
氯气处理装置运行技术改进
2022-12-08 08:53施庆新陈松丁海秋
氯碱工业 2022年9期
施庆新,陈松,丁海秋
(安道麦安邦(江苏)有限公司,江苏 淮安 223002)
安道麦安邦(江苏)有限公司(以下简称“安道麦安邦”)离子膜法制碱装置产能为20万t/a。氯气冷却采用一级洗涤加二级钛冷间接冷却相结合[1],硫酸干燥采用四塔串联干燥工艺,水雾和酸雾除雾器滤芯采用美国布林克除雾器滤芯,氯气压缩机采用西门子KKK公司生产的透平离心式氯气压缩机。该套氯气处理装置无论在电解初开车还是调峰生产变动负荷情况下,总体运行正常平稳,干燥氯气含水质量分数一直稳定在1×10-5以下,硫酸单耗稳定在12~14 kg/t。
1 氯气处理工艺流程简介
由离子膜电解槽出来的温度约为85 ℃的高温氯气,在电解工序通过钛列管式换热器与盐水进行换热,冷凝下来的氯水流至离子膜电解氯水罐,用氯水泵打入脱氯淡盐水塔进行真空脱氯,氯气温度降温至50~55 ℃。
降温后的氯气通过玻璃钢管道输送至氯气处理一级洗涤塔,塔内氯水由氯水泵加压经氯水冷却器冷却后,从洗涤塔塔顶喷淋头喷淋而下,与从下至上的高温氯气进行逆流接触,氯气降温至30 ℃进入钛列管式换热器,被7~9 ℃冷冻水间接冷却至12~16 ℃。在此过程中的所有氯水通过管道回流至氯气洗涤塔,通过洗涤塔泵出口的液位调节阀与洗涤塔液位自控联锁将氯水打至电解淡盐水脱氯工序回收利用。
从钛冷却器出来的氯气进入水雾捕集器除去水雾后,含水量约降低为原来的1.6%[2],除雾后的氯气进入一级填料塔填料底部,填料塔循环硫酸通过硫酸磁力泵从塔底输送至硫酸板式换热器,通过7~9 ℃的冷冻水与硫酸换热后从塔顶硫酸分布器喷淋而下,在填料干燥塔中与氯气逆流接触,除去氯气中的水分。一级干燥塔至四级干燥塔的硫酸浓度依次为75%~78%、85%~90%、93%~95%、98%,硫酸控制的温度为14~15 ℃,氯气温度控制在14~15 ℃。其中在一级干燥塔的硫酸循环泵出口,设置一硫酸取样口、现场密度计及废酸控制调节阀,用于控制出酸,选择上述各塔出酸浓度有一定的原因,一般情况下,浓硫酸温度不应低于10 ℃,以防结晶。硫酸溶液的结晶温度[3]如表1所示。
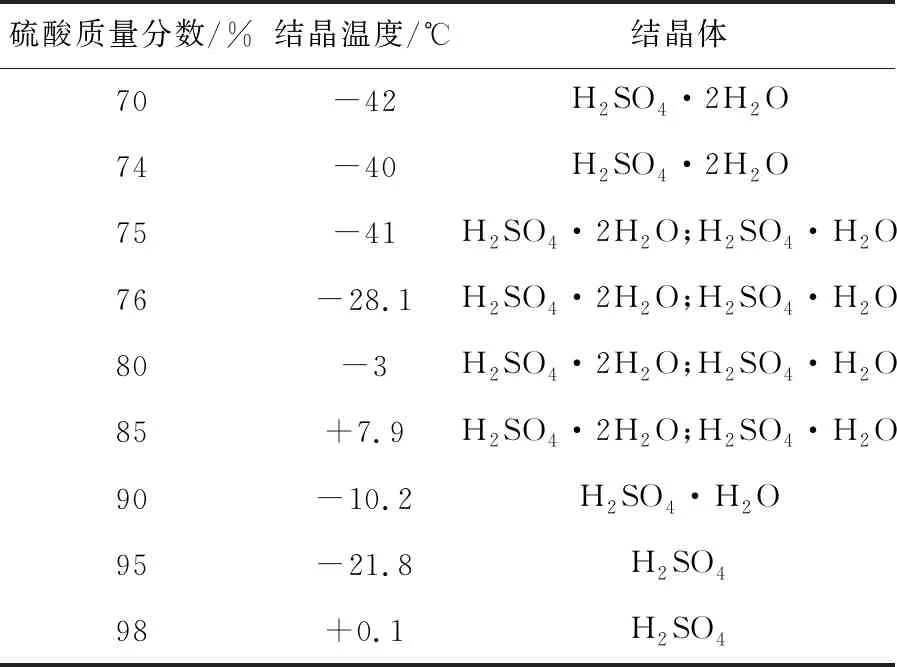
表1 硫酸溶液的结晶温度表
干燥后的氯气经过酸雾除雾器,除去硫酸雾和其他杂质后,进入氯气压缩机压缩,经过四级压缩及四级氯气冷却器冷却,最终氯气被压缩至0.6~0.7 MPa,温度为30~35 ℃,送至液化工序的原氯分配台。图1为安道麦安邦氯气处理工序流程方框简图。

图1 氯气处理工序流程方框简图
2 氯气处理装置运行情况
安道麦安邦氯气处理装置运行12年来,总体运行平稳,干燥氯气中含水完全达到了设计要求,在线水分分析仪显示一般保持在1×10-5以下,冬季水分可保持在0.5×10-5以下。由于电解调峰生产,调节较为频繁,2010年开机以来,硫酸消耗基本维持在12~14 kg/t左右水平,近5年来年平均硫酸单耗在12.7、13.6、12.9、13.2、13.2 kg/t。
氯气处理装置运行中各项工艺指标保持稳定,2022年5月16日各项工艺指标执行情况如表2所示。

表2 各项工艺指标
3 氯气处理装置存在问题及技术改进
3.1 废硫酸贮槽内析出氯气问题
原始设计中,废硫酸贮槽采用的是PVC外缠绕玻璃钢贮槽,为防止该贮槽憋压无法进酸及废硫酸泵的抽吸作用导致贮槽内瘪损坏,贮槽顶部设置一个放空平衡口。从干燥塔出来的废硫酸进入该贮槽后,根据亨利定律,由于气相中氯气浓度低,废硫酸中的氯气会逐步析出最终达到平衡状态,而由于其对空,则会导致氯气不断析出,污染环境。将废硫酸贮槽顶部的气相引至废氯气处理工序,利用废氯气处理工序的微负压对废硫酸中析出的氯气持续进行抽吸,并维持在一个稳定的平衡压力,避免向大气中释放。
为防止废氯气处理工序负压过大,该贮槽设计一水封,维持气相压力稳定在-3 kPa。
3.2 钛冷却器氯气温度调节频繁
原始设计中,氯气出洗涤塔后进入钛冷却器进一步冷却至12~16 ℃,其设置的冷冻水阀门口径为DN80。由于安道麦安邦采用峰谷电调峰生产的方式进行生产,负荷变动范围在65%~100%,导致DN80冷冻水调节阀无法稳定调节,造成钛冷出口氯气温度波动较大。
出现该问题的主要原因是作为冷媒的冷冻水阀门相对于低负荷而言设计过大,平衡点难以控制,微量变化即可造成氯气温度偏移,湿氯气在低于9.6 ℃会形成Cl2·8H2O结晶物堵塞钛冷却器列管,需要人为干预调节。
增加一路旁路为DN50的调节阀,利用DCS实现自控,效果非常好。
3.3 氯气填料干燥塔出塔水分增加
氯气填料干燥塔,经过近4年的运行,原PVC填料逐步老化,发生脆化变形,导致比表面积严重降低,氯气含水逐步上升,从原来稳定的5×10-6左右,在约1个月时间内上升至6×10-5,且仍有继续上升趋势,干燥塔塔阻升高约2 kPa,开始影响到氯压机的安全稳定运行。
氯气填料干燥塔水分开始逐步升高时,安道麦安邦在排除水分检测仪误差及故障、水雾捕集器故障原因后,初步怀疑PVC填料出现问题。安道麦安邦氯气处理1级到4级干燥塔用的是PVC花环,73×27.5型,填料堆积密度是硫酸密度的4.3%,填料质量相对于硫酸质量可不计。
从当时硫酸用量、硫酸控制温度、氯气水分来判断,若水分检测仪结果为真,则出现该情况的原因最大的可能性为塔内填料发生软化降低,而且高度降低较多。硫酸用量增加及降低温度已起不到决定性作用。在氯气产量增加的情况下,氯气流速流量增加,硫酸用量虽然增加,但是接触面积不够导致水分无法及时吸附。
经过论证,安道麦安邦决定彻底更换四台塔内的PVC花环填料。每只塔更换填料体积为3.14×1.3×1.3×6=31.839 6 (m3),比表面积127 m2/m3,接触面积为4 044 m2。
安道麦安邦电解工序采用峰谷电调峰生产的方式,在电解A-D槽电流5 kA,E-J槽电流6 kA时,为低负荷;电解A-D槽电流11 kA,E-J槽电流12.5 kA时,为高负荷。PT0509为一级水洗塔前压力,PT0550为四级干燥塔出口压力,PT2450为酸雾捕集器出口压力,PT2451为氯压机进口压力,氯气处理阻力指水洗塔至酸雾捕集器出口之间的阻力,总阻力指水洗塔至氯压机进口包含氯压机进口过滤器的阻力。
更换前、后干燥系统各压力、阻力及水分如表3所示。
由表3可知:更换填料后,在同样高负荷情况下,电解PT218压力从7.5 kPa降至3.9 kPa,降低3.6 kPa;氯气处理总阻力降低1.3 kPa,电解至氯压机进口管道总阻力降低4.9 kPa。水分从(6~9)×10-5降低至13×10-5并仍然有下降趋势。

表3 更换前、后干燥系统各压力、阻力及水分
更换填料后电解系统至氯压机进口间的阻力降低效果明显,降低的4.9 kPa压力可以提升电解槽A-D的电流约4 kA,每小时多产3.3 t碱(折100%),每年多产2.67 万t(折100%)。同时干燥系统水分降低明显,保证氯压机安全稳定运行。
3.4 氯气压缩机用氮气开车时调节频繁
氯气压缩机开车时,使用高压氮气作为初开车的气源,为节约氮气,避免浪费,只需保证其流量越过防喘控制安全线即可。当然,氯气压缩机各级气相压力需大于中间冷却器冷却水的压力。
由于初开车时,氯压机自身回流防喘控制阀全开,氮气几乎不去废气处理,在氯压机内逐步累积,压力有一定的波动,需要较为频繁地调节氮气进气阀门直至平衡。
根据计算,氮气在初开车时,当进气表压维持在0.75 MPa时,用于微量调节的氮气量约为2.2 m3/h。该气量较小,在氯压机平衡点附近,出口废气阀不释放的情况下,该气量近似为氯压机氯气迷宫腔微微释放至废气处理的氮气量。
安道麦安邦选择DN20的氮气调节阀,用于此处的氮气压力平衡调节,以提高氯压机开车的自动化水平,降低操作人员的劳动强度。
在氯气压缩机出口至三级干燥塔之间增加1台DN150回流阀、1台DN25微调回流阀,用于增加回流量,降低氮气使用量,避免氯气压缩机防喘控制在使用氮气开机时前期不受控无法调节的问题。
经过改造,不但保证了氯气压缩机开机的顺利,而且满足了安道麦安邦电解调峰生产时自动调节的需要。
3.5 氯气压缩机中间冷却器出口氯气温度高
德国KKK提供的氯气中间冷却器,采用八管程列管换热器,管道为Φ19×2碳钢管道。经过一年多的使用,发现该换热器存在冷却水折流管线过长,阻力大,导致水流速过缓,管道内部易堵塞、换热效果差,出口氯气温度逐步由原来的30 ℃升高至51 ℃。
针对德国KKK提供的氯气中间冷却器,冷却水折流管线过长,阻力大,导致水流速过缓,管道内部易堵塞、换热效果差的问题,安道麦安邦进行了专门的分析和研究,制定了改进方案。
将氯气冷却器重新设计,将原八管程改为六管程,内部列管改为Φ 25×3管道,排列方式为正三角排列,换热器循环水进出口管道由原来DN125改为DN150,因高位槽位置未变,进水压力保持不变,出口依然保持无压回水方式。
管道内水流方式为喘流,根据压差阻力与管径的关系,压差阻力反比于管径之比的5次方。改造后氯气中间冷却器的管程阻力降为改造前阻力的0.3倍,管内水流速增加,总传热系数大大增加。氯气温度由原来换热后51 ℃降低至25~30 ℃。改造后换热效果非常明显。
改造前电解槽总电流119 kA,改造后电解总电流提高至122 kA,增加了2.52%的负荷,温度的降低提高了氯压机的压缩能力,电解岗位年多产烧碱4 918 t(折100%),取得一定经济效益。
4 结语
安道麦安邦通过对氯气处理系统运行过程中问题的理论分析和实践研究,制定出可行的方案,并付诸实施。
从效果来看,大大超过了初期设定的目标。对系统问题的分析,方向是比较准确的。从实施效果来看,达到了预期的目标,提高了装置的生产能力,并提高了装置的自动化水平,保证了氯气处理系统的安全稳定运行。
猜你喜欢
电力设备管理(2022年20期)2022-11-28
节能与环保(2022年3期)2022-04-26
Plasma Science and Technology(2022年2期)2022-03-10
防爆电机(2021年4期)2021-07-28
金刚石与磨料磨具工程(2021年2期)2021-05-25
建材发展导向(2020年19期)2020-09-23
活力(2019年17期)2019-11-26
汽车实用技术(2019年10期)2019-06-05
中国(韩文)(2018年6期)2018-11-20
证券市场周刊(2017年20期)2017-06-20
