
YB95卷烟包装机拉线稳定性的改进与应用研究
2022-12-12 11:50彭硕刘建华
中国设备工程 2022年23期
彭硕,刘建华
(湖北中烟工业有限责任公司红安卷烟厂,湖北 红安 438400)
YB95卷烟包装机是YB65型包装机组的中下游机,关键进行烟条的透明纸和拉线的包装,拉线是作为一种外包装盒拆装专业工具和防伪手段,广泛应用于烟草商品外包装盒行业。包装机原条包透明纸拉线输送卷轴是通过螺纹固定在条透拉线旋转轴上,在拉线卷轴安装和拆卸的时候都要把锁紧锥套拧紧和松开。在拧紧的时候要控制好锥套的锁紧度,松了固定不住,紧了会在设备高速运行时甩坏拉线卷轴的塑料轴。该结构有以下几点缺陷:(1)操作工人更换卷轴时间长,操作程序繁琐。(2)尤其在拉线卷轴快用完时,容易对塑料的破坏性增大,易造成拉线输送的不稳定。经常有松脱现象,产生质量不合格的产品。(3)由于在拉线没用完的时候塑料轴就损坏了,从而造成了卷轴的无法正常使用,导致原材料的极大浪费。综上所述,生产企业迫切需要研究一种YB95包装机拉线稳定性装置,实现对拉线卷筒的快速更换和锁紧力的稳定可控。
国内卷烟企业已通过各种方式对YB95型包装机拉线卷筒定位装置进行优化改进,用于缩短拉线卷筒的更换时间。有弹簧片或弹簧丝涨紧的方式、气缸式涨紧方式、双气囊涨紧方式等,它们在不同程度上都有一些缺陷,使用效果不是很理想。弹簧片或弹簧丝涨紧结构简单、成本低,但是使用寿命短,时间长弹簧片或弹簧丝应力失效,拉线卷轴涨不住,容易产生产品质量缺陷。气缸涨紧和双气囊涨紧方式结构复杂,由于拉线卷轴的内孔较小,气缸式涨紧零件多、结构紧凑,难以下手,不便于维修维护。研究拟设计一种气囊式涨紧方式YB95包装机拉线稳定性装置,以期实现对拉线卷筒的快速更换和锁紧力的稳定可控,提高设备的有效作业率。
1 现状调查
为了解拉线卷筒更换过程中设备停机时长的具体情况,对各机台7名操作工更换拉线卷筒所用时长进行统计,每人进行4次现场测验,统计结果见表1。同时,为了解拉线更换过程中,YB95包装机拉线稳定性情况,对各机台因拉线稳定性引起的故障频次进行为期5周的统计,统计结果见表2。

表1 改进前操作工更换拉线卷筒时长统计表

表2 改进前拉线使用故障频次统计表
由表1、2可知:在未改进前,操作工更换拉线卷筒平均耗时120s;未改进前,拉线稳定性故障平均1.2次/周。从而使得设备效率降低、材料消耗增加。
2 原因分析
2.1 原YB95包装机拉线装置工作原理
如图1所示,原YB95包装机拉线装置由直流电机1、拉线轴4、内部锥套5、锁紧锥套7组成。拉线轴4左侧锥套为固定锥套,右侧设有活动锁紧锥套7,拉线卷6穿套在拉线轴4上,通过锁紧锥套7螺纹锁紧,两侧挤压实现锁紧定位。再通过直流电机1带动锥齿轮2、3带动拉线轴4转动,从而实现供给动作。

图1 YB95包装机拉线装置
2.2 耗时分析
通过对YB95包装机拉线装置操作步骤进行分解分析,确认耗时中关键要素分别为:(1)人为手动停机;(2)切断在用拉线;(3)松开锁紧锥套;(4)取下卷芯更换新拉线卷;(5)锁紧锥套;(6)拉线经导辊展开与条透明纸回合;(7)开机启动。
统计7个机台按标准操作步骤耗时,统计结果见表3。

表3 标准操作步骤耗时统计表
由表3可知,YB95包装机拉线装置,在更换拉线过程中,耗时最长步骤为(3)和(5),即松开与锁紧锥套过程,占整体耗时84.04%。操作工在进行两项操作步骤时,需正向、反向且连续快速转动锁紧锥套28周,严重降低拉线更换效率,从而影响设备效率。
2.3 稳定性分析
GD包装机原条包透明纸拉线输送卷轴是通过螺纹固定在条透拉线旋转轴上,在拉线卷轴安装和拆卸的时候都要把一个锁紧锥套拧紧和松开。在拧紧的时候要控制好锥套的锁紧度,松了固定不住,紧了还容易在设备高速运行时甩坏拉线卷轴的塑料轴。
由上述分析可知,YB95包装机原拉线装置,通过锁紧锥套进行固定拉线卷,不仅是操作上不便利,更容易通过松紧力度不一,而造成YB95包装机拉线装置的稳定性降低。基于以上分析,原机拉线装置因其设计拉线定位装置不合理,使得操作过程中耗时长且力度无法精准控制。
3 改进方法
3.1 改进思路
锁紧方式和固定方式的合理设计是实现拉线快速更换工作的关键。试验采用气囊式的方式来进行拉线卷筒快换装置的设计,气囊式锁紧方式同时具备定位、锁紧功能,具有结构简单可靠、安装快速、锁紧力大、定位精度高等优点。
3.2 设计方案
气囊式紧式拉线卷筒定位装置结构如图2所示,主要由气囊、涨块、底座、刹车轮、堵头等组成,张紧装置整体设计为圆柱形。气动顶升涨紧闸块用来支撑卷轴,而顶升涨紧闸块靠气囊的作用力控制张紧和松弛。

图2 气囊式紧式拉线卷筒定位装置
常态时3个涨紧闸块处于压缩弹簧作用下的释放位置,此时将拉线卷推入铜套式辊轴至定位挡盘,通过控制开关使气囊至涨紧状态,则涨紧装置的涨紧块通过气囊将顶升涨紧闸块弹起,拉线卷锁定于辊轴。
3.3 卷筒安装轴的设计
设计卷筒安装轴主体长度235mm,材料采用45#钢,卷筒安装轴直径设计为10mm,卷筒安装轴设计图如图3所示。

图3 卷筒轴设计图
设计卷筒气囊主体长度93mm,材料采用黑色橡胶,卷筒气囊直径设计为19mm,气囊设计图如图4所示。在材料选择上,黑色橡胶选择聚烯烃热塑性弹性体,其性能较好、密度较小、韧性较高、低温抗冲击性能较强、易于加工,且重复使用率高。

图4 气囊设计图
卷筒内芯内径尺寸30mm,安装轴套上气囊及涨块后,径向跳动控制在1mm以内。
4 效果验证
完成气囊式涨紧方式拉线快换装置的加工组装对改进很有成效,对7台套机组操作工再次进行更换拉线卷筒停机时长统计,每人进行4次测验,统计结果见表4。同时,为了解拉线更换过程中,YB95包装机拉线稳定性情况,对各机台因拉线稳定性引起故障频次进行为期5周的跟进。
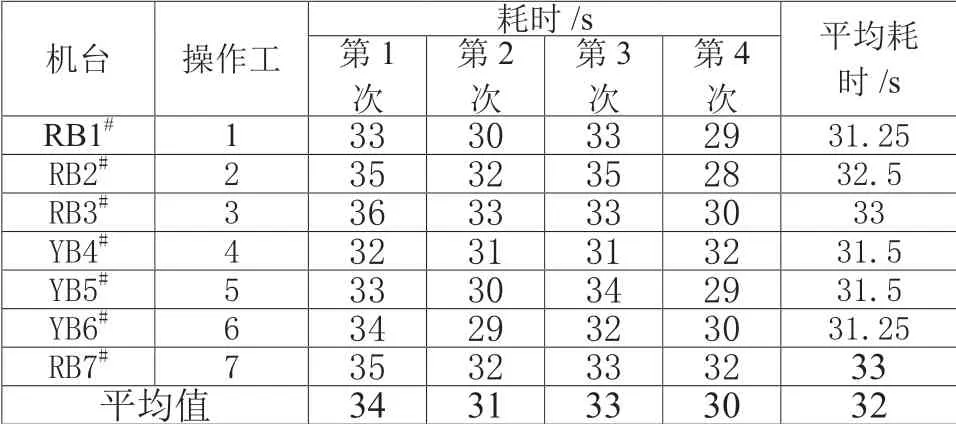
表4 改进后操作工更换拉线卷筒时长统计表
由表4可知,YB95包装机拉线装置改进为气囊式涨紧方式后,更换拉线由改进前平均耗时120s降至32s,同时跟进5周的运行稳定性情况,均未出现因拉线更换运转出现故障停机。上述结果表明,该装置大幅度降低操作工更换拉线时间,且其装置稳定性优秀,有效保障了设备运行效率。
5 结语
采用条透拉线卷轴气动涨紧方式后,实现了拉线卷轴快速更换、快速涨紧,且定位准确。在原有安装空间中安装拉线卷轴气动涨紧装置,改进后设备运行稳定、操作简单、固定可靠。在整个拉线输送过程中,从大卷到最小卷一直都能够稳定的输送拉线,拉线定位准确牢固,输送平稳,保证了产品质量,减少原先安装和更换纸卷时的劳动强度,避免运行时纸筒的相对位移,简化安装拉线卷轴的操作程序,缩短安装和更换拉线卷轴的时间。
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
中国修船(2022年2期)2022-04-28
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
重型机械(2020年2期)2020-07-24
电脑报(2020年16期)2020-06-30
学生天地(2020年19期)2020-06-01
船舶与海洋工程(2018年5期)2018-11-14
红岩(2017年6期)2017-11-28
