基于SLP和SHA的船舶建造阀件仓库布置优化
2022-10-28 07:49王平,兰昊
物流技术 2022年9期
王 平,兰 昊
(江苏科技大学 经济管理学院,江苏 镇江 212100)
0 引言
仓库的布置直接影响着仓库的利用效率、收发货作业效率等方面,已经成为企业物流优化的重要因素。合理的仓库布置可以降低企业的物流成本,有助于企业采用先进的管理方法和物流技术、整合内部资源、提高效益、降低成本、提高竞争力。W造船厂承接我国第一艘大型邮轮的建造,邮轮建造所需阀件的种类和数量几乎是普通船舶的数倍,具有仓储数量大、需求量大、物资分类复杂、拣选费工费时等特点,对仓储利用能力提出了更高的要求。随着邮轮建造的进行,W造船厂阀件仓库面临巨大的压力,原有的仓储布置难以满足邮轮建造的需求,亟需对其进行优化调整。
系统布置设计(Systematic Layout Planning,SLP)是美国学者理查德·廖瑟(Richerd Muther)根据系统工程的理念提出来的系统布置设计理论。赵敬源,等针对现有物流园布置方法不成熟、布局模式单一等问题,引入马尔科夫链改进传统系统布局设计的方法,对原规划方案进行了优化。于俊甫,等运用遗传算法分别结合多行布置模型和一对一布置模型,从物流强度的角度对G企业装配车间的设施布置进行优化设计,得出多行布置模型的优化效果更好。张慧,等采用SLP与Flexsim仿真软件相结合的方法,对企业车间的设施进行优化,缩短了物料的搬运距离,提高了设备利用率及生产效率。林清恋,等运用SLP方法,分别对公司布置和医院手术室的设施进行优化,应用相互关系图进行计算,得到优化后的备选方案,并对多个方案进行评价,选出最优方案。侯智,等采用SLP和遗传算法相结合的方式,分别对变速器厂仓储和工厂布置进行优化,弥补了传统SLP的繁琐、主观性强、结果不稳定等缺点,有效提高了仓储布置的效率和效益。Calzavara,等从经济成本和人体工学的角度对仓储进行研究,构建数学模型并提出构建仓储布局的方法。
物料搬运系统分析(System Handling Analysis,SHA)可用于全部物料搬运活动,是一种条理清晰的物流分析方法,可实现仓库内物料搬运方法和方式的合理化。张永强,等采用SLP与SHA相结合的方法,对林产品仓储布局进行优化,设计出新的林产品仓储布局方案。冯定忠,等将系统布置优化和搬运系统分析相结合,对生产车间进行了规划,并运用仿真软件对车间生产运作进行模拟,得到车间优化后的布置方案和设备配置方案。李冰通过SLP与SHA相结合的方法,在分析工程机械厂基本元素后,通过绘制物流图和物流-距离图,对现有布置进行分析评价,最后对工程机械厂布置进行优化调整。
本文以W造船厂阀件仓库为研究对象,针对阀件仓库物流量大、物流搬运频繁等特点,采用SLP和SHA相结合的方法,弥补了传统SLP方法缺少物料分析、动态分析等缺点,对阀件仓库布置进行优化调整。
1 W造船厂阀件仓库的布置现状分析
1.1 W造船厂阀件仓库的布置现状
W造船厂是国内领先的造船企业,年均生产量约为民船12艘、海工船2艘。由于W造船厂现承接大型邮轮的建造,大量增加的邮轮阀件对原有阀件仓库造成了巨大压力。W造船厂阀件仓库面积约为10 000㎡,日常存储阀件约为36 000个。按照仓库内部各作业单位的性质,可将其划分为11个区域,分别为收货区,理货区,民、海阀件货架区,海工阀件地堆区,民船阀件地堆区,邮轮阀件存储区,退货区,集配区,出货区,设备区和办公服务区,如图1所示。邮轮建造阀件由于其特殊性设置专有存储区,地堆区阀件存放形式为托盘或木箱,货架存放阀件以保管员经验决定,各作业单位的面积及作用见表1。

表1 阀件仓库各作业单位划分

图1 W造船厂阀件仓库布置图
1.2 阀件仓库总物流图绘制
阀件仓库作业流程如图2所示,具体包括:
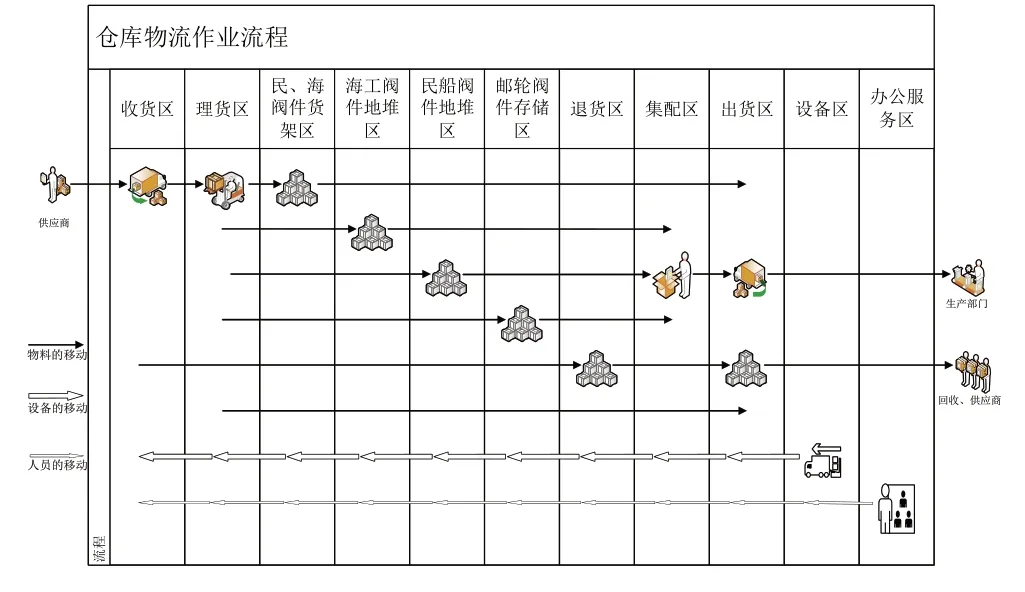
图2 阀件仓库总流程图
(1)入库流程。供应商将阀件送至仓库收货区,工作人员将阀件卸货、清点、交接完成后,在理货区对收到的阀件进行分类及外观检验,将合格品依据存储要求的不同进行分类,存入指定区域。急需的阀件在集配区交接完成后直接送至出货区出库。
(2)出库流程。生产部门提前一天向仓库下订单,工作人员按订单到各存储区拣货,运至集配区配托盘,将配好的托盘运至出货区暂存,待次日配送人员装车出库,送至生产线边。
(3)退货流程。仓库管理员在收货区卸货、清点及理货区分类、检验时发现不合格品,将不合格阀件拍照后运至退货区,待评估后决定回收或退回供应商。
2 基于SHA的仓库总体布置分析与评价
2.1 阀件仓库搬运路线分析
由图2可知,产生阀件搬运物流量的作业单位对为14对,本文分析搬运路线时仅考虑产生物流量的14对作业单位区域。因船舶制造周期长、物资使用量波动大,故选取各作业单位间每月的阀件物流量进行分析。同时使用曼哈顿距离法计算出各搬运路线的实际搬运距离,得到W造船厂阀件仓库搬运路线汇总表,见表2。

表2 阀件仓库搬运路线汇总表
2.2 基于物流-距离图的阀件仓库总体布置分析
按照物料搬运的原则,物料搬运以各条路线上总的搬运量最小为目标,即物流量f与搬运距离d总体上应呈反比关系,根据已有文献[12]可得到物流量与搬运距离之间的关系为:

式(1)中:M,N均为常数。
由于仓库实际产生物流的作业单位对有14对,则计算可得物流量f与搬运距离d之间的函数关系式为:

按照表2,绘制出物流量-搬运距离图,按照式(2),绘制出阀件仓库物流-距离基准曲线,如图3所示。

图3 阀件仓库物流-搬运距离及其基准线图
2.3 总体布置评价
按照物料搬运的原则,当某个作业单位对的搬运距离较大时,物流量应相对较小,反之物流量应相对较大。通过分析图2和图3,并结合阀件仓库作业搬运路线特点,对阀件仓库作出如下评价:
(1)理货区与邮轮阀件地堆区、民船阀件地堆区与集配区、集配区与出货区之间的物流量很大,但是搬运距离却很远,造成搬运费用的增高及搬运的不便。
(2)从仓库平面布置图可以看出,靠近入口的“黄金储存区”被物流量小的办公服务区和设备区域占用,在进行收发货时,会造成物流量大的区域其搬运距离不必要的增加。
(3)设备区进出路线被民、海阀件货架区阻挡,不利于设备的进出,办公服务区远离出口,不利于监管物资出库与交接。
(4)邮轮阀件存储区横跨整个仓库,大量的邮轮阀件搬运,既不便于其他作业单位的物资进出,又极易造成交通拥堵和混乱。
3 基于SLP的W造船厂阀件仓库布置优化
3.1 物流相互关系分析
物流分析是仓库布置优化的关键,也是前提,其基本原则是使物料搬运费用最小,避免物料搬运路线的迂回和十字交叉,通常包括物料移动的顺序和移动量两个方面。常将仓库各作业单位间的物流强度划分为A、E、I、O、U五个等级对物流关系因素进行分析。A、E、I、O、U所表示的物流强度依次减小,物流强度等级划分依据见表3。
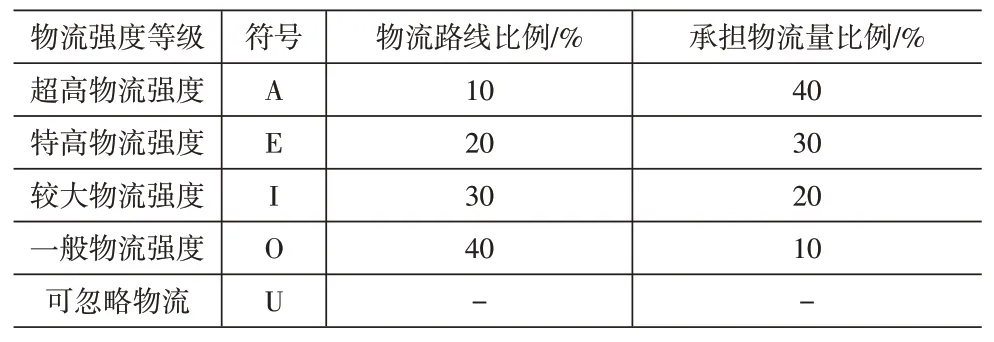
表3 物流强度等级划分表
根据表2可得该仓库作业单位物流相互关系图,可简洁的表示仓库各个作业单位之间的物流相互关系,如图4所示。

图4 作业单位物流相互关系图
3.2 非物流相互关系分析
物流分析是仓库布置的重要依据,但不是唯一依据,W造船厂阀件仓库中各作业单位之间的非物流关系具有同样重要的地位。依据R·廖瑟在系统布置设计中的建议,作业单位的重点影响因素不应超过10个。根据现场分析调研并咨询相关人员后,确定影响W造船厂阀件仓库作业单位的非物流影响因素主要有8个,见表4。
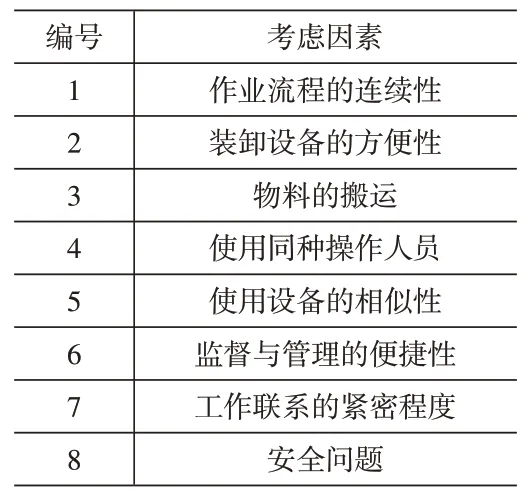
表4 非物流关系影响因素
在确定各作业单元的非物流影响因素后,按照一定的关系密切等级对非物流相互关系进行等级划分,通常划分为A、E、I、O、U五个等级,具体划分标准见表5。

表5 密切程度等级划分表
通过访问仓库现场作业人员并结合相关领导给出的建议,根据表5,可得到各作业单位间的非物流相互关系图,如图5所示。
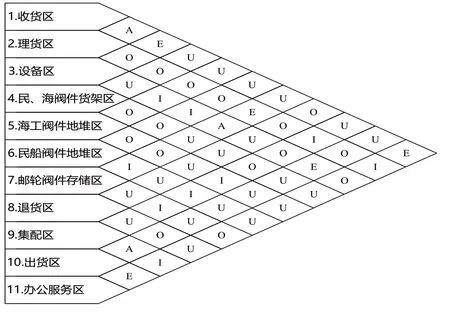
图5 作业单位非物流相互关系图
3.3 综合相互关系分析
为了确定W造船厂阀件仓库各作业单位之间的综合关系密切程度,需将各作业单位间的物流和非物流相互关系量化后相结合。首先要确定它们的相对重要性。综合上述对阀件仓库的分析,并结合现场调研分析可知,W造船厂阀件仓库的物流相互关系和非物流相互关系同样重要。因此,参考文献[15],阀件仓库各作业单位之间的综合关系计算方式为:
近年来,国内脚手架施工事故屡有发生,尤其以承重脚手架在浇筑砼和脚手架拆除时发生坍塌事故,以及搭设、拆除等作业过程中发生高处坠落事故居多。导致这些事故的原因大多为脚手架设计不合理、材质不合格、偷工减料、脚手架工不专业等。随着建筑市场的发展壮大,脚手架需求越来越多。为避免或减少脚手架施工事故发生,国内施工企业可借鉴阿美关于脚手架的一些先进做法,对脚手架工取证、脚手架方案审批、专业承包商、专人验收及检查、挂牌制度等方面进一步细化管理,逐步规范脚手架搭设、拆除等施工,全面提升脚手架施工安全管理水平。

式(3)中:TR表示作业单位对i、j之间的综合作用关系;
MR表示作业单位对i、j之间的物流关系;
NR表示作业单位对i、j之间的非物流关系;
M:n表示物流和非物流相互关系的相对重要性,本文取1:1。
综上,通过量化计算后,综合得到W造船厂阀件仓库各功能区综合密切程度相互关系图,如图6所示。

图6 作业单位综合相互关系图
3.4 W造船厂阀件仓库布置优化方案
一般平面布置的方法有线型图法、图论法、螺旋法、关系表法等。由于关系表法的逻辑性、条理性较强,相对较易得到较优的布置方案,故本文采用关系表法对W造船厂阀件仓库的各个作业单元进行初始的相对位置确定。首先根据图6绘制各个作业单元对之间的相互关系工作表,见表6。
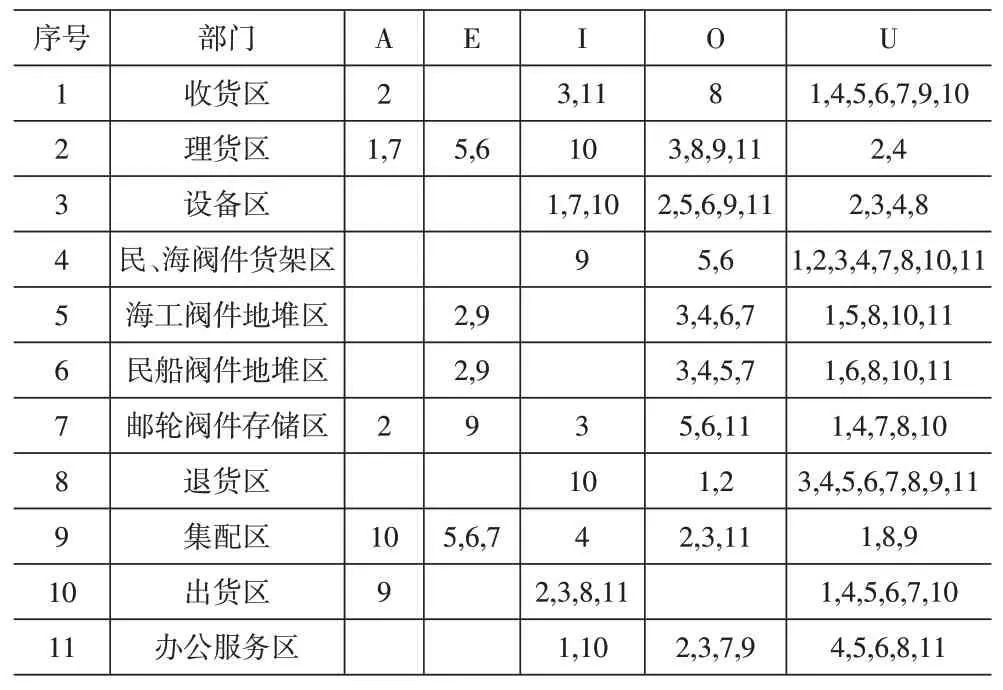
表6 各作业单位对相互关系工作表
在不考虑各功能区实际占地面积的情况下,将各作业面积看做面积相同、大小一样的正方形,在正方形中央写上作业单位的名称,四角分别标上A级、E级、I级、O级,并填上相对应的作业单位代号,U级暂不考虑,得到无面积拼块如图7所示。

图7 无面积拼块示例图
无面积拼块摆放原则为:首先考虑A级,再依次考虑E级、I级、O级。拥有A级相互关系的作业单位对要边靠边布置,拥有E级相互关系的作业单位对至少要角对角布置。最后得到几个不同的相对位置方案。
方案得分计算方法:如果A级作业单位对没有靠边,则罚2分;若A级作业单位对只靠角,则罚1分;若E级的作业单位对没有靠角也罚1分;若I级的作业单位对靠边则加2分,靠角加1分。对得到的方案进行评价、筛选,选出较优的布置方案,如图8所示。

图8 无面积拼接初始布置方案
基于上文中对W造船厂仓库内物流作业图、物流-距离图及其基准线图和总体布置评价、综合关系图等的分析,再根据无面积拼接初始布置方案中各作业单位的相对位置,并结合各类型阀件的存储量和存储面积需求,绘制出初步阀件仓库优化布置方案,最后对初步优化布置方案进行优化调整,得到最终优化布置方案,如图9所示。

图9 最终优化布置方案
4 布置优化结果的评价与分析
对比仓库原布置方案,优化后的布置方案具有如下优点:
(1)最终优化布置方案很大程度上缩短了作业单位间的搬运距离,其中理货区和邮轮阀件存储区的搬运距离缩短至39m,民船阀件地堆区和集配区的搬运距离缩短至39.8m,集配区和出货区的搬运距离缩短至18.9m。根据最终优化布置方案,计算出优化后各搬运路线的实际物流距离,绘制出物流-距离及基准线图,如图10所示。

图10 优化后阀件仓库物流-距离及基准线图
(2)通过计算阀件仓库优化前后系统搬运工作量可得,优化前的月系统搬运工作量为18 815.3,优化后的月系统搬运工作量为15 954.6,优化后的搬运工作量比优化前减少了15.2%。
(3)将物流量小的退货区与设备区布置于远离出入口的位置,仓库出入口附近的“黄金区域”布置物流量较大的阀件存储区,缩短了搬运距离,节约了搬运费用,降低了存储成本。
(4)将设备区布置在仓库上部中间位置,便于设备的进出与物资装卸。办公区布置于靠近集配区与出库区位置,便于管控物资出库与交接,提高了管理的方便性与管理效率。
(5)将物流量最大的邮轮阀件存储区布置于阀件仓库下侧,靠近理货区与集配区,既方便阀件出入库,又不会因为频繁的搬运造成拥堵与混乱。
5 结语
针对W造船厂阀件仓库存储压力大、布置不合理等问题,基于SLP和SHA相结合的方法,设计了阀件仓库布置优化方案,有效缩短了阀件的搬运距离,减少了系统搬运工作量,在搬运效率、仓储空间利用等方面有了明显改善。本文所使用的方法、思路也可为企业的新建、改建、重组工程提供参考。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
小天使·一年级语数英综合(2020年11期)2020-12-16
扬子江(2019年3期)2019-05-24
小雪花·初中高分作文(2018年4期)2018-12-12
小学阅读指南·低年级版(2017年4期)2017-04-24
现代兵器(2016年6期)2016-06-25
小天使·四年级语数英综合(2015年3期)2015-04-20
坦克装甲车辆(2000年12期)2000-06-13