
EPDM/EVA共混发泡胶料的制备和性能研究
2022-11-29 10:21甄建斌伊佳佳姬占有曾浩楠刘翰琳
橡胶工业 2022年11期
甄建斌,伊佳佳,姬占有,曾浩楠,刘翰琳
(1.太原工业学院 材料工程系,山西 太原 030008;2.陕西科技大学 化学与化工学院,陕西 西安 710021)
据卫生部数据统计,每年由于意外滑倒造成骨折、扭伤等的住院人数占全部住院人数的35%[1-2];目前因为地面湿滑摔倒致疾的老人已达96.9万人。基于此,开发一种轻质、舒适、柔软,同时具有高止滑性能的发泡鞋底材料尤为重要[3-5]。由于橡胶发泡材料的特殊结构,其具有保温、减震、隔热及柔软等特性,被广泛应用作鞋底材料[6]。发泡鞋底材料通常分为五大类,聚氯乙烯(PVC)类、苯乙烯-丁二烯-苯乙烯共聚物(SBS)类、聚氨酯(PU)类、乙烯-醋酸乙烯酯共聚物(EVA)类和三元乙丙橡胶(EPDM)类[7-11]。PVC类发泡材料具有优良的力学性能,但其防滑性能和舒适性能欠佳,耐磨性能和耐寒性能差,其在冬天易断裂;SBS类发泡材料具有摩擦力大的优点,但其耐磨性能和耐热性能差,生热量大,同时其制作的鞋底因对地面的抓着力大而磨损快。PU类发泡材料具有优异的减震性能和防滑性能,但其属于易水解材料,有易断裂、易烂、延伸性较差的缺陷;EVA类发泡材料轻质、柔软、穿着舒适,具有很好的可塑性和极好的弹性[12-13],三元乙丙橡胶(EPDM)类发泡材料的橡胶分子主链由化学稳定的饱和烃构成,侧链中含有不饱和双键,分子中无极性取代基,内聚能较低,其具有良好的化学稳定性、冲击回弹性以及耐老化性能、抗腐蚀性能和电绝缘性能[4,14]。研究[15-17]认为,线型和柔性高分子聚合物在滑动的过程中,表现出较小的阻力,具有低磨损和低摩擦效应;若高分子聚合物中含有结构较大的侧基基团,其在剪切或者滑动过程中会表现出较大的阻力[18],即摩擦因数较大,EPDM与EVA就是此种结构的高分子聚合物。
本工作以三元乙丙橡胶(EPDM)和乙烯-醋酸乙烯酯共聚物(EVA)为主体材料,通过模压化学发泡法制得性能优异的EPDM/EVA共混发泡胶料,研究EPDM与EVA的相容性及迁移行为,以及采用单因子试验方法研究发泡剂AC用量对EPDM/EVA共混发泡胶料的泡孔分布、物理性能及止滑性能的影响,以期为研发轻质、柔软、弹性及止滑性能良好的鞋底材料提供参考。
1 实验
1.1 主要原材料
EPDM,牌号3722P,工业级,南京坤驰橡塑实业有限公司产品;EVA,工业级,东莞市高东塑胶有限公司产品;氧化锌,工业级,北京博宇高科新材料技术有限公司产品;硬脂酸,工业级,天津市华盛天和化工商贸有限公司提供;发泡剂偶氮二甲酰胺(AC)和过氧化物DCP,工业级,上海阿拉丁生化科技股份有限公司产品。
1.2 主要设备和仪器
RX 5-10L型密炼机,瑞安市日新橡塑机械有限公司产品;XH-401CE型双辊开炼机,东莞市重兴机器设备科技有限公司产品;XH-406平板硫化机,东莞锡华精密检测仪器有限公司产品;Q45+EDAX型环境扫描电子显微镜(SEM),美国FEI公司产品;VERTE70型傅里叶红外光谱(FTIR)仪,布鲁克(北京)科技有限公司产品;G-TM2000-A型无转子硫化仪、AI-3000型万能材料拉力机和GT-7012-BC型止滑仪,高铁检测仪器(东莞)有限公司产品;ASKER-A型邵氏硬度计,中国台湾高铁检测仪器有限公司产品;DR-5018型回弹性测试仪,东莞市东日仪器有限公司产品。
1.3 配方
1.3.1 EPDM/EVA共混胶的配方
EPDM/EVA共 混 比 分 别 为70/30,75/25,80/20,85/15,90/10。
1.3.2 EPDM/EVA共混发泡胶料的配方
EPDM/EVA 75/25,硬脂酸 1,氧化锌 3,过氧化物DCP 0.5,发泡剂AC 变量。
1#—5#配方发泡剂AC用量分别为0.5,1,1.5,2和2.5份。
1.4 试样制备
1.4.1 EPDM/EVA共混胶的制备
设定密炼机、开炼机和平板硫化机的工艺温度;将EPDM与EVA按并用比投入密炼机中,混炼5 min后将共混胶排至开炼机上压片;将EPDM/EVA共混胶放到平板硫化机中模压,制得EPDM/EVA共混胶片;将共混胶片裁剪成试样,并确定其中间层,将中间层与外层的距离记为R。
1.4.2 EPDM/EVA共混发泡胶料的制备
设定密炼机、开炼机和硫化机的工艺温度;将EPDM与EVA投入到密炼机中,混炼5 min后依次加入发泡剂AC、过氧化物DCP、硬脂酸和氧化锌并混炼4 min,将混炼胶排至开炼机上薄通出片(胶片厚度为3~5 mm);混炼胶放置24 h后在平板硫化机中模压硫化和发泡,即得发泡胶片;将发泡胶片裁剪成试样。
1.5 测试分析
(1)SEM分析:将切割成薄片的试样粘贴在导电胶上并喷金处理,用SEM对喷金的试样表面进行观察,工作电压为3 kV。(2)FTIR分析:用衰减全反射夹具将切割成薄片的试样固定,用FTIR仪进行测试,得到的FTIR谱采用OMNIC软件进行分析,可得出吸光度(A)之比;在A与对应含物质质量分数(m)的标准曲线上可得出对应物质的m。(3)硫化特性:采用无转子硫化仪按照GB/T 16584—1996进行测试。(4)密度:根据GB/T 6343—2009进行测试。(5)邵尔A型硬度:采用邵氏A型硬度计根据HG/T 2489—2007进行测试。(6)回弹值:采用回弹性测试仪根据ASTM D 2632—2014进行测试。(7)拉伸强度:采用拉力机按照GB/T 6344—2008进行测试,试样为哑铃形,拉伸速率为(500±50) mm·min-1。(8)撕裂强度:采用拉力机按照GB/T 529—2008进行测试,试样为裤形,表面无明显缺陷,拉伸速率为(100±10) mm·min-1。(9)止滑性能:将试样扣在相应的鞋楦上并装入止滑试验机夹具中,施加不同的法向载荷,选择不同的模拟路面,分别测定试样干湿状态下的摩擦系数及摩擦力。
2 结果与讨论
2.1 EPDM/EVA共混胶的性能
2.1.1 相容性
不同共混比的EPDM/EVA共混胶的断面形貌如图1所示。
从图1可以看出,EPDM/EVA共混比不同,EPDM/EVA共混胶的两相界面的数量明显不同,即相容性不同,而两相界面为EPDM/EVA共混胶的发泡提供了异相成核点。
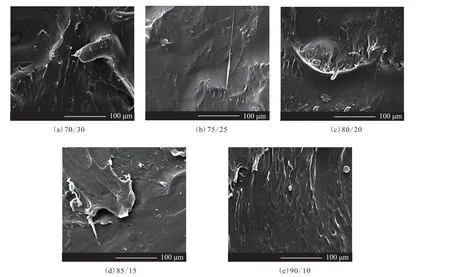
图1 不同共混比的EPDM/EVA共混胶的断面形貌Fig.1 Section morphologies of EPDM/EVA blends with different blending ratios
2.1.2 EPDM和EVA的迁移行为
根据朗伯比尔定律,Ax=axbxmx,Ay=aybymy,其中,a为吸光率,b为波长。由于为同种试样,所以bx=by,因此确定EPDM和EVA两组分A之比(AEPDM/AEVA)与m之比(mEPDM/mEVA)满足线性关系。EPDM/EVA共混胶的A-m标准直线如图2所示。根据图2可得拟合标准曲线方程为y=0.460 89x+0.002 52,相关因数(r2)=0.997 8。
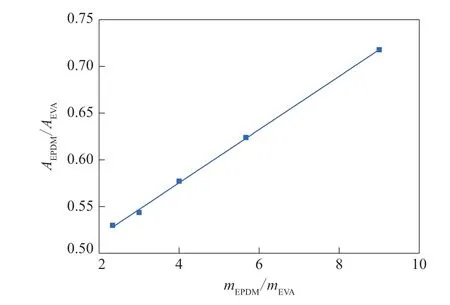
图2 EPDM/EVA共混胶的A-m标准直线Fig.2 A-m standard straight line of EPDM/EVA blend
EPDM/EVA共混胶的FTIR谱如图3所示。波数为1 650 cm-1处的吸收峰为EPDM中C=C的伸缩振动特征吸收峰,波数为1 250 cm-1处的吸收峰为EVA中C—O的反对称振动吸收特征峰。
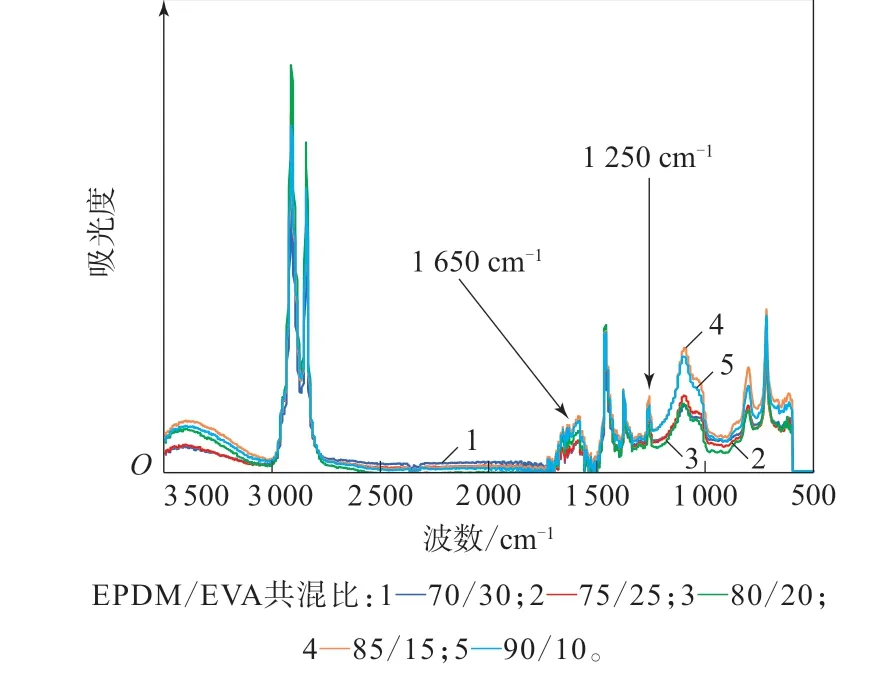
图3 EPDM/EVA共混胶的FTIR谱Fig.3 FTIR spectra of EPDM/EVA blends
根据图2的拟合标准曲线,可以通过FTIR谱测试得到未知试样的EPDM/EVA共混比。通过选取EPDM/EVA共混胶截面上R为0,1,3和4 mm的点进行FTIR测试,得到相应的FTIR谱,如图4所示。利用OMINC软件将FTIR谱转化成A与波数的关系,得到中间层与最外层的A之比,经过拟合得到不同共混比的共混胶的EPDM和EVA分布,如图5所示。
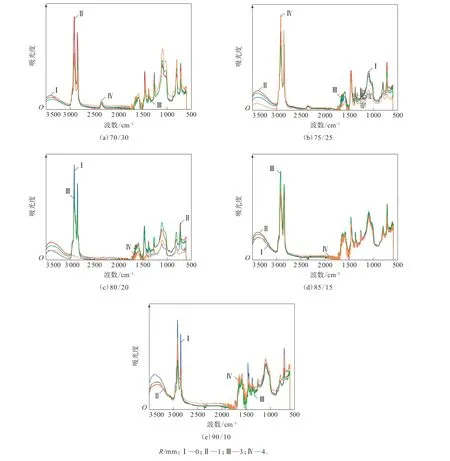
图4 不同共混比的EPDM/EVA共混胶FTIR谱Fig.4 FTIR spectra of EPDM/EVA blends with different blending ratios
从图5可以看出:在EPDM/EVA的用量比为75/25时,EPDM/EVA共混胶中间层与最外层的AEPDM/AEVA相差最大,说明EPDM和EVA的迁移效果最明显;在迁移过程中,AEPDM/AEVA大于1,说明EPDM不断地向外层迁移。
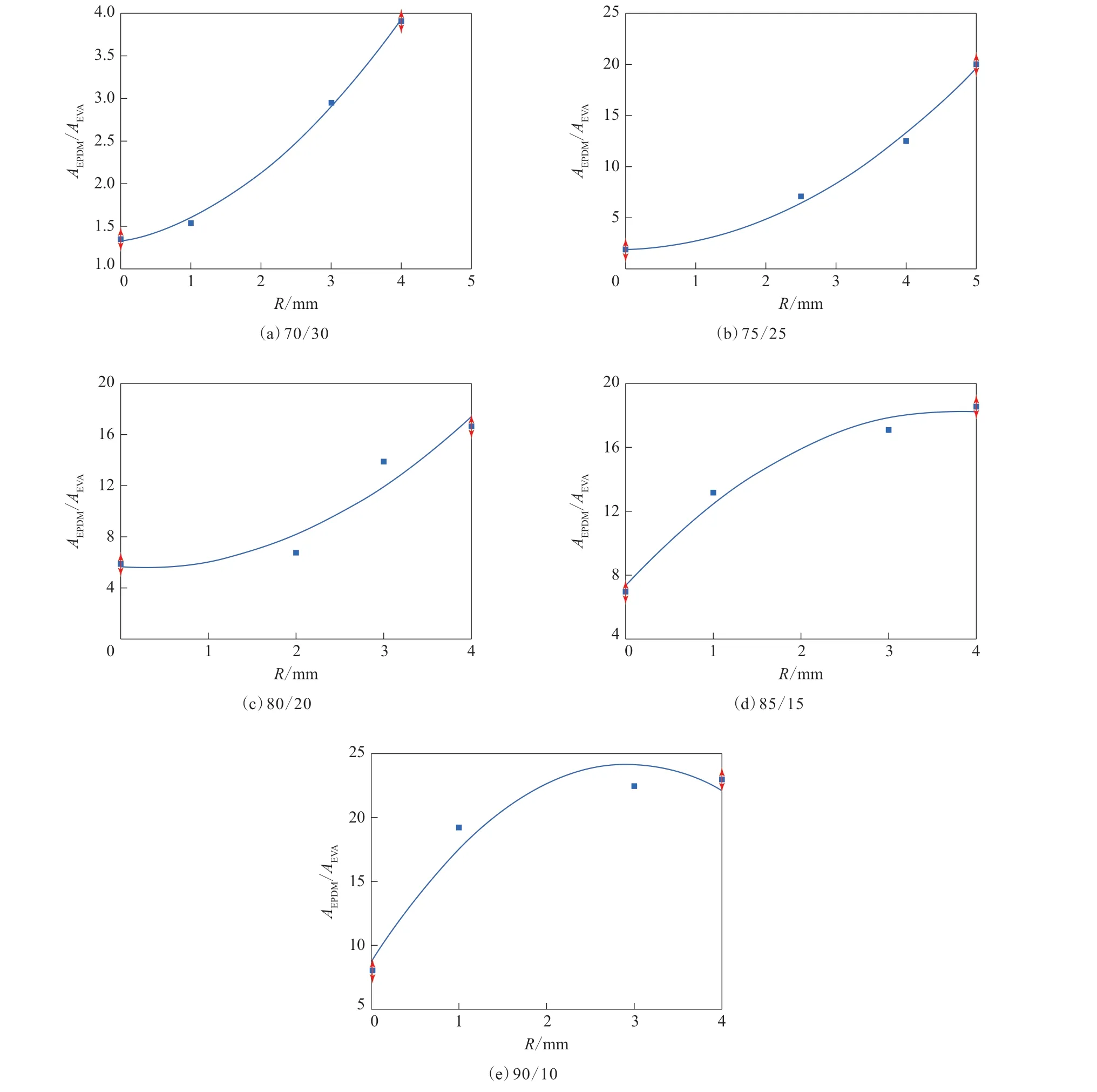
图5 不同共混比的EPDM/EVA共混胶的迁移行为Fig.5 Migration behaviors of EPDM/EVA blends with different blend ratios
2.2 发 泡剂AC用量对EPDM/EVA共混发泡胶料性能的影响
2.2.1 硫化特性
不同发泡剂AC用量的EPDM/EVA共混发泡胶料的硫化曲线如图6所示。
从图6可以看出,EPDM/EVA共混发泡胶料均可正常硫化,当硫化时间到达3 min后,随着硫化过程的进行,胶料的转矩逐渐增大。随着发泡剂AC用量的增大,胶料的FL逐渐减小,这是因为发泡剂在受热分解的过程中,释放出的气体增多,从而使得胶料的粘度下降。当发泡剂AC的用量为1.5份时,胶料的交联密度最大。
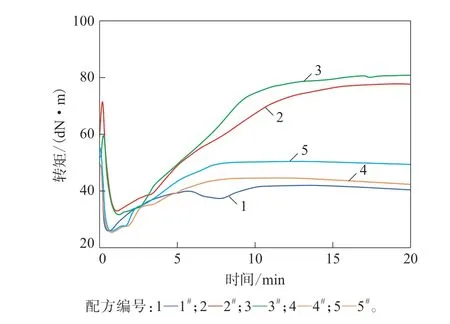
图6 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的硫化曲线Fig.6 Vulcanization curves of EPDM/EVA foaming blends with different foaming agent AC dosages
2.2.2 断面形貌
不同发泡剂AC用量的EPDM/EVA共混发泡胶料的断面形貌如图7所示。
从图7可以看出:1#配方EPDM/EVA共混发泡胶料的泡孔尺寸较大,泡孔较少;2#—4#配方胶料的泡孔尺寸较小,泡孔较多;5#配方胶料的泡孔尺寸明显增大,这是由于发泡剂AC用量为1~2份时,其用量充足,胶料的泡孔较多,泡孔尺寸较小且较均匀;当发泡剂AC用量大于2份时,发泡剂AC用量过大,部分泡孔相连组成大泡孔,使得泡孔尺寸明显增大。可以得出,发泡剂用量为2份最佳,此时EPDM/EVA共混发泡胶料的泡孔尺寸较小,泡孔较多。
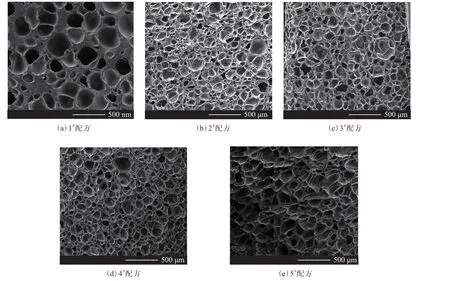
图7 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的断面形貌Fig.7 Section morphologies of EPDM/EVA foaming blends with different foaming agent AC dosages
2.2.3 泡孔尺寸分布
采用Nano Measure软件对不同发泡剂AC用量的EPDM/EVA共混发泡胶料的泡孔尺寸分布进行统计,结果如图8所示。
从图8可以看出,随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的平均泡孔孔径呈先减小后增大的趋势,这是因为发泡剂AC用量增大,产生的气体增多,胶料的泡孔密度增大[如图8(f)所示],大泡孔出现的概率减小;当发泡剂AC用量增大至2.5份时,胶料的小泡孔合并转变成大泡孔,泡孔孔径也明显增大,泡孔密度减小,这与SEM分析结果相一致。
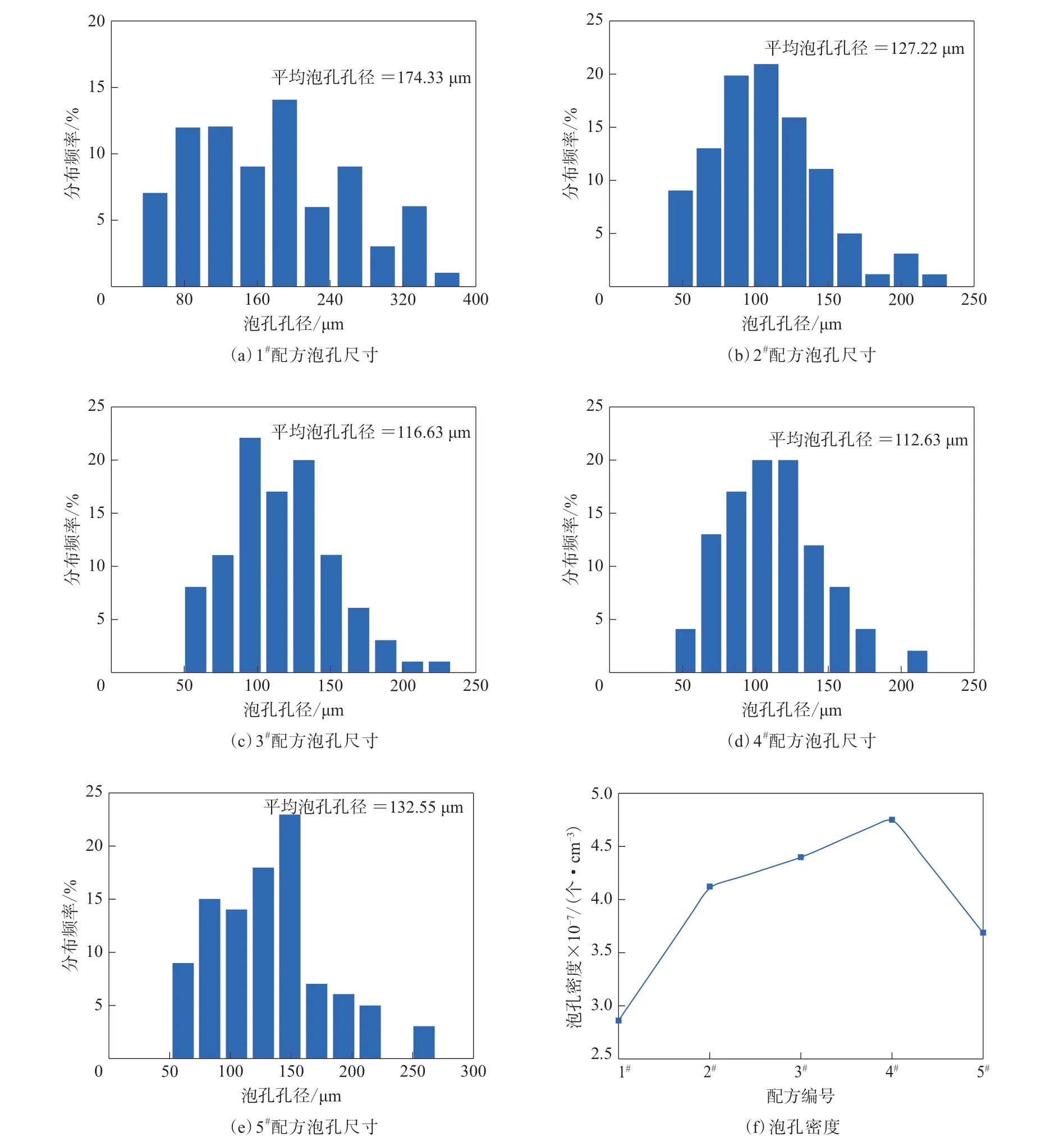
图8 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的泡孔尺寸分布Fig.8 Cell size distributions of EPDM/EVA foaming blends with different foaming agent AC dosages
2.2.4 密度
发泡剂AC用量对EPDM/EVA共混发泡胶料密度的影响如图9所示。
从图9可以看出,随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的密度逐渐减小。这是由于发泡剂AC用量的增大,产生的气体增大,最终表现出聚合物熔体中泡孔增多、泡孔壁变薄,故胶料的密度减小。
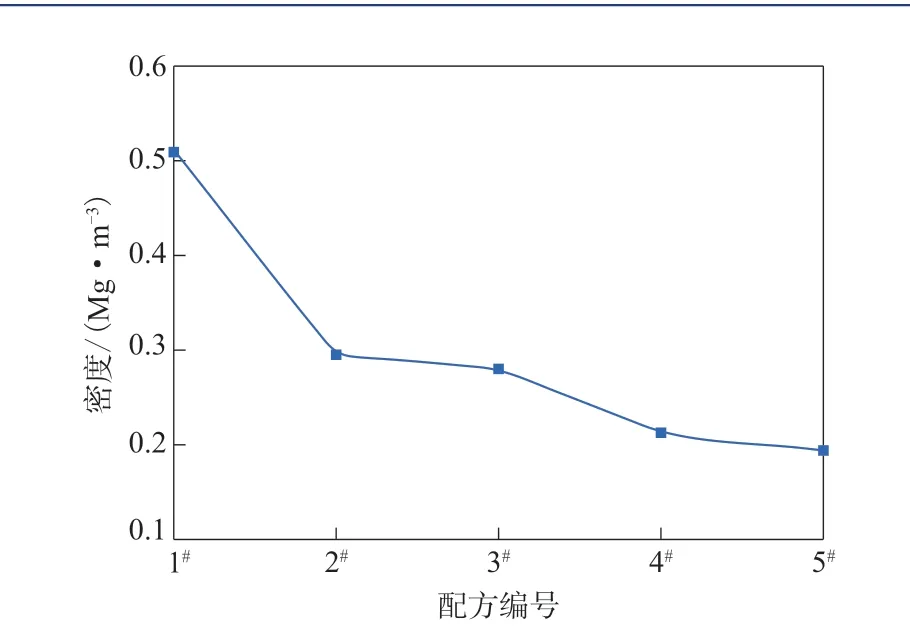
图9 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的密度Fig.9 Densities of EPDM/EVA foaming blends with different foaming agent AC dosages
2.2.5 硬度和弹性
发泡剂AC用量对EPDM/EVA共混发泡胶料硬度的影响如图10所示。
从图10可以看出:随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的硬度先减小后增大;当发泡剂AC用量为1份时,胶料的硬度减小较为明显;当发泡剂AC用量为2份时,胶料的硬度最小。
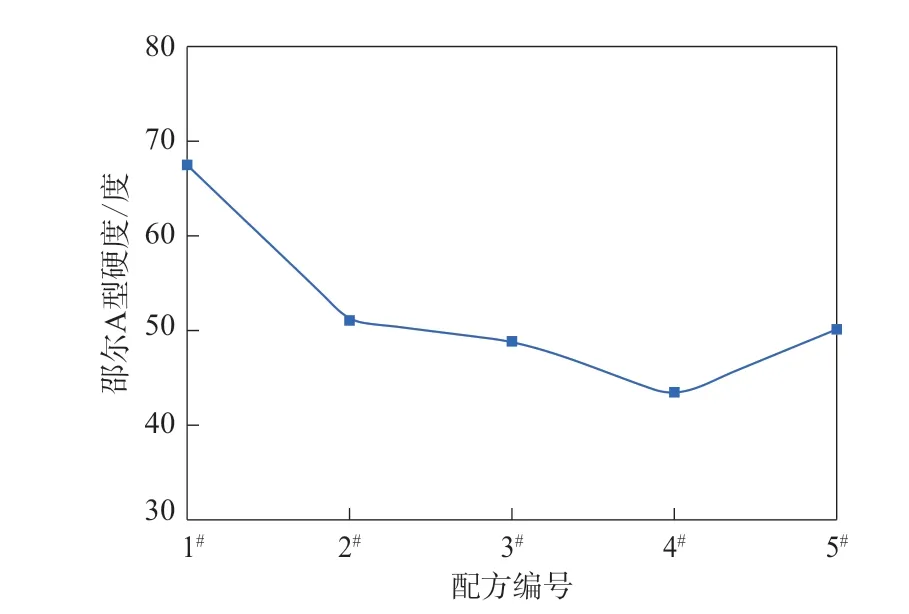
图10 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的邵尔A型硬度Fig.10 Shore A hardnesses of EPDM/EVA foaming blends with different foaming agent AC dosages
发泡材料的弹性不仅与材料性质有关,同时也受泡孔微观形貌的影响。发泡剂AC用量对EPDM/EVA共混发泡胶料弹性的影响如图11所示。
从图11可以看出,随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的回弹值变化不大。这是由于EPDM分子结构支链中含有环状结构,分子链刚性较强,当受到外力冲击时,分子链变形较小。
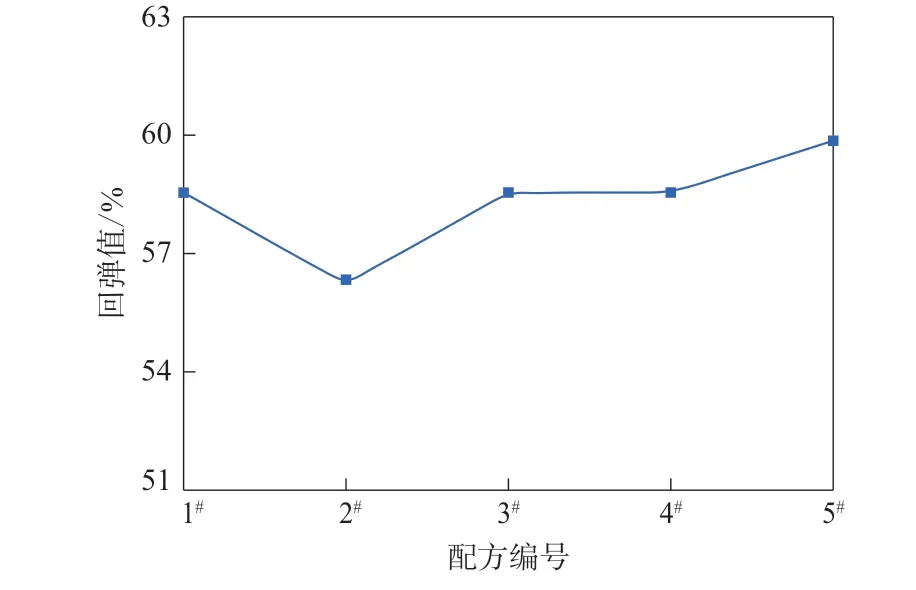
图11 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的回弹值Fig.11 Resilience values of EPDM/EVA foaming blend with different foaming agent AC dosages
2.2.6 力学性能
力学性能是表征材料性能的重要指标。发泡剂AC用量对EPDM/EVA共混发泡胶料拉伸强度和撕裂强度的影响如图12所示。
从图12可以看出,随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的拉伸强度和撕裂强度呈减小趋势。分析认为,随着泡孔增多,泡孔壁变薄,胶料抵抗外界拉伸和撕裂的能力变差,胶料的拉伸强度和撕裂强度减小,这也说明发泡剂AC对泡孔结构的调控影响EPDM/EVA共混发泡胶料的力学性能。
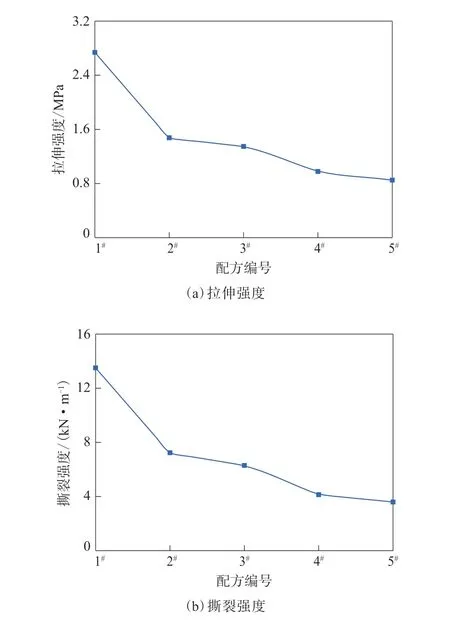
图12 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的拉伸强度和撕裂强度Fig.12 Tensile strengths and tear strengths of EPDM/EVA foaming blends with different foaming agent AC dosages
2.2.7 止滑性能分析
发泡材料的止滑性能对其应用具有重要影响。发泡剂AC用量对EPDM/EVA共混发泡胶料止滑性能的影响如图13所示。
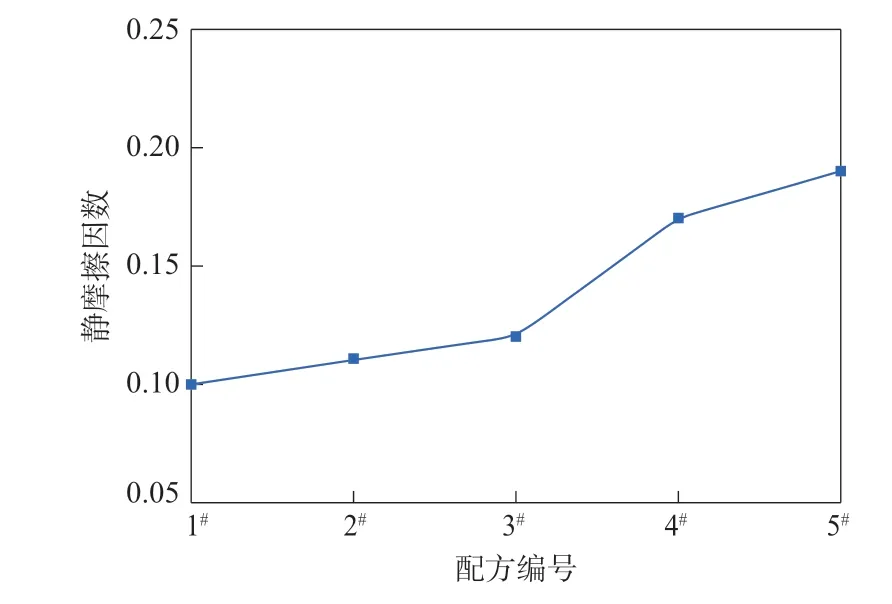
图13 不同发泡剂AC用量的EPDM/EVA共混发泡胶料的止滑性能Fig.13 Slip resistances of EPDM/EVA foaming blends with different foaming agent AC dosages
从图13可以看出,随着发泡剂AC用量的大,EPDM/EVA共混发泡胶料的静摩擦因数增大,表明止滑性能提高。这可能是因为泡孔增多或泡孔直径的增大,使得胶料在受到外力冲击时可通过泡孔的变形消耗更多能量,致使其滑动分力减小,从而起到止滑作用。
3 结论
(1)EPDM/EVA用量比为75/25时,EPDM/EVA共混胶中间层与最外层的AEPDM/AEVA相差最大,说明EPDM和EVA迁移效果最明显,且EPDM不断地向外层迁移。
(2)随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的平均泡孔孔径先减小后增大。发泡剂AC用量为2.5份时,小泡孔合并转变成大泡孔,泡孔直径明显增大,泡孔密度减小。
(3)随着发泡剂AC用量的增大,EPDM/EVA共混发泡胶料的邵尔A型硬度先减小后增大,密度、拉伸强度和撕裂强度减小,回弹值变化不大,止滑性能提高。
猜你喜欢
沈阳工业大学学报(2022年5期)2022-10-06
橡胶科技(2022年9期)2022-09-29
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
中国塑料(2022年5期)2022-06-09
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
中国塑料(2016年4期)2016-06-27
中国塑料(2016年1期)2016-05-17
中国塑料(2015年8期)2015-10-14
