
用于喷墨打印的压电喷嘴研制及机理探究
2022-11-15 06:11张彦振李德格王凯新杨国栋武鑫磊胡国放刘永红
电加工与模具 2022年5期
张彦振,李德格,王凯新,杨国栋,武鑫磊,胡国放,刘永红
(中国石油大学(华东)机电工程学院,山东青岛266580 )
自19 世纪以来,科研人员开始对液滴的形成机理和工业应用进行了深入研究[1]。早在1833 年,Savart 首先提出让液体流经喷嘴形成液流并产生相同尺寸液滴的方法,还明确指出了液滴喷射是液体在外力的驱动下被迫以液滴的形式从喷嘴中喷射出的技术[2]。1878 年,Rayleigh 等[3]详细阐述了自由液柱分裂成液滴的过程,并对此进行了相关的数学理论分析,这被称为液滴断裂的Rayleigh-Plateau不稳定性。1951 年,Elmqvist[4]根据液滴喷射理论发明了喷墨打印机,使液滴喷射技术成功地从理论研究阶段走向了工程应用。随着科学技术的发展,目前已经开发出基于各种技术的喷墨打印形式[5-6],应用最广泛的主要有热泡式和压电式喷墨打印技术,并且通过打印功能性墨水,喷墨打印技术也从纸面走向精密制造[7]、防伪识别[8]、柔性电子皮肤[9]乃至生命科学领域[10],直径在几到几百微米范围内的微小液滴在诸多领域发挥着越来越显著的作用。
在众多的喷墨打印技术中,压电陶瓷驱动的可按需喷墨打印技术以其响应速度快、易于操作、灵活性好及可按需喷射等优势而受到青睐[11]。目前,压电按需喷射技术主要有挤压型、弯曲型、推拉型、剪切型4 种工作方式,如图1 所示[12]。当给压电驱动元件施加一个驱动电信号时,压电驱动元件会产生变形,并导致储液腔内产生压力波动,进而传递给内部待打印液体介质,使得储液腔中的液体克服表面张力和粘性力的阻碍,从喷嘴出口处以一定的速度喷出,形成单个液滴,并运动至目标位置。
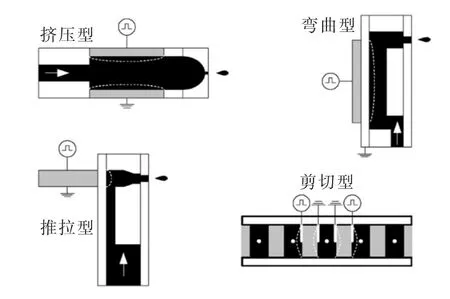
图1 压电式按需喷射技术分类
目前,国内外许多学者和公司开发了多种利用压电陶瓷驱动的液滴按需喷射成形系统,并对其工作机理进行了深入研究[13-15]。但是还存在很多问题,包括打印精度难以进一步提升;结构不灵活,不能满足某些特定的试验要求;打印频率不高,致使打印的效率较低;喷头的成本较高、价格比较昂贵等。本文提出一种基于挤压管式压电陶瓷驱动的按需喷射喷头制作工艺,制作出符合要求的按需喷射装置,通过试验研究喷头工作状态,分析喷头工作机理,从而达到喷射液滴大小和喷射频率在较大范围内可调的效果。
1 喷头制作工艺
1.1 尖锥形喷嘴制作
制备压电喷头的第一步就是制作微细喷嘴,本研究利用易于获得的硼硅毛细玻璃管进行制作。针对不同的应用场景,共开发了尖锥形喷嘴、平面形喷嘴和增强型尖锥喷嘴3 种不同的玻璃喷嘴制作工艺。
尖锥形喷嘴的制备需要用拉针仪对玻璃管进行拉制,本研究所用硼硅玻璃管的外径为2 mm、内径为1.8 mm,拉针仪是一种基于电阻丝加热的重力型拉针仪。图2 是该拉针仪的工作原理:将毛细玻璃管穿过加热线圈,竖直装夹在固定V 形卡头和活动V 形卡头之间,活动卡头下端可以放置不同的砝码块来改变重量;加热线圈通电发热,均匀地对毛细玻璃管的中间部分进行加热,使毛细玻璃管的被加热段受热软化,最后玻璃管在重力的作用下逐渐被拉长变细,直至玻璃纤维不能承受相应的拉力而断裂,从而形成具有一定锥度和小孔的锥形尖端。这样通过改变拉针仪的通电电流和配重砝码的重量,即可获得不同尺寸的玻璃喷嘴(图3),具有较好的几何形貌,可直接与压电陶瓷管粘合,应用于喷头的制作。

图2 毛细玻璃管拉制过程示意
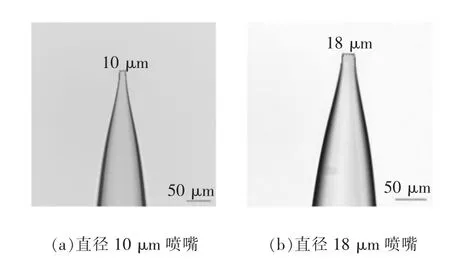
图3 拉制的毛细玻璃喷嘴显微照片
该类喷嘴的制作操作简便、省时省力,能快速制备出大量符合要求的玻璃喷嘴,且成本低廉,但这种玻璃喷嘴尖端处的壁厚仅不足1 μm,易在操作过程中因轻微触碰而损坏尖嘴部分,对外力不具备耐受性,因而在使用过程中要求较高。玻璃喷嘴完成拉制以后,将其与压电陶瓷管用环氧树脂粘合剂进行粘合,静置24 h 即可使用,制作的压电陶瓷管驱动的压电喷头结构见图4。
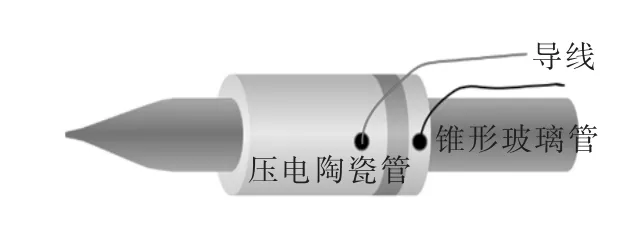
图4 喷头结构简图
1.2 平面形喷头制作
为了克服尖锥形玻璃喷嘴易碎的问题,进一步开发制作了平面形毛细玻璃喷嘴,其技术流程大体如下:先将毛细玻璃管切割至合适的长度,一端用煅针仪通过火焰抛光的手段对毛细玻璃管进行均匀加热,当毛细玻璃管的末端被加热到一定程度时,端面会慢慢软化收缩变圆,可直至玻璃管完全闭合,如图5a 所示;然后将煅烧的玻璃管研磨至接近所需的出口尺寸,并用更细的氧化铝抛光剂进行抛光,直到获得平坦而无划痕的表面为止,加工得到实物见图5b。通过上述加工方式,毛细玻璃管的原始内径和喷嘴出口通道之间会形成一个均匀、平滑的锥形过渡区域。本研究利用外径2 mm、内径1.8 mm 的玻璃管成功制备了出口直径在10~60 μm范围内的喷嘴,制得的喷嘴几何形貌非常接近美国MicroFab 公司的产品。
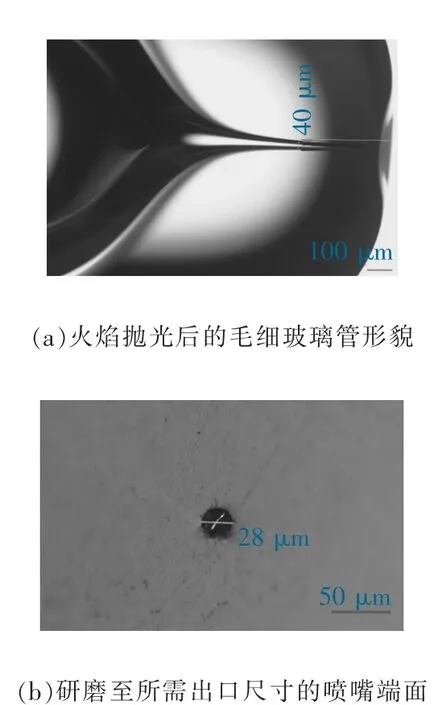
图5 火焰抛光后的毛细管端面及磨抛完成后的喷嘴端面
在平面形喷嘴的制作过程中,参数对液滴生成的质量和效率有很大的影响。毛细玻璃管及其颈缩通道的内孔应光滑、同轴且对称,最理想的情况是形成一个短的、均匀的锥形过渡段,这样可使声波能量得到有效集中,并且小尺度管道长度较短,沿程损耗较小。精细抛光的主要目的是在喷嘴孔与研磨面附近获得锋利、干净的边缘,因为该边缘上的任何裂纹或碎屑都会造成不良液滴或不需要的卫星液滴形成。此外,在研磨过程中如何保持玻璃管的位置稳定并且轴心垂直于进行磨抛的砂纸是一个关键问题,这种玻璃喷嘴制作方法的优点是喷嘴强度较高,轻微的触碰不会对其结构造成损坏,使用起来比较安全稳定;缺点是制作工艺较繁琐,制作一个喷嘴花费的时间较长,且喷嘴出口较厚,不便于观测喷嘴处的液滴喷射行为,这类情形仍需要尖锥型喷嘴进行打印。
1.3 增强型尖锥喷嘴制作
综合考虑上述两种喷嘴的优势和短板,开发出结合两者优势的增强型尖锥喷嘴。首先将玻璃管用尖锥形喷嘴制作方法进行加热拉伸,制备出比所需孔径更大的喷嘴,在显微镜下观察,将制备的喷嘴重新装夹到拉针仪的活动卡头上,然后将活动卡头在竖直方向上固定,使喷嘴口位于加热电阻丝的中间,给电阻丝通电发热使其轻微煅烧喷嘴口,煅烧时慢慢旋转毛细玻璃管使喷嘴口受热均匀,这样就可将喷嘴口的内径受热收缩到所需直径,见图6。
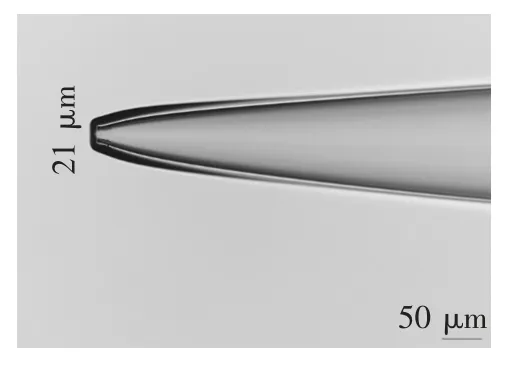
图6 增强型尖锥喷嘴显微照片
这种喷嘴的优点是强度比尖锥形喷嘴高不少,且相较于平面形喷嘴而言,其透明度高、便于观察;缺点是制作流程较繁琐、工艺过程较难控制,对制作工艺的要求更高。
1.4 尖端疏水处理
由于玻璃喷嘴尖端具有较好的亲水性,在用水基介质进行喷射试验时,被喷射的液滴易残留在喷嘴外壁上,产生润湿现象,从而形成挂流,阻碍正常喷射,如图7 所示。挂流会对试验结果造成较大的影响,所以需对玻璃喷嘴的尖端进行疏水处理。
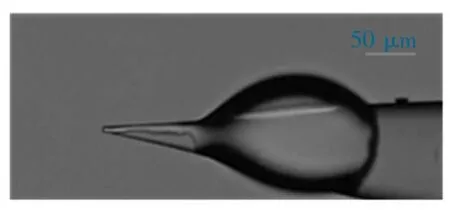
图7 挂流现象
一般疏水处理有两种方式[16]:第一种是增大表面接触角,使材料表面的自由能降低,主要方法是在材料的表面涂覆低表面能的氟化物、烷氧基聚合物等,这些物质内部除了碳基以外,还具有许多低表面能的氟、硅等原子基团,能显著降低材料表面的自由能,增大表面接触角从而达到疏水效果[17];第二种是改变材料表面的结构形貌,在表面制备微纳结构,较大的表面粗糙度值能减小玻璃表面的自由能,使水滴与玻璃的接触面积减小,从而达到疏水效果[18]。
对于尖锥形喷头,由于端面较小,难以制备具有微纳结构的表面,所以选用氟硅烷的乙醇溶液来配制疏水剂。氟硅烷与玻璃表面接触后,氟硅烷先水解生成硅氧烷,硅氧烷再与玻璃表面的羟基发生脱水反应成醚键,醚键的表面极性远远低于羟基,最终-CF3基团覆盖了玻璃表面,降低了玻璃的表面能,进而增大了水滴与玻璃表面的接触角,最终形成了疏水膜层。有效成分氟硅烷的用量一般为0.5%~5%,浓度过低时在玻璃面上涂覆时难以形成均匀的疏水膜层,浓度过高时在玻璃面上形成的疏水膜层易产生白色混浊而影响观测。将配制好的氟硅烷乙醇溶液搅拌均匀,喷头浸入溶液中1~2 min,在相对湿度为40%的室温下干燥24 h,疏水表面即制作完成,处理好的喷头喷射效果如图8 所示。

图8 尖锥形喷头疏水处理后喷射效果
对于平面形玻璃喷嘴,可通过飞秒激光等手段在端面上构造微纳结构,改变玻璃表面的粗糙度,结合表面粗糙化与氟硅烷处理后,玻璃表面粗糙度与疏水性得到进一步提高,然后再进行上述氟硅烷溶液处理,这样疏水表面就制作完成。图9 是疏水处理后的喷头喷射效果,端面出口边缘基本无水附着,可实现良好的打印效果。
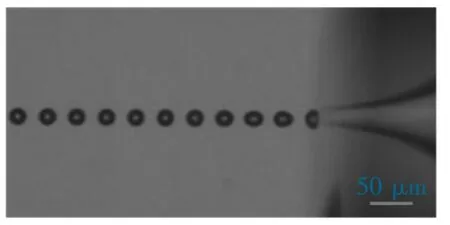
图9 平面形喷头疏水处理后喷射效果
2 喷头工作机理研究
为便于观测,利用尖锥形压电喷头开展相关性能探究试验。首先制备了不同长度的尖锥形玻璃喷嘴,然后与压电陶瓷管粘合,粘合时令压电陶瓷管位于玻璃管的不同位置用于探究压力波传递对喷射的影响。
以2 号白油为打印介质,首先探究所制作的喷头在不同频率、电压下的工作效果,记录在低电压驱动下的稳定工作频率,包括5.87、17.5、20.96 kHz,工作效果见图10。结果显示,该喷头可实现不同频率的稳定喷射。

图10 喷头在不同频率下施加不同电压的喷射效果
然后,通过多次测量两个液滴之间的距离来计算液滴的平均喷射速度与平均直径,得到不同频率下驱动电压对打印速度和液滴尺寸的影响,如图11所示。结果显示,当驱动电压增大时,液滴的喷射速度和尺寸大小也随之增大,这是由于驱动电压增大,压电陶瓷管的体积变形就会增大,产生的压力波也随之增大,对液滴的加速作用越明显,同时产生的液体的体积也会增大,然而驱动电压过大会引起卫星液滴的形成,从而影响精度。
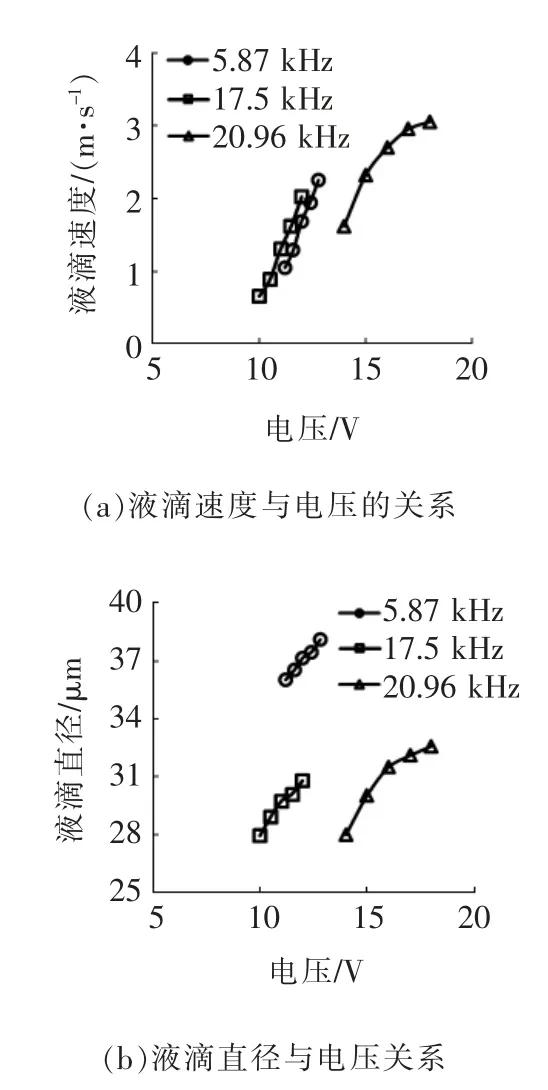
图11 不同频率下喷嘴工作规律
最后,为了探究玻璃管通道长度对喷射打印效果的影响,把喷头的后端截断10 mm,记录其在0~65 kHz 范围内能稳定喷射的频率和在该频率下最小的工作电压,如图12 所示。结果显示,玻璃管被截断后,工作频率整体变大。
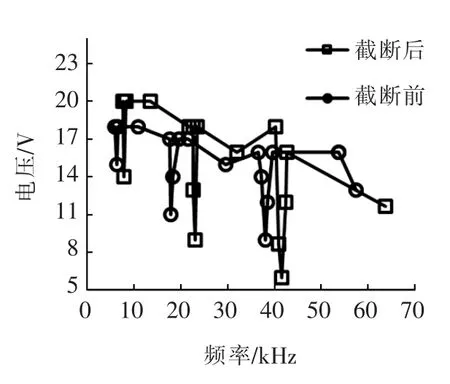
图12 截断前后频率与电压的关系
考虑到压电陶瓷在管道内产生的声波符合小振幅的假设前提,即其质点速度远小于声速、质点位移远小于声波波长、介质的密度增量远小于其静态密度的前提,可利用线性声学解释管道内的声波传递过程。同时,考虑到玻璃管的内径也远小于声波的波长,因此管内的声波可视为平面波,根据线性声学的一维波动方程理论,由于喷头后端被截断10 mm,其整体长度缩短,对应的共振基频f=c/4L 也随之变大,相应的高次谐振频率也就升高,图12 很好地展现了这一规律。
3 结论
本文提出一种易于制作的压电陶瓷管驱动的微滴喷射装置制备工艺,基于此技术制作出不同类型的喷头,通过高速成像技术研究不同频率、不同电压和不同玻璃管通道长度对喷头喷射2 号白油效果的影响,得到以下结论:
(1)提出3 种压电喷头制作工艺,所制备的喷头成本低、工作频率范围宽,可在一定程度上替代进口喷头开展试验研究和工业应用。
(2)研究了不同频率、不同电压、不同玻璃管通道长度对喷射效果的影响,发现当驱动电压增大时,液滴的喷射速度和尺寸大小随之增大,喷头后端变短时,喷头的工作频率变大,这遵循了线性声学的一维波动方程。
(3)测得了喷头能稳定喷射的工作频率和该频率下的最小工作电压,实现了在较大频率范围内的稳定、按需及低成本的喷射打印。
猜你喜欢
昆明医科大学学报(2021年1期)2021-02-07
陶瓷学报(2019年6期)2019-10-27
物理教师(2019年7期)2019-09-23
制造技术与机床(2019年1期)2019-01-14
妈妈宝宝(2017年3期)2017-02-21
中华老年口腔医学杂志(2016年5期)2016-03-01
中国卫生标准管理(2015年3期)2016-01-14
中国继续医学教育(2015年5期)2016-01-07
中外医疗(2015年16期)2016-01-04
天津大学学报(自然科学与工程技术版)(2015年10期)2015-12-29
