
新能源动力电池壳环保无铬钝化工艺
2022-11-25 04:12黄兴林黄朝志丁运虎毛祖国马爱华
电镀与涂饰 2022年21期
黄兴林,黄朝志,丁运虎,毛祖国,马爱华
(武汉材料保护研究所有限公司,湖北 武汉 430000)
采用预镀镍钢带冲压电池壳具有生产效率高、成本低等优点,是目前柱状新能源动力电池壳的主要生产方式。单层镍有孔隙,对基材起到的防护作用较差,导致钢铁基材容易发生腐蚀,特别是预镀镍钢带在冲压成柱状电池钢壳的过程中对镀镍钢带的挤压、拉伸和变形会增大镍镀层的孔隙和裂纹,造成钢壳局部镀层变薄,切口部位甚至无镀层。因此,提高镍镀层的防护性能极其重要。
提高镍镀层的防护性能主要有两种方式:一是电镀双层镍或者提高镍镀层厚度,此法成本较高,不是首选;二是对镍镀层进行钝化,在镍镀层表面形成一层钝化膜,填充镀层孔隙,隔绝基材与腐蚀介质的接触,是目前应用较多的方法。传统的生产工艺一般是在预镀镍钢带冲压成电池钢壳后进行六价铬钝化,但其膜层含六价铬,不能满足产品出口的要求。此外,六价铬钝化会产生大量含铬废水,其处理成本高。因此急需开发一种可用于预镀镍钢带冲压电池壳的无铬钝化工艺,这在企业的清洁生产中有极大的使用价值。
目前国内外研究的无铬钝化液主要有钼酸钠、钨酸钠、硅烷偶联剂等体系[1-4],但极少用于实际生产,主要是因为钝化效果不稳定且不能满足实际生产的要求。本文介绍了一种已成功应用于批量生产的环保无铬钝化工艺,探讨了添加封孔剂对钝化效果的影响,并与传统六价铬钝化进行了对比。
1 实验
1.1 工艺流程
采用预镀镍钢带冲压圆柱状电池钢壳18650型(直径18 mm,长65 mm)为试验工件,镍镀层厚度2 ~ 3 μm,分别采用六价铬钝化和环保无铬钝化工艺进行处理。
(1) 六价铬钝化工艺流程:常规中温脱脂→3次水洗→漂白→3次水洗→中和→3次水洗→六价铬钝化→3次水洗→浸脱水剂→3次水洗→烘干。
(2) 无铬钝化工艺流程:中温脱脂EC-66(武汉材料保护研究所有限公司开发)→3次水洗→2道环保无铬钝化→3次水洗→烘干。
1.2 钝化配方和工艺条件
1.2.1 六价铬钝化的工艺配方
(1) 常规中温脱脂除油:氢氧化钠25 g/L,轻质纯碱15 g/L,无水偏硅酸钠10 g/L,木质素磺酸钠2 g/L,葡萄糖酸钠10 g/L,乳化剂4 g/L,温度50 ~ 60 °C,时间20 min。
(2) 漂白:柠檬酸10 g/L,乌洛托品1 g/L,温度20 °C,时间80 s。
(3) 中和:氢氧化钠20 g/L,时间3 min。
(4) 六价铬钝化液配方:重铬酸钾20 g/L,氟硅酸铵1.5 g/L,钝化温度30 °C,时间5 min。
1.2.2 无铬钝化的工艺配方
(1) EC-66中温脱脂:氢氧化钠10 g/L,轻质纯碱25 g/L,柠檬酸钠10 g/L,复配乳化剂10 g/L,复合缓蚀剂5 g/L,添加剂15 g/L,温度40 ~ 50 °C,时间15 min。
(2) 环保无铬钝化:成膜剂(有机物与无机物复配)20 g/L,封孔剂(水性乳化蜡)0.2 ~ 1.0 g/L,配位剂5 g/L,三乙醇胺1 g/L,温度20 ~ 80 °C,时间5 min。
1.3 性能检测
1.3.1 中性盐雾试验
使用YWX/Q-1130型盐雾试验机,按GB/T 10125-2012《人造气氛腐蚀试验 盐雾试验》进行中性盐雾试验,温度35 °C,相对湿度83%,pH 6.5 ~ 7.2,记录试样从开始盐雾试验到出现腐蚀所经历的时间,观察试验8 h后试样的腐蚀情况,根据GB/T 6461-2002《金属基体上金属和其他无机覆盖层 经腐蚀试验后的试样和试件的评级》评定钝化膜的保护等级。
1.3.2 盐水浸泡试验
将钝化试样浸泡在5% NaCl溶液中,记录试样表面开始出现红色锈蚀点经历的时间(t红锈)。每种试样进行5组平行试验,每组20支电池壳,取平均值。
1.3.3 接触电阻测试
采用PC57型直流电阻测试仪测量钝化试样的接触电阻,每个位置测量3次,取平均值。
1.3.4 电化学测试
在普林斯顿PARSTAT 2273电化学工作站上采用三电极体系进行电化学测试,工作电极为钝化试样(暴露面是直径10 mm的圆形),辅助电极为铂电极,参比电极为饱和甘汞电极(SCE),电解液为3.5% NaCl溶液。开路电位稳定后测试塔菲尔(Tafel)曲线,扫描速率1 mV/s,扫描区间为开路电位± 0.25 mV,通过塔菲尔外推法得到钝化膜的腐蚀电位(φcorr)和腐蚀电流密度(jcorr)。每种试样进行3次平行试验,取平均值。
2 结果与讨论
2.1 不同脱脂工艺的脱脂效果对比
脱脂主要是为了去除镀镍钢带冲压成电池壳时粘附的油脂,为后续钝化提供清洁的表面。从表1可以看出,常规中温脱脂的效率较低,无超声波辅助时需要15 min才能彻底去除试样表面的油脂,施加超声波辅助也需要8 min才能脱脂完全。采用高效脱脂剂EC-66进行脱脂所需时间大大缩短。此外,常规脱脂后试样表面局部发黄,后续还要对试样进行漂白及中和处理。主要原因是常规脱脂过程中镍镀层发生变色,局部基材甚至腐蚀形成黄色锈点。采用EC-66高效中温脱脂剂清洗后试样白净,无发黄现象。EC-66高效中温脱脂剂中的添加剂可以活化镀层表面,清除镀层表面变色膜,其中的复配缓蚀剂能够阻止镀层进一步变色。此外复配乳化剂可大幅提高脱脂效率,对清洗下来的油脂有很好的乳化、脱离和分散作用,进而延长脱脂剂的使用寿命。
2.2 封孔剂添加量对钝化效果的影响
环保钝化剂中添加封孔剂可明显改善钝化膜的耐腐蚀性能,本工艺选用水性乳化蜡作为封孔剂。从表2可知,钝化液中添加0.4 g/L封孔剂时所得钝化膜的耐腐蚀性能最好,保护等级可达到6级,比不添加封孔剂试样高了2个等级。封孔剂添加量为0.6 g/L和0.8 g/L时,耐蚀性没有变化,但外观变差,出现发花、发暗现象,接触电阻明显增大。因此选择封孔剂的添加量为0.4 g/L。
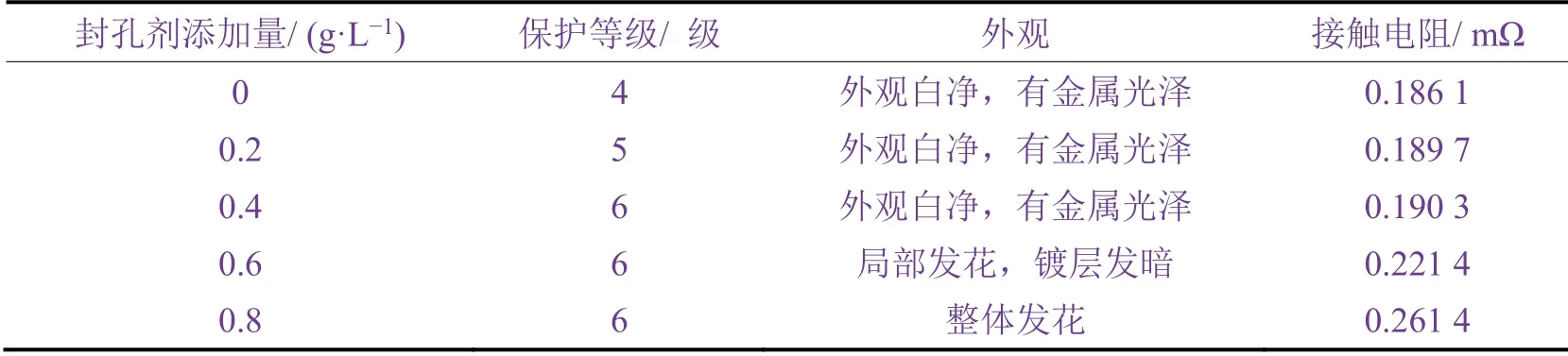
表2 封孔剂添加量对钝化效果的影响Table 2 Effect of the addition of sealing agent on passivation effectiveness
2.3 钝化温度对钝化效果的影响
从表3可知,随钝化温度升高,钝化试样在5% NaCl溶液中浸泡出现锈蚀的时间延长。温度为60 °C时钝化膜出现锈蚀点的时间最长,但存在发花现象,70 °C时发花现象加重。由于钝化过程是钝化膜生成和溶解的动态过程,适当升温可以加速成膜,但温度提高到一定值时钝化膜的生成和溶解达到平衡,温度过高时钝化液水分蒸发加剧,各组分浓度比例发生变化,影响钝化膜外观的一致性。因此选择钝化温度为50 °C。
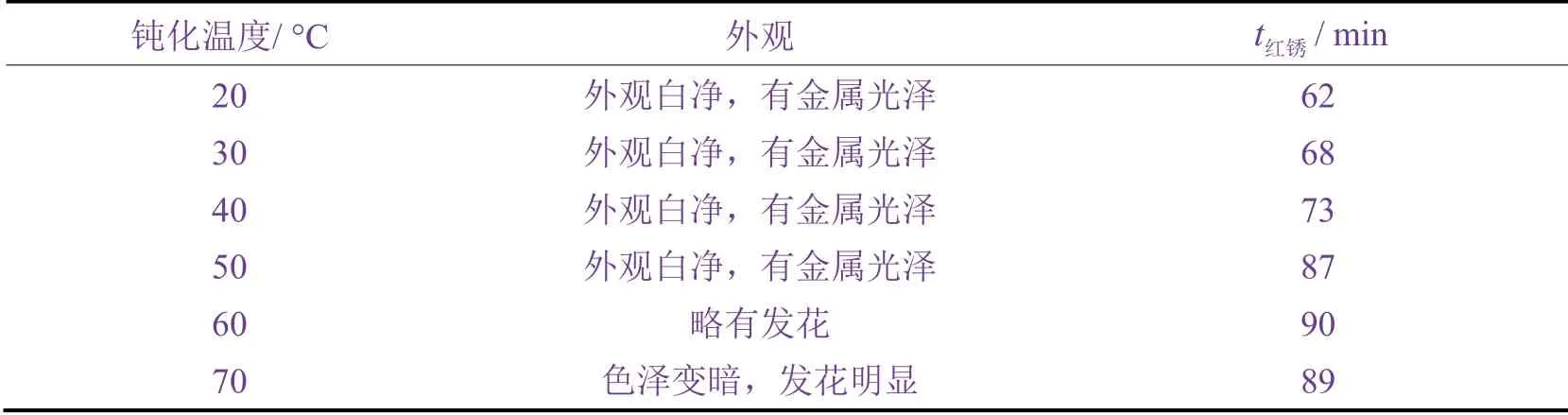
表3 钝化温度对钝化效果的影响Table 3 Effect of passivation temperature on passivation effectiveness
2.4 两种工艺钝化膜的性能对比
表4示出了六价铬钝化膜和无铬钝化膜的外观和耐蚀性,其中的腐蚀电位和腐蚀电流密度是采用塔菲尔外推法对图1进行拟合所得。外观方面,无铬钝化膜色泽均匀、白净,而六价铬钝化膜色泽偏暗。无铬钝化膜的耐蚀性优于六价铬钝化膜。

表4 两种钝化膜的外观和耐蚀性Table 4 Appearance and corrosion resistance of two kinds of passivation films
3 结论
对预镀镍电池钢壳进行无铬钝化,所得的钝化膜均匀、白净,耐蚀性优于六价铬钝化膜。目前该工艺已用于企业批量生产,相较于六价铬钝化工艺,缩短了生产工序,提高了生产效率,节约了用水量和相关化学品使用量,同时生产的废水中不含六价铬,废水处理简单,实现了企业在生产过程中的降本、增效和提质。
猜你喜欢
金属热处理(2022年10期)2022-10-25
汽车实用技术(2022年15期)2022-08-19
兵工学报(2022年3期)2022-05-21
发明与创新·大科技(2021年2期)2021-04-20
中国生殖健康(2020年4期)2021-01-18
时代汽车(2018年9期)2018-06-12
中国新技术新产品(2016年19期)2016-12-12
科技视界(2016年25期)2016-03-10
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
