在容器设计时,需结合MDMT 并依据UG-20、UCS-66、UCS-66.1 等条款对容器进行冲击的豁免判定。当用户技术条件未对MDMT有强制性要求时,还会根据冲击豁免的情况对MDMT 进一步修正以保证容器安全运行的情况下,确定容器的制造中是否包含焊评的冲击、产品焊接试板的制定及水压试验温度。如前所述,ASME在判断容器是否豁免冲击时对各个受压部件分别进行豁免计算,以此确定的MDMT 温度直接与容器各受压部件的安全运行直接相关。在此背景下,容器确定的水压试验温度科学性更强,也有明确的数据支撑确保水压试验时容器的安全。
6 容器监督检验
国内压力容器的制造检验由制造厂负责,制造厂所在管辖地的特检所对容器进行监督检验。根据TSG21 《固定式压力容器安全技术监察规程》,监督检验机构根据容器类型和制造厂提供的容器制造计划设定监检项目,监检项目根据重要性依次分为A、B、C 三类,其中A 类项目为对容器有重大影响的关键项目,类似停止点,监检机构必须现场确认合格后方可执行后工序。B 类项目为对容器有较大影响的重点项目,类似普通见证点,监督检验机构视情况决定是否到现场进行监检。C 类项目为对容器性能有影响的检验项目,类似文件见证点。监检机构自行选择时间对容器制造单位的相关自检记录和报告进行审核。特检所在完成容器的制造监督检验后对合格容器出具监检报告并打TS 钢印。
ASME 容器制造前,制造厂首先需和ASME认可的AIA(授权检验机构)签订技术服务合同,由AIA 指派AI(授权检验师)对制造厂容器制造过程进行监督检验,而在ASME Ⅷ-1 卷UG-91、UG-92 中则规定了AI 的权利。监检合格后AI 授权制造厂打ASME 钢印并签署容器数据报告。整个过程中需要AI 审核并签字认可的要素非常多,包括制造厂的设计图纸、焊评、焊工资格、材料质证书、NCR 的处理及制造过程中关键点的现场见证等。
从上述可以看出,ASME 容器制造过程中AI扮演了十分重要的监督检验角色,制造厂需要和AI 紧密配合方可顺利完成容器制造。不过,在国标和ASME 规范中均有明确规定,容器的质量和安全主体责任在制造厂,监督检验机构的工作并不能代替制造厂的检验工作。因此容器制造单位的各线条责任工程师应全面熟悉相关技术标准,做好容器的过程质量管控工作。
7 结束语
作为公司首台按ASME 规范设计制造的压力容器,设计、制造与检验部门必须充分理解ASME 规范的相关要求并密切配合好AI 的监督检验工作。另外,从本次容器制造过程中也总结出如下几点:
(1)ASME 容器的设计制造与国标容器有很大不同,直接体现在图纸设计、焊评、过程制造检验上,各责任工程师需要熟悉ASME 规范以确保容器的规范建造;
(2)我国容器标准在参阅和借鉴ASME 规范的同时,依据国情和国内制造水平特点有不同程度的修订和变化,符合国内容器制造实际情况;
(3)ASME 与国标容器标准对各自材料的互认也可以看出国内外容器技术规范在发展的同时也在逐步互融,这也是容器技术规范发展的趋势;
(4)我国容器技术标准主要参考的规范就是ASME 规范,学习国外先进的容器技术规范并进行比较也有助于理解我国容器技术标准的演变。
猜你喜欢
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
军民两用技术与产品(2021年8期)2021-11-24
模具制造(2019年10期)2020-01-06
读者·校园版(2019年24期)2019-12-10
制造技术与机床(2018年8期)2018-10-09
焊接(2016年6期)2016-02-27
焊接(2016年2期)2016-02-27
山东冶金(2015年5期)2015-12-10
小朋友·聪明学堂(2015年8期)2015-11-30
中国氯碱(2014年11期)2014-02-28