带式输送机自动纠偏装置的设计
2022-11-12 08:48姚华龙
机械管理开发 2022年10期
姚华龙
(山西寿阳潞阳麦捷煤业有限公司, 山西 寿阳 045400)
引言
近年来,随着工作面综采设备自动化、智能化水平以及采煤技术的提升,工作面煤炭产量明显增加,对工作面运输系统的可靠性、运输能力提出了更高的要求。带式输送机作为综采工作面主要运输设备之一,正朝着大运量、高运速、长距离的方向发展。在实际应用中,带式输送机经常出现打滑、断带、输送带跑偏等事故,严重制约其运输效率和安全性[1]。本文将针对带式输送机输送带跑偏的故障设计一款可高效、准确纠偏的装置,以保证带式输送机的运输效率和可靠性。
1 带式输送机跑偏原因分析
带式输送机作为综采工作面的主要运输设备,其主要由机头、机尾以及中间段三部分组成[2],其具体结构如图1 所示。
对于如图1 所示的带式输送机在实际应用中容易发生的跑偏事故,经对所有跑偏事故进行分析统计,大致可分为两大类,包括带式输送机输送带的安装误差和运输过程中各种因素[3]。
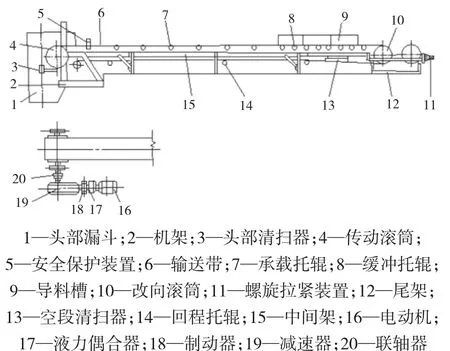
图1 带式输送机结构示意图
1)安装误差所导致输送带跑偏。经统计,安装误差是导致带式输送机输送带跑偏的常见因素,一般可以归结为:带式输送机输送带接头不平直、带式输送机机架歪斜、带式输送机导料槽两侧的橡胶板压力不均匀。
2)运输过程中的各项因素所导致输送带跑偏。通过对带式输送机输送带发生跑偏的故障原因进行分析,针对运输过程中的因素可以归结为:滚筒或者托辊表面粘有物料导致跑偏、输送带过长或塑性变形严重、输送带上所运载的物料重量分布不均匀、在运输过程中设备振动导致输送带跑偏[4]。
2 带式输送机自动纠偏装置的设计
结合上述对导致输送带发生跑偏事故的原因进行分析,为保证带式输送机的运输效率实现对输送带纠偏操作自动化、实时化控制尤为重要。因此,本节将结合带式输送机的实际运行工况完成输送带自动纠偏装置的总体设计和关键机械系统的设计。
总体设计思路:对输送带是否出现跑偏和实际跑偏量进行实时检测和相关数据采集;当系统监测到输送带跑偏时启动自动纠偏装置的机械部件,并基于所采集的数据得出准确的控制指令和控制量,对旋转托辊的角位移进行调整,最终达到纠偏的目的。
如图2 所示,通过蜗杆传动机构将电机的旋转运动转化为直线运行,根据输送带的实际跑偏情况对左右托辊支架与其垂直方向的夹角进行调整,最终达到纠偏的目的。
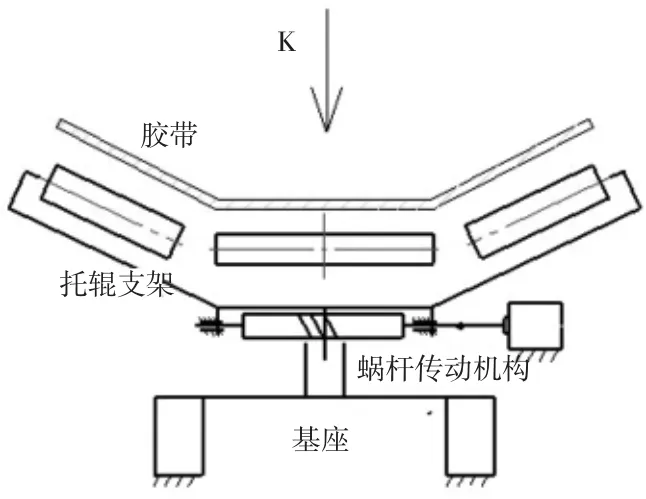
图2 带式输送机自动纠偏装置
2.1 自动纠偏装置关键机械部件的设计
本装置的核心在于精准测量出输送带是否出现跑偏、具体跑偏量和相关执行机构的设计包括托辊、托辊支架和基座等。
2.1.1 输送带位置检测装置的设计
针对带式输送机输送带位置的检测装置,在市场调研基础上结合实际生产提出两种方案。
方案一:在输送带边缘上下方分别安装红外信号发射端和接收端。当输送带未发生跑偏时接收端能够接收到发射端发出的信号;当输送带发生跑偏时接收端接收不到发射端发出的信号。该种方案具有结构简单、成本低的优势;但是,该方案仅对是否发生跑偏进行检测,而对具体的跑偏参数无法获取,包括跑偏量和跑偏速度[5]。
方案二:针对带式输送机跑偏量和跑偏速度的精准检测,设计如图3 所示的跑偏检测机构。
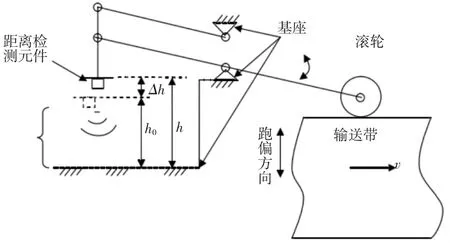
图3 输送带跑偏装置检测机构
由图3 可看出,当输送带按照图3 中所示的方向发生跑偏时,对应左侧的检测元件的位移发生偏移,通过换算得出输送带的实时跑偏量和跑偏速度。
因此,带式输送机自动纠偏装置采用方案二,对输送带的跑偏量和跑偏速度进行实时检测。
2.2 纠偏装置关键机械部件设计
托辊为直接作用于输送带并实现其纠偏功能的部件。因此,选用合理、匹配的托辊对自动纠偏装置功能的实现作用巨大。
目前,市面上可选用的托辊类型包括有槽型托辊、平行托辊、调心托辊、缓冲托辊和螺旋托辊等。综合对比上述托辊的功能和作用,本项目采用螺旋托辊,该托辊不仅具有一定的纠偏功能,还能够解决托辊上粘料的问题。
托辊架作为支撑托辊的载体,其还需承载物料的质量;同时,托辊架也是实现输送带横向纠偏功能的主要部件。因此,本项目中所选型的托辊架不仅需要在强度上满足要求,而且要求其具备与底座进行连接的接口。综合对比不同类托辊架的材料成本、结构以及应用口碑,本项目将选用典型的托辊架实现对螺旋托辊的承载。典型托辊架结构如图4 所示。

图4 托辊支架结构示意图
2.3 蜗杆传动机构的设计
带式输送机在正常工作状态下,螺旋托辊纠偏过程中还需承担运输物料对其的压力。因此,设计合理的蜗杆传动机构能够有效避免托辊和输送带的打滑问题,从而提高纠偏效率。
根据该带式输送机的运量、输送带宽度等参数得出在实际纠偏过程中其所承担的物料的质量为31.2 N;对应纠偏过程中蜗杆传动系统所承担的阻力矩为3.5 kN·m。综合两项参数确定蜗杆传动机构的参数,如表1 所示。

表1 蜗杆传动机构参数
为保证蜗杆传动机构的强度,对蜗杆进行表面淬火处理,材料为45 号钢;涡轮材料ZcuSn10Pb,对应材料的屈服强度为220 MPa,弯曲强度为140 MPa。
3 结语
带式输送机为综采工作面的主要运输设备,输送带跑偏为其常见的故障之一。为有效解决带式输送机输送带跑偏导致运输效率、安全性降低的问题,本文设计了一款可应用于实践生产的自动纠偏装置。该自动纠偏装置可精准、实时地对输送带的跑偏量、跑偏速度等参数进行精准检测,从而为后续的纠偏动作提供扎实的数据支撑;同时,该纠偏装置采用蜗杆传动机构具有可承受大载荷、稳定实现输送带纠偏功能的效果。
猜你喜欢
设备管理与维修(2021年21期)2021-12-29
机械管理开发(2020年11期)2020-04-15
冶金设备(2019年6期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年2期)2015-07-29