
页岩气套管制造工艺分析与质量控制技术研究
2022-12-12 11:50闫凯陈禹含沈沉冯继刚巨翔李楠
中国设备工程 2022年23期
闫凯,陈禹含,沈沉,冯继刚,巨翔,李楠
(1.中国石油集团工程材料研究院有限公司,陕西 西安 710077;2.中国石油西南油气田物资分公司,四川 成都610083;3.北京隆盛泰科石油管科技有限公司,北京 100101)
页岩气作为非常规天然气,逐渐成为我国天然气领域增产最快的能源。研究数据表明,目前我国页岩气技术可采资源量约为31.6×1012m3,约占全球页岩气资源量的1/7,拥有巨大的开发潜力。自2014年我国开始页岩气商业开发以来,随着技术的逐步成熟,基本已经形成了适合我国国情的页岩气开发理论体系。在我国低碳环保发展理念和双碳政策的推动下,页岩气作为清洁能源具有良好的开发前景。套管是页岩气勘探开发的重要装备,其质量性能直接影响着页岩气井井筒完整性,是页岩气安全高效开发的重要保障。根据页岩气套管的使用工况,研究分析影响其本质质量的热加工工艺,对制造阶段和检验环节的关键节点加强质量控制,从而提升页岩气套管的质量性能水平。
1 页岩气开发情况
美国作为页岩气开发最早的国家,技术手段最完善。水力压裂技术的突破带来了美国的页岩气革命,使其2020的年产量达到了惊人的7362×108m3,约占全球产量的90%。我国页岩气开发起步较晚,从2007年至今,我国页岩气发展经历了合作借鉴、自主探索、工业化开发3个阶段,年产量从0达到了2020年的200×108m3。虽然与美国相比还有很大的差距,但是作为第二个掌握页岩气开发核心技术的国家,我国的页岩气开发具有良好的发展前景。由于地质条件和开发条件特点,页岩气开发具有明显的区域限制。表1为中美页岩气开发条件的对比。不管从地质条件还是经济成本方面考虑,我国的页岩气开发条件明显处于劣势。

表1 中美页岩气开发条件对比
正是由于页岩气开发条件差,地质状况复杂,现场工况恶劣,对页岩气套管的质量性能要求也越来越高。
2 页岩气套管性能分析
由于特殊的地质条件及页岩气开发技术特点,页岩气套管失效形式主要有电化学腐蚀失效、密封失效及套管变形失效等,其中因压裂施工过程导致套管变形损坏是目前套损率高的主要原因。因此保证页岩气井井筒安全的要求体现在套管性能中,主要集中于理化性能、抗腐蚀和抗挤毁等特殊性能上。目前,各生产厂家对页岩气套管常规力学性能和化学成分的控制基本可以做到保质保量,提升其抗腐蚀性能、抗挤毁性能等特殊性能是制造厂和用户的关注重点。下面对国内页岩气套管的特殊性能特点进行简单分析。

表2 不同钢级套管抗腐蚀性能对比
2.1 抗腐蚀性能
抗腐蚀页岩气套管通常采用95S、95SS、110S、110SS钢级套管,具有较好的抗腐蚀性能。由于热处理工艺及合金元素成分不同,SS钢级套管更容易通过高加载强度下的抗腐蚀测试,具有更强的抗腐蚀性能。目前,页岩气开发中,越来越多的使用抗腐蚀性能套管,因腐蚀失效造成页岩气套管损坏的套损率逐渐降低。
2.2 抗挤毁性能
页岩气开发中,通常在井筒弯曲段采用140钢级套管,具有较高的抗挤毁性能,水平段一般采用125钢级套管,具有一定的抗挤毁性能。表3为页岩气用同一规格不同钢级抗挤毁套管的性能对比,比较可得钢级越高,套管的抗挤毁强度越大。从设计的角度来讲,根据目前页岩气井用套管类型可知,套管的设计强度完全有能力承受页岩气储层内的地应力环境而不发生挤毁破坏。由于复杂的地质条件,套管在压裂施工过程中所承受的是多种载荷同时作用,复合载荷可能造成套管局部塑性屈服,最终导致套管损坏。所以,应从套管本身着手,做到性能稳定可靠。

表3 不同钢级套管抗挤毁性能对比
3 制造工艺分析与质量控制
页岩气套管的生产制造是一个复杂的过程,图1为页岩气套管主要制造工艺流程图。影响页岩气套管性能的因素很多,主要有合金元素成分、热处理工艺、几何尺寸等。下面从套管的生产制造及检验环节分析套管的质量控制要点。

图1 页岩气套管主要生产工艺流程图
3.1 制造工艺分析
3.1.1 炼钢
研究表明Mo、Cr元素是抗腐蚀最重要的元素,Mn能提高钢的强度,V能提高钢的韧性。抗腐蚀套管应在降低P、S元素的同时,适当增加Mo、Cr元素。抗挤毁套管应降低P、S元素的同时,控制C、Mn元素,适当增加V元素,以提高套管的强度及韧性。
3.1.2 轧制
连轧工序决定了套管的壁厚,定径工序决定了套管的外径、椭圆度。研究表明套管壁厚、壁厚不均匀性、外径椭圆度等是套管抗挤毁性能的重要影响因素。以壁厚举例,以139.70×12.70mm规格,140钢级为例,D/t≤11.84,控制壁厚范围为(-10%~+15%) t,适用API 5C3 屈服强度挤毁压力公式(1),计算同一规格钢级套管不同壁厚的抗挤毁强度,图2为不同壁厚抗挤毁强度折线图。由图可以看出,同一规格钢级套管,壁厚越大,抗挤毁强度越大。

图2 不同壁厚套管抗挤毁强度对比

式中: D —外径,mm;
t —壁厚,mm;
PYp—最小屈服强度挤毁压力,MPa;
fymn—材料的屈服强度,MPa。
3.1.3 热处理
目前,页岩气用套管基本都采用调质热处理工艺。热处理过程中,淬火可以提高套管强度,高温回火可以增强套管韧性及抗腐蚀性,回火及高温矫直可以消除残余热应力。不同的温度对套管强度、韧性及残余热应力的影响是巨大的,严格控制温度是热处理的关键。图3为140V钢级页岩气用套管典型热处理温度控制曲线示意图。
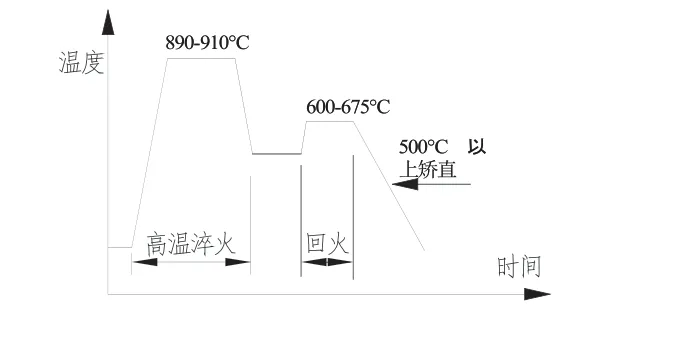
图3 Φ139.70×12.70mm 140V套管热处理温度控制曲线
3.2 性能检验和质量控制
生产是质量的根本,检验是质量的保证,通过对套管质量性能的检验,验证热加工工艺的适用性,并保障出厂产品符合标准要求。
3.2.1 几何尺寸检验
由于套管壁厚均匀度、椭圆度参数属于间接测量,需要计算得来。目前,各个制造厂家对壁厚均匀度、椭圆度的检验普遍存在不够重视,检验频次低。应在每轧制批开始阶段及时检验,并在生产过程中适当加大检验频次,偏差在极限时及时调整设备及生产工艺。
3.2.2 力学性能试验
各生产厂家对套管常规力学性能的控制基本可以做到保质保量。需注意的是取样的均匀性,取样方法应覆盖热处理批的始末、试验批始末及管子的两端。若试验不合格,需要复验,需关注复验取样的数量及位置。
3.2.3 抗腐蚀性能试验
抗腐蚀试验应严格按照ANSI-NACE TM0177-2016标准进行,试验时应特别关注:①试样取样频次、位置,应至少按热处理炉批取样,并取硬度最高的管子;②试样尺寸、外观,如试样直径6.35±0.13mm;溶液PH值,如试验前PH值≤2.8,试验后PH值≤4.0;③加载载荷、溶液充盈度、试验持续时间;④试验结束后检查试样外观是否存在断裂、应力腐蚀开裂等。图4 为某110SS钢级套管SSC试验前后试样外观对比。
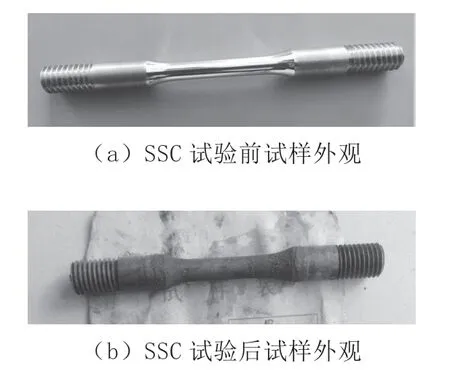
图4 SSC试验前后试样外观对比
3.2.4 抗挤毁性能试验
页岩气井筒直井段及水平段套管由于承受着特殊的压裂开采施工工艺,制造厂应按一定的频次进行抗挤毁试验。许多制造厂基于试验成本、生产节奏等考虑,存在少做、不做的(以程序文件做保证)情形。试验时应特别关注:①取样的随机性,由于壁厚、壁厚均匀度、椭圆度对抗挤毁性能都有一定的影响,所以应随机抽取试样,更能代表试验批的性能;②增压速率,试验压力应匀速增长,且速率不易过大,图5为某110TS钢级套管抗挤毁试验压力曲线,速率约为1200Psi/min。

图5 110TS钢级套管抗挤毁试验压力曲线
4 结语
作为页岩气井重要设备,套管本身的性能质量决定着页岩气开发生产安全和效率,应加强质量控制。
(1)通过分析研究表明,抗腐蚀和抗挤毁性能是页岩气套管保证质量的重要性能,钢级越高、壁厚越厚,其抗挤毁强度越大。
(2)炼钢、轧制、热处理等工艺对页岩气套管性能影响较大,制造厂家应优化热加工工艺,在炼钢阶段控制好合金元素成分,在轧制阶段控制好管子壁厚、外径、椭圆度等,在热处理阶段控制好炉温以及时间。
(3)应加强页岩气套管壁厚均匀度、椭圆度检验,严格进行化学成分分析、力学性能、特殊性能等试验检验,确保出厂产品的质量性能符合技术要求。
猜你喜欢
现代经济信息(2022年33期)2023-01-21
钢管(2022年1期)2022-06-29
钢管(2021年2期)2021-11-30
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
石油与天然气地质(2021年2期)2021-06-16
大众科学(2019年5期)2019-08-26
中国设备工程(2019年12期)2019-08-05
科技资讯(2017年15期)2017-06-29
中国科技纵横(2017年8期)2017-05-20
科技视界(2016年11期)2016-05-23
