常温挤出糖霜3D打印机设计
2022-11-02 01:08王巧兰尤晓萍
食品与机械 2022年10期
王巧兰 尤晓萍
近年来,有关3D食品打印的研究较多,如基于熔融沉积技术(FDM)的奶酪[1-2]、巧克力[3]、谷物类零食[4]、饼干面团和碎肉[5]等食品打印。也有关于食品的成分、打印特性等方面的研究,如打印材料能够支撑自身重量的尺寸稳定性[6],打印材料内的胶体研究[7],打印参数对成品的影响等。由于打印物料的特殊性,对其安全性和卫生都要有严格的要求。根据3D打印原理,适合于食品造型设计和材料加工需求的3D打印技术见表1[8-11]。
糖艺是指将糖、水等原料按照一定比例调和后制作的具有食用性和观赏性的独立食品或装饰品,其制品形式多样、色彩丰富、质感剔透,具有三维立体造型。传统的糖艺制品由制作者凭借经验手工制作,因此制品的样式、制作速度、成品质量等都受到了限制。将3D打印技术与糖艺结合,可以提高制作效率,改善卫生条件,能加工出复杂糖画模型以满足造型独特的个性化糖艺制品的需求[12-16]。
1 工作原理
该设计是完成糖霜制品的3D打印,其打印原料由糖粉、脱脂奶粉、水果汁等按照一定比例混合,再利用搅拌器将混合物变成适于打印喷嘴的半流体性状。因糖霜含有淀粉,该半流体混合物有一定的黏性,可以在室温下顺利挤出。打印完后可通过烘烤、油炸、蒸制等形式进行熟化。综合考虑打印机成本及性能等因素,结合表1选择常温挤出的3D打印技术。常温挤出仅取决于糖霜混合物的流变性,其工作原理示意图见图1。该挤出方法通过控制电磁阀控制流质材料的流量,非常适合于制作复杂造型、单一材料的糖制品。坐标系选用下方底板不动、上方打印喷头按预定程序实现X、Y、Z3个坐标轴运动的笛卡尔坐标。
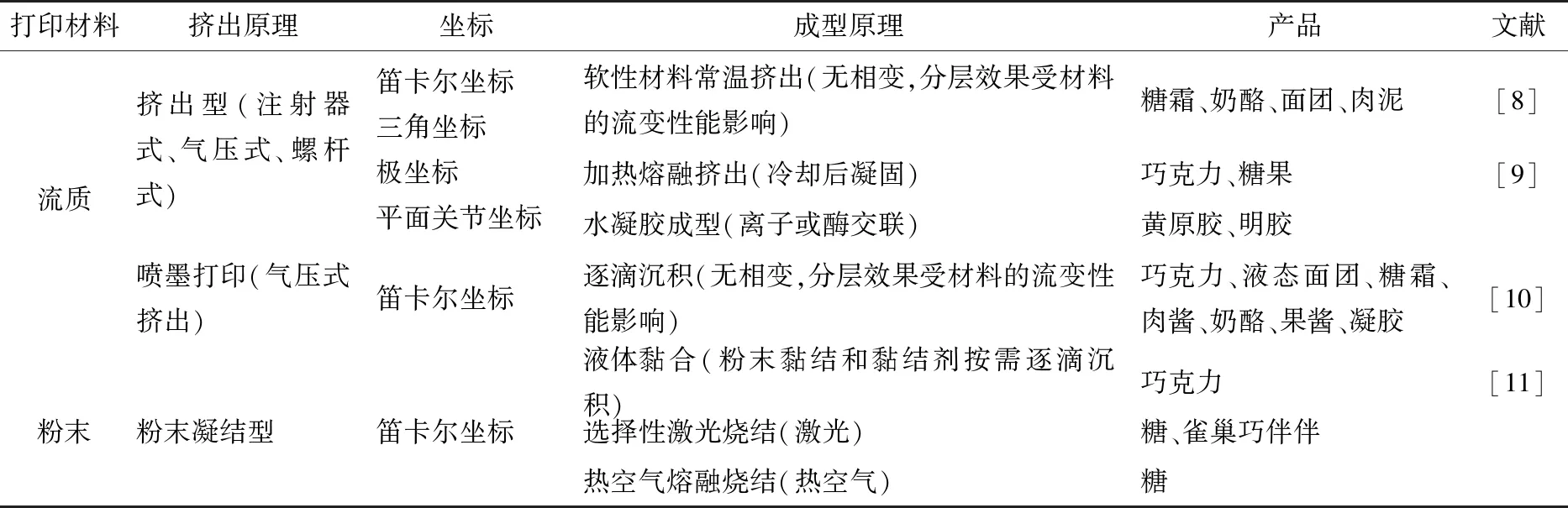
表1 3D打印技术在食品领域的应用Table 1 List of 3D printing techniques applied for food design
挤出型3D打印机的挤出方式主要有3种:注射器式挤出、气压式挤出和螺杆式挤出[12-13](图2)。其中,注射器式挤出机构由电机、注射器、柱塞和挤出喷头构成。
注射器式挤出的注射器腔用于贮存打印食料,通过编程控制步进电机使得由其带动的柱塞线性向下运动,挤出喷头均匀地挤出食料。气压式挤出机构由压缩空气的气泵、密封的物料盒和挤出喷头构成,气泵产生的压缩空气推动物料从喷头挤出。螺杆式挤出机构由电机、挤出螺杆、原料装载区、物料盒、挤出料管、挤出喷头构成,通过编程控制步进电机使得由其带动的螺杆线性向下运动。
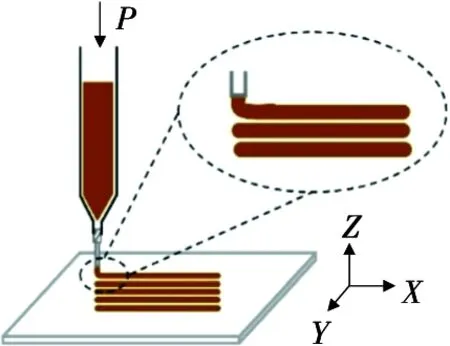
图1 常温挤出型的工作原理示意图Figure 1 Schematic diagram of room temperature extrusion processes

图2 适用于流质/半流质材料的挤出方式Figure 2 Extrusion mode for soft material
常温挤出型食品3D打印工艺流程见图3,首先根据需求完成三维建模,然后生成打印路径的G代码,将该代码加到3D打印机中进行食物打印,最后对打印成品进行后处理(烘烤、油炸等)。
2 机械结构
2.1 挤出装置设计
注射器式挤出方式适合于打印半固态或固态食料,一个电机只能驱动一个挤出喷头,改变电机速度即可快速调整挤出速度,但应避免柱塞与注射器间的摩擦。在气压式挤出方式中,气泵可用于驱动多挤出喷头,通过调节阀获得不同的挤出速率。因固体或半固体的材料容易附着在食物盒内壁上,因此气压式挤出方式适合于打印液体材料。为了避免压缩空气污染食料,需在空气入口处安装过滤系统对其消毒。螺杆式挤出受气泡干扰最小,由于螺杆、物料盒和料管均直接接触食料,因此螺杆、物料盒和料管应使用食品级不锈钢。

图3 常温挤出型食品3D打印工艺流程Figure 3 3D food printing process
试验设计选用螺杆式挤出。为了满足半流体食品打印的卫生性、生产效率,以及便于耗材的更换等要求,对传统的料罐进行改良,改良后的料罐如图4所示。将料罐与挤出装置结合成一体,同时料罐的设计为快拆结构,实现耗材的快速更换。挤出装置采用贯通丝杆电机,贯通式丝杆电机与丝杆之间的螺纹配合,橡胶内塞在贯通式丝杆电机的推动下将半流体耗材挤出。因贯通式丝杆电机之间的配合精度高,所以产品挤出及倒吸精度也高,从而提高了食品3D打印机的生产工艺精度。
打印步骤:在储料罐11中放置食品耗材,储料罐11与密封盖2贴合配合,快拆管夹10将储料罐11固定,通过丝杆法兰螺母8与丝杆7连接的橡胶推进内塞9在贯通式丝杆电机5的推动下螺旋向下将食品耗材挤出;电流检测模块检测贯通式丝杆电机5的工作电流,并发送至运算模块;运算模块用于判断贯通式丝杆电机5的工作电流是否超出所设定的电流范围,判断耗材的剩余量,若超出预设电流范围,则生成并发送警告信号。同时接收接近开关4所发送的电气信号;当挡板离接近开关的感应面一定距离时,发送电气指令至运算模块。运算模块接收该信号一定单位时间后,生成减缓至停止装载的指令并发送至贯通式丝杆步进电机5。贯通式丝杆电机5根据该指令调整脉冲频率调制贯通式丝杆电机5的转速,减速至停止转动。此时运算模块发送耗材消耗完毕的警告信号,提醒生产工人快速更换耗材后,继续重复执行上述步骤。
2.2 机械结构设计
机械结构设计图见图5,整体结构为铝型材搭建。4个同步带模组采用龙门架结构,相同面积内,采用龙门架结构可以使打印空间最大化。Y轴方向通过一个伺服电机驱动两个平行的同步带模组来进行移动;X轴则通过单个同步带模组进行移动;Z轴同理。挤出机以及储料罐固定在X轴的滑块上,挤出机采用高精度的螺杆挤出结构;储料罐与挤出机通过食用级导管连接,并通过外置气泵将耗材挤压至挤出机,挤出机根据控制模块发出的指令定量地挤出耗材;图像识别摄像头识别托盘上需打印物体的相关坐标以及轮廓等参数,并将这些信息发送至控制模块;控制模块处理这些信息后将打印参数转化成X、Y、Z轴的脉冲信号并发送至3个伺服电机从而完成打印任务。
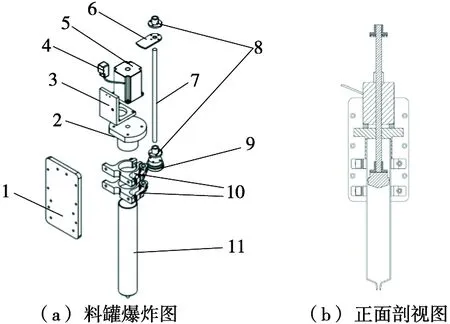
1. 挤出机连接板 2. 密封盖 3. 电机座 4. 接近开关 5. 贯通式丝杆电机 6. 挡板 7. 丝杆 8. 丝杆法兰螺母 9. 橡胶推进内塞 10. 快拆管夹 11. 储料罐图4 改良后的料罐示意图Figure 4 Schematic of an reformed tank
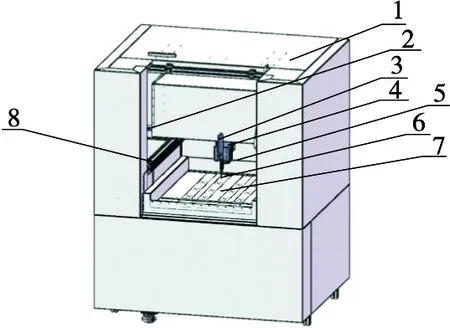
1. 框架 2. X轴 3. 料罐 4. Z轴 5. 螺杆泵 6. 喷头 7. 平台 8. Y轴图5 机械结构设计图Figure 5 Structure diagram of printing machine
3 控制系统
3.1 控制系统硬件设计
糖霜制品打印机的机构运动控制采用“工控机+运动控制卡”模式,其控制系统框图如图6所示。
利用PCIe高速串行计算机扩展总线将3D糖霜模型的G代码传递给运动控制卡,经运动控制卡将指令传送给X、Y、Z轴及挤出模块的步进电机,从而完成糖霜制品的打印过程。运动控制卡负责X、Y、Z轴的方向运动,以及挤出头的打印物料的输送。六路限位开关主要负责定位和各向位置的限定,保护打印过程的安全性与准确性。挤出模块是运动的核心点,因此在检测挤出模块中耗材余量的同时,增加自动检测堵料功能。挤出模块的检测分为电流检测模块和运算模块,电流检测模块用来检测贯通式丝杆电机的工作电流,并将工作电流数据发送至运算模块;运算模块根据电流检测模块发送的工作电流数据来判断耗材的状态,若超出预设电流范围,则生成并发送警告信号。
图像识别摄像头对准打印托盘上的打印食品,通过识别和定位得到打印食品的相对坐标和角度;经RS485串口连接设备,使用DTU透传功能,将食品打印机的信息提供给云平台;实时信息反馈模块可以将生产进度、生产成本和耗材剩余量等信息同步至服务端以及手机客户端。通过图像识别模块以及耗材检测模块能实时反馈产品的生产情况。一旦发生故障,可第一时间查找故障原因及位置。
若要实现多工位的食品生产线,通过CAN总线扩展运动控制卡即可。
3.2 主程序流程图
糖霜制品3D打印机的程序按照模块化思路设计,主要分为绘图、打印主程序和图像处理流程,具体见图7。
若在糖霜饼干上绘图,先要有样图,具体流程见图7(a)。新建图层后,导入绘制的图形,经绘图和重心标定后,即可导出XML格式的轨迹文件。
3D打印主程序中,首先导入绘制图的轨迹文件,根据需要进行标定,然后读取摄像头的图像;配置打印参数,如打印温度、打印速度等;系统调零后开始分层挤出打印绘图。在分层挤出中需要判断每个图层是否绘制完成。当全部图层均已打印完成,则打印机各轴回零并结束打印工作。
打印中需要对托盘上的饼干进行识别与定位,获得饼干的真实坐标后方能实现精准打印。该糖霜打印的图像识别是采用分水岭算法对密集摆放的饼干进行区分;提取饼干的骨架作为掩膜与原图相减,使饼干内部具有局部最小值以此来生成分水岭的谷底。距离变换即非0像素点的像素值取决于其与像素值为0的像素点之间的最小距离,因此在像素均匀分布的饼干上能提取出饼干的骨架。
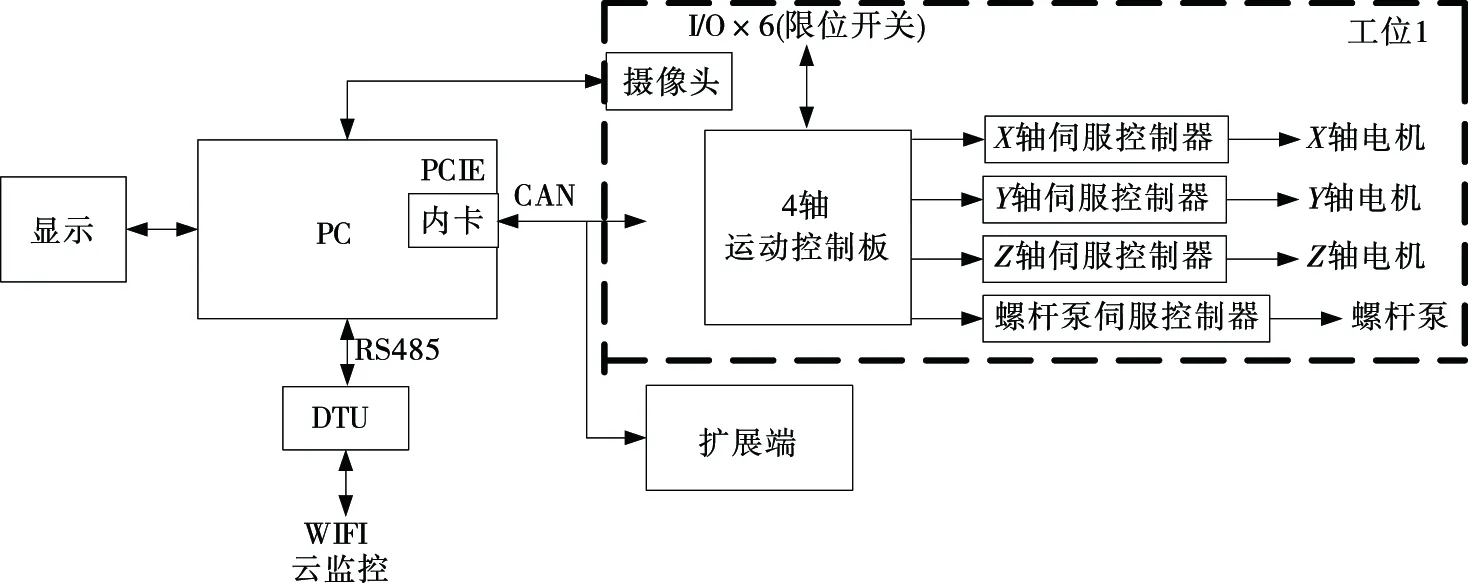
图6 控制系统框图Figure 6 Control system block diagram
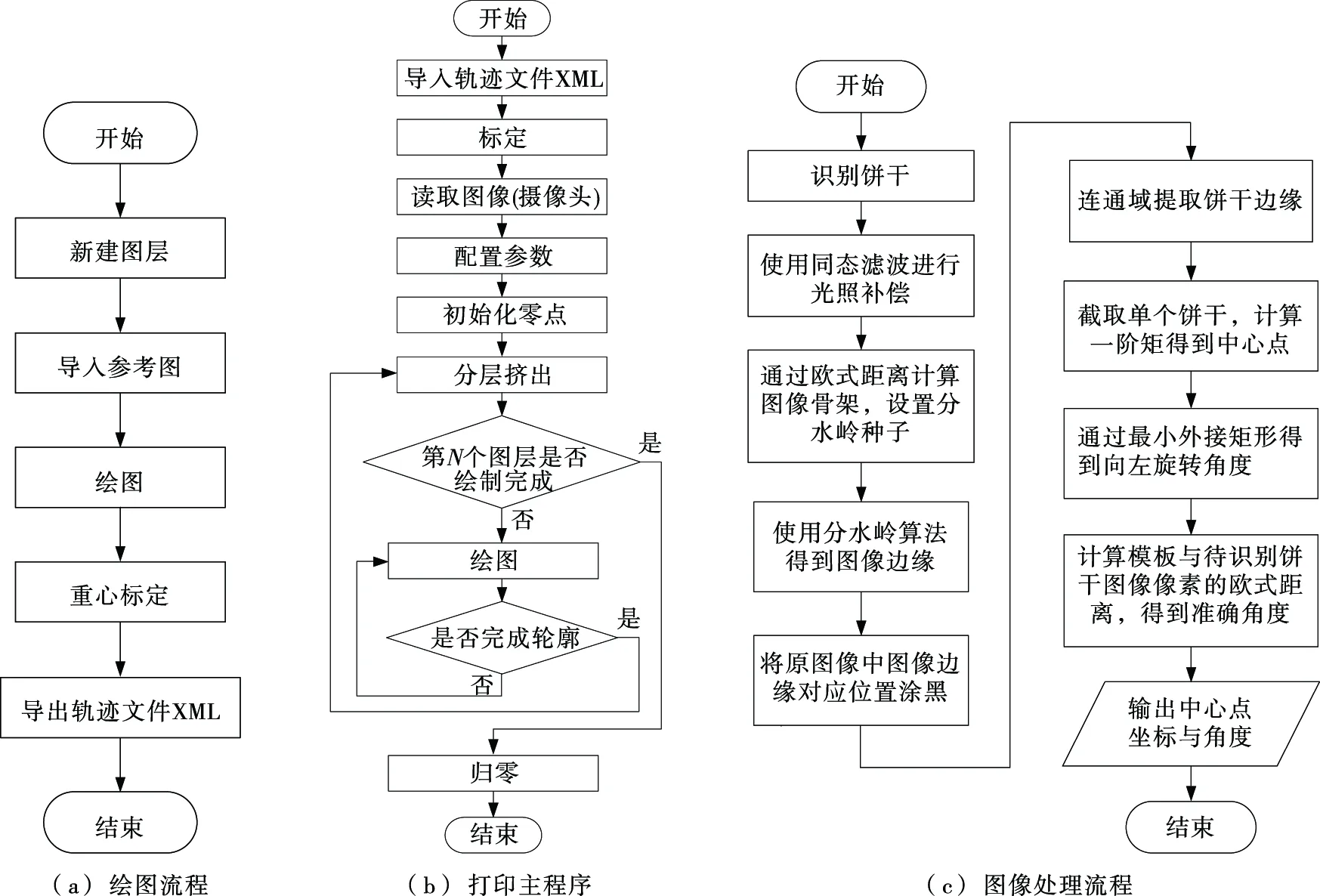
图7 糖霜制品3D打印机主要程序流程图Figure 7 Main flow chart
4 结果及分析
试验设计的糖霜打印机是常温挤出型,因此只要保持合适的环境温度和湿度(温度在18~25 ℃,湿度不高于50%)即可确保打印机正常工作。
按质量比5∶30∶3准备好凉开水、糖粉、蛋白粉。在容器中加入过筛后的蛋白粉,加水搅拌至无颗粒;将糖粉过筛加入容器中,搅拌至无颗粒光滑状态;提起刮刀观察糖霜打印物料状态(应处于流畅状态),高速打发至硬尖峰状态即可,即用刮刀提起时糖霜可以保持一定角度立住的状态;将物料加入储料罐即可开始打印。
由调试过程及打印成品(图8)可知,对于字母、数字、大线条的图形等均能够清晰打印。

图8 成品图Figure 8 Pictures of printed objects
5 结论
改良后的系统能实现快速更换料罐(30 s内);成型速度快(≥5 000 mm/min),速度可调;成型精度控制在1 mm以内,成型件的强度、膨胀率和表面粗糙度指标均较好;自带光源的图像识别及处理系统,能够识别产品形状、个数及完整性等。该糖霜制品3D打印机还可通过CAN总线实现打印工位的扩展,适用于大批量的生产。研究设计的糖霜制品3D打印机仍存在许多局限,如打印物料单一及打印线条不够精细。为了丰富和拓宽打印机的应用范围,后续研究将着眼于不同打印物料的试验和通过改良打印技术寻求打印精度和喷头堵塞的最优解。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
华人时刊(2022年7期)2022-06-05
华人时刊(2022年5期)2022-06-05
华人时刊(2022年3期)2022-04-26
华人时刊(2022年1期)2022-04-26
有色金属材料与工程(2021年4期)2021-11-27
装备维修技术(2020年4期)2020-11-23
科学与财富(2020年7期)2020-05-19
中学生百科·大语文(2020年5期)2020-01-13
阅读与作文(英语高中版)(2019年10期)2019-11-28