
新型超声波辅助煮茧系统的设计与应用
2022-11-03 11:54郑祚福蒋芳彭勇朱梦琦秦龙斌林海涛
轻纺工业与技术 2022年5期
郑祚福,蒋芳,彭勇,朱梦琦,秦龙斌,林海涛
[1.广西科技大学 生物与化学工程学院,广西 柳州 545006;2.广西科技大学 计算机科学与技术学院(软件学院),广西 柳州545006]
煮茧工艺是缫丝过程中的关键工序,对后续的缫丝及生丝的品质具有重要的影响。虽然国内外已有多种煮茧的工艺及技术,但其技术方法原理主要是利用茧层内外的温差或压差,实现水溶剂渗透或穿过茧层,从而达到渗润茧层并使丝胶层膨胀,减弱茧丝间的胶着力[1-2]。从煮茧的效果与质量看,目前的煮茧工艺及技术或时间长、或能耗高、或采用化学助剂、或茧层渗透及煮熟程度不够、或丝胶膨润不均匀、或丝胶溶失大、或缫折高,从而影响缫丝的效果及生丝质量。
因此,煮茧工艺技术改进和发展的空间较大。通过煮茧技术的创新,改善煮茧质量,提高解舒率、降低缫折以及改善生丝的品质,对蚕茧业的发展具有重要的现实意义。通过新技术新方法的应用,发展低温、低能耗、快速、高效以及绿色的煮茧新技术新工艺,是提高蚕茧业经济和社会效益所面临的共性关键技术之一。
1 煮茧工艺
1.1 设计原理
传统煮茧是利用热传导,茧层由外向内传导热。由于热传导速度慢,茧层不能同时受热,容易造成茧层煮熟情况不均匀、外层适熟内层偏生或者内层适熟外层过熟的现象,不利于蚕茧的解舒率、生丝的产量和品质提高,并且由于煮茧时间较长,体系内酸度增大会影响生丝的质量和增加内层落绪[3]。利用超声波促进丝胶溶解,膨润茧丝胶着点,减少疵点发生,可以提高生丝的洁净度,提高解舒率[4]。
1.2 工艺流程
由于传统煮茧技术在实际生产中已经运用较为成熟,工厂大幅度更改工艺,将导致较高的投资,因此本设备在原有煮茧桶的基础上通过增设部件方式达到提高煮茧效果的目的。主要的增设是独特排列的内置超声发射器、射流循环部件和多功能盖板。利用超声波辅助下的射流循环煮茧,既不影响蚕丝的机械性能,又能打开蚕茧胶着点[5]。其工艺流程如图1。

图1 工艺流程图
由图1,系统主要分为拨茧、真空渗透、沸水煮茧、调整保护和单粒缫丝五个部分。其中真空渗透部分渗透给药的工艺参数是:时间2min、温度40℃、真空度>0.092Mpa;沸水煮茧部分蒸煮吐水的工艺参数是:时间2min;调整保护部分超声处理的工艺参数是:超声功率60-150w、超声浴比1∶9-1∶36、超声时间15-180s和超声温度50-80℃。
2 系统构建
本系统主要目的是使蚕茧在低水温、低能耗的状态下达到内外茧层均匀渗透、内外茧层丝胶均匀膨润,从而克服现有技术的不足之处。使用的内置防水超声波和射流混茧结构设计能够改善煮茧质量,提高解舒率、降低缫折以及改善生丝的品质。本系统结构如图2所示。

图2 系统结构图
2.1 送茧
在剥茧后,送茧功能主要由多功能盖板完成。其由内、外两层筒盖组成(见图2)。内盖板是由两片半圆型冲孔网或者网状材料制成的;该煮茧桶内桶盖主要作用在开盖送茧的同时,能够防水和通气。此外多功能盖板的外桶盖为锅状盖板,可以沿轴转动打开,上装有压力表、测温元件。
2.2 煮茧桶
本系统煮茧桶分为内外桶,长形窄桶(见图2)。一般煮茧设备的设计口径都比较大,本系统着重提高超声波渗透效果,采用长形窄桶设计,可以进一步减少超声波发射器和蚕茧的距离。
2.3 射流
桶内上下双斜口射流对冲射流混茧:区别于其他机械(杆,片,震动,特异性内桶和翻转[6-9])作用方式,能够有效地避免茧丝勾结,增加设备的实际应用效果(见图3)。图中标示的是上、下双斜口射流对冲下蚕茧的预期运行路径。对于其他方式而言,只能单纯地让蚕茧沿着轴心转圈,并不能很好地将轴心处远离超声波发射器的蚕茧送至桶壁超声波发射器附近接受超声波空化。上、下双斜口射流对冲能够很好地解决这个问题,能够一步步地将轴心部位未良好渗透和清洁的蚕茧带向超声波发射器。

图3 射流示意图
3 超声波辅助效果
为了测试系统辅助蚕茧在低水温、低能耗状态下达到内外茧层均匀渗透、内外茧层丝胶均匀膨润的效果,系统在鹿寨县贵盛茧丝工贸有限公司进行了一系列控制变量实验,分别得出了:超声功率-解舒率/光折/千米疵点个数变化曲线;超声时间-解舒率/光折/千米疵点个数变化曲线;超声浴比-解舒率/光折/千米疵点个数曲线;超声温度-解舒率/光折/千米疵点个数变化曲线。
3.1 超声功率
图4为温度65℃,时间120s,浴比1∶36时超声功率-解舒率/光折/千米疵点个数变化曲线。
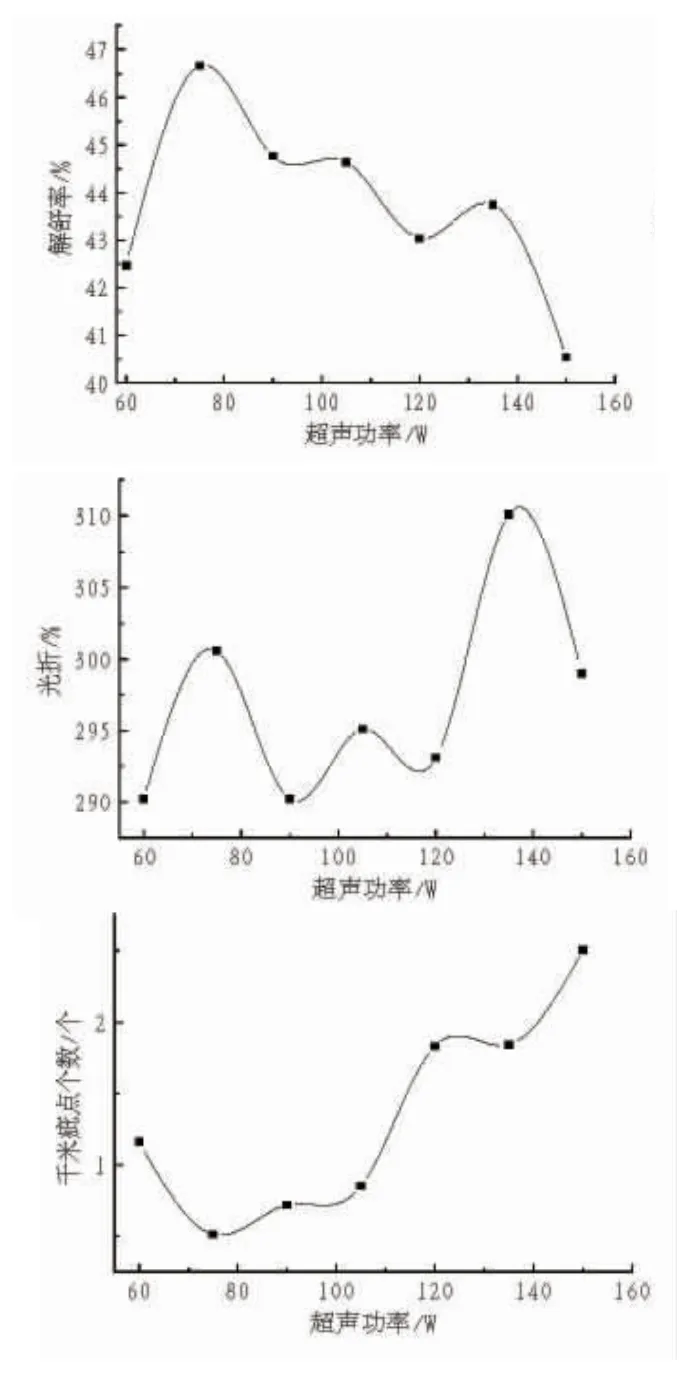
图4 超声功率-解舒率/光折/千米疵点个数曲线
通过图4“功率-解舒率曲线”可以看出,超声波辅助煮茧时解舒率的变化呈先升后降的趋势,最大解舒率在功率为75w时出现,且只有在功率为150w时,解舒率较低,其他超声功率下的解舒率相对波动不大。
通过图4“功率-光折曲线”可以看出,光折随超声功率增大,呈现先减小后增大的趋势,且光折在功率过大和过小时都减小。此时超声功率导致丝胶溶解和凝固的动态平衡会影响光折。茧解舒好时,对应落绪少,光折小。但大超声功率导致外层丝胶溶失过多,落绪增多,反而又增加光折。所以在这种动态平衡中,光折的变化曲线较为复杂。
通过图4“功率-千米疵点个数曲线”可以看出,曲线随着功率的变大,呈现先减小后上升趋势。这是由于功率小时,空化效应不足以使大部分丝胶溶解,残留较多胶着点,后续单粒缫丝疵点增多;功率过大时,丝胶大量溶失,容易产生疵点;功率为75w时,茧丝胶着点充分膨润,此时解舒率高。
3.2 超声时间
图5为温度65℃,功率75w,浴比1∶36时超声时间-解舒率/光折/千米疵点个数变化曲线。
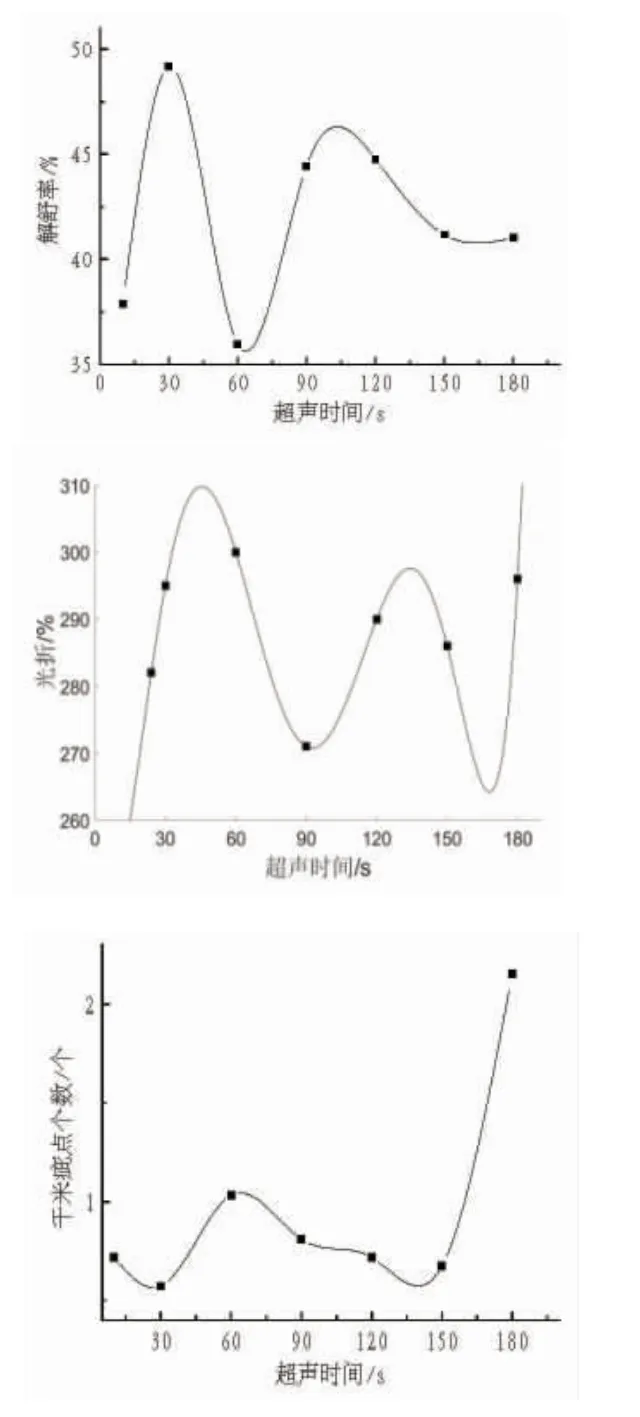
图5 超声时间-解舒率/光折/千米疵点个数曲线
通过图5“时间-解舒率曲线”可以看出,其曲线随着时间呈现先增加后减少,再增加再减少的趋势。时间为10s时,解舒率低,此时空化效应难以打断蚕丝胶着点,煮茧的热湿环境强化了丝胶结构,丝胶结构稳定则未溶失;时间为30s时,此时丝胶膨润,促进解舒;时间为60s时,由于溶解丝胶再固化,解舒率又降低;时间超过100s,再固化的丝胶第二次溶解,解舒率又开始提高。总体来说,需要选取丝胶在固化和溶解的动态平衡中恰当的超声时间,才能得到良好的解舒率。
通过图5“时间-光折曲线”可以看出,影响光折的趋势和影响解舒率的趋势相近,但影响光折的曲线尾部反弹更快。“时间-光折曲线”前期变化同“时间-解舒率曲线”相近,其随着丝胶在固化和溶解的动态平衡中呈现先增加后减少,再增加再减少的趋势。时间为10s时,煮茧热湿环境强化了丝胶结构,抑制丝胶溶解,从而增加光折;时间为30s时,此时丝胶溶解,光折变大;时间为60s时,同样因为丝胶的二次固化,光折较大;时间为90s时,二次凝固的丝胶在超声作用三次溶解,所以光折较小;时间大于90s,丝胶过量溶失,光折变大。
通过图5“时间-千米疵点个数曲线”可以看出,曲线明显分为两部分:超声时间小于150s时,千米疵点个数变化不明显,且都较少,此时超声波辅助煮茧的效果非常优异,能很好减少后续缫丝的疵点;在时间超过150s的部分,疵点大幅度增加,此时超声时间对疵点影响过于敏感,可以推断蚕茧结构明显被超声破坏,千米疵点个数上涨幅度巨大。
3.3 超声浴比
图6为温度65℃,功率75w,超声时间90s条件下,超声浴比-解舒率/光折/千米疵点个数变化曲线。此处超声浴比为:干茧重量/超声汤体积(kg/L)。
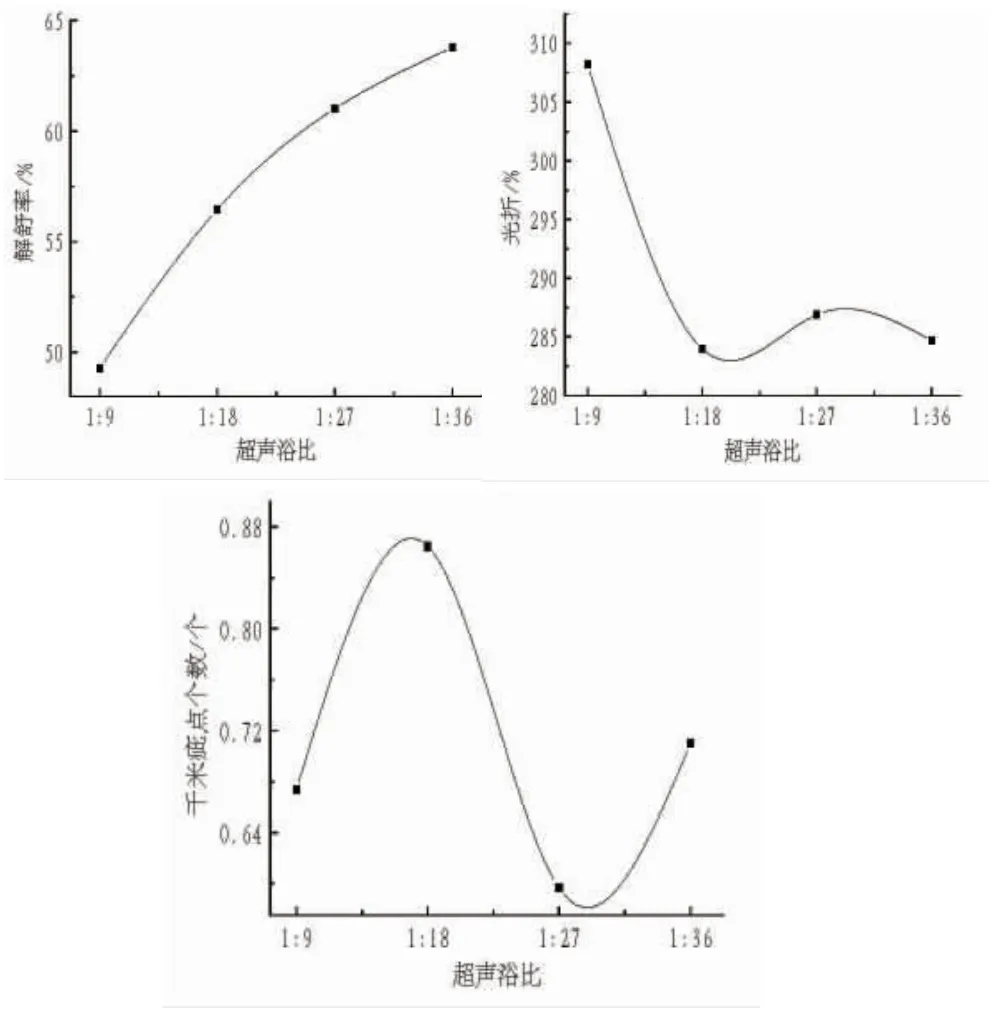
图6 超声浴比-解舒率/光折/千米疵点个数曲线
通过图6“浴比-解舒率曲线”可以看出,解舒率曲线不断上扬。浴比小,则煮茧时蚕茧周围给药浓度较大,丝胶溶解饱和上限低,且浓度提高,体系内酸性变大,低pH环境抑制丝胶溶失。浴比越大,越有利于丝胶的溶解,利于解舒,但对丝胶溶解的增益过程是有极限的,曲线在远端逐渐水平。
通过图6“浴比-光折曲线”可以看出,浴比的变化对光折的影响与超声时间对千米疵点个数的影响相反,曲线明显分为两部分:超声浴比小于1∶18时,蚕茧周围给药浓度过高,抑制蚕茧吸水和茧丝间膨润,导致光折变大;在浴比超过1∶18的部分,浴比增大,促进丝胶溶解,解舒率提高,光折变小。
通过图6“浴比-千米疵点个数曲线”可以看出,所有不同的浴比,千米疵点个数在0.55~0.88/个之间,疵点波动相对其他影响因素(0.5~2.5/个)稳定,所以浴比并不是千米疵点个数的敏感因素。
3.4 超声温度
图7为功率75w,时间90s,浴比1∶36时超声温度-解舒率/光折/千米疵点个数变化曲线。

图7 超声温度-解舒率/光折/千米疵点个数曲线
通过图7“温度-解舒率曲线”可以看出,在50℃~80℃区间内解舒率,只有70℃附近解舒率低,此时丝胶过量溶失,导致茧丝解舒不佳。在50℃、60℃和80℃解舒率都较高,此时温度利于茧丝膨润。
通过图7“温度-光折曲线”可以看出,光折随超声温度的升高呈现先减小后增大的趋势,50℃时茧丝膨润不佳,光折偏大;温度为60℃~70℃时,茧丝充分膨润,光折降低;但若丝胶过量溶失,则光折偏大。
通过图7“温度-千米疵点个数曲线”可以看出,其同“温度-光折曲线”相近,都是先减小后增大。升温能促进丝胶的溶解,疵点数随温度升高而减少,但若丝胶过量溶失,则易产生疵点。
4 结 语
利用本实验所有曲线关系,进行多元线性拟合,可以探究出应用本系统的最佳工艺为:超声功率75w、超声时间90s、超声温度65℃、超声浴比1∶27。相对于传统煮茧解舒率约40%、光折约270%、千米疵点个数约0.9个,在优化工艺条件下,本系统的煮茧解舒率明显提高23%,光折减少9%,千米疵点个数降低0.5个,这对降低煮茧成本、提高其缫制生丝的洁净度有重要意义。
猜你喜欢
小主人报(2022年1期)2022-08-10
轻纺工业与技术(2021年9期)2021-12-31
北方蚕业(2021年3期)2021-10-23
小读者(2021年4期)2021-06-11
纺织科技进展(2021年3期)2021-06-09
四川蚕业(2021年2期)2021-03-09
四川蚕业(2021年3期)2021-02-12
电子技术与软件工程(2019年22期)2020-01-16
四川蚕业(2018年3期)2018-11-19
中国纤检(2016年9期)2016-11-02
