
西昌化产焦油渣无害化处置及超级离心脱渣技术研究
2023-01-16 04:03格尔子聪赵新春李兴胜
四川冶金 2022年6期
格尔子聪,赵新春,李 东,李兴胜,杨 波
(攀钢集团西昌钢钒有限公司,四川 西昌 615032)
西昌焦化是炼铁高炉冶炼原燃料焦炭生产线,是国内大型钢铁联合企业第一家建成投产6.25 m捣固焦炉的厂家,设备自动化控制水平高,焦炉生产的捣固焦炭强度高,被成功应用于1750 m3大型钒钛磁铁矿高炉上。其中炼焦中产生的荒煤气由煤气净化系统进行处置,主要由冷凝鼓风、硫铵、终冷洗涤、脱渣、制酸、粗苯蒸馏段和综合油库等组成。
国内焦化企业处理焦油渣的方法大致有以下两种方法,第一种是将焦油渣直接随配合煤进入煤塔回用于炼焦或直接混入燃料煤中回用于炼焦;第二种是将焦油渣和煤粉混合搅拌,制作成型球团,输送到煤塔回用于炼焦。但是,这两种处理方式都存在弊端,无法满足焦油渣无害化处置及超级离心脱水脱渣技术。
因此,采用先进、成熟、可靠、实用的物理分离方式处理粗焦油和焦油渣,可将焦油渣中的煤粉和焦油分开,焦油作为产品销售或加工,煤粉作为炼焦煤使用,不仅有利于回收化产品焦油,也有利于焦炭质量稳定,同时大大改善现场环境。焦油渣处理系统为独立的系统,系统运行及停运不影响化产装置的连续运行,焦油渣处理系统的负荷范围与化产装置负荷范围相协调,保证在负荷调整的情况下,焦油渣处理系统具有良好的、适宜的调节特性,在化产装置运行的条件下能可靠和稳定地连续运行。
1 工艺现状及存在问题
1.1 工艺特点
焦化化产由冷凝鼓风、酸洗法硫铵、终冷洗苯、脱渣、蒸馏、硫酸及油库七个装置组成。其中,冷凝鼓风装置由煤气初冷、电捕焦油器、鼓风机及焦油氨水分离四个单元组成;蒸馏装置由剩余氨水蒸氨、粗苯蒸馏、脱渣再生三个单元组成。硫酸装置WSA湿法制酸工艺及主要设备从丹麦TOPSOE公司引进。煤气处理量:66706~71375 m3/h。煤气净化工艺流程:荒煤气→气液分离器→初冷器→电捕焦油器→鼓风机→酸洗塔→终冷、洗苯→真空碳酸钾法脱渣制酸→净煤气供用户。
西昌焦化采用焦油氨水分离工艺系统,气液分离器分出的焦油氨水混合液进入4台并联作业的机械刮渣槽,分离出的焦油渣由机械刮板机刮入焦油渣小车,定期送往备煤车间掺入炼焦煤中。脱除焦油渣后的焦油氨水进入2台并联作业的立式焦油氨水分离槽静置分离,从焦油氨水分离槽分离出的焦油经过焦油溢流瓶进入2台并联的焦油中间槽,由焦油泵经液位调节器送往焦油库储存;从焦油氨水分离槽分出的氨水从上部溢流进入循环氨水中间槽,再用循环氨水泵送往焦炉集气管喷洒。从焦油氨水分离器分出的多余氨水满流至剩余氨水中间槽,再用泵将其抽出,送经陶瓷过滤器、气浮除焦油器,脱除氨水中的焦油及悬浮物后进入剩余氨水槽,再用泵送往蒸馏装置原料氨水槽。使用高压氨水泵将氨水从循环氨水泵抽出送至焦炉用于无烟装煤和集气管清扫。陶瓷过滤器需定期用过滤后的氨水并辅以低压饱和蒸汽反冲洗,冲洗后的污水排入地下放空槽。由焦油氨水分离器中部连续引出一定量的焦油氨水混合液(乳化液),由喷洒液泵送至初冷器的中、下段喷洒。
油库工艺技术采用本装置为液体产品及原料的贮存及装卸场所,设置焦油贮槽,接受冷凝鼓风装置送来的焦油,静止分水后用泵装车外销;设置粗苯贮槽,接受粗苯蒸馏单元送来的产品粗苯,并定期用泵装车外销;设置洗油汽车槽车卸车槽及洗油贮槽,用于接受并贮存外购的焦油洗油,并定期用泵送往粗苯蒸馏单元新洗油槽;设置NaOH和KOH碱液汽车槽车卸车槽及NaOH贮槽、KOH贮槽,用于接受外购的NaOH碱液、KOH碱液,并定期用泵送往脱渣装置碱液中间槽;本装置物料进出运输采用汽车,焦油外付泵及粗苯外付泵扬程满足送铁路装车线要求。
1.2 存在问题分析
焦油渣是焦化生产过程中产生的一种粘稠状工业固体危险废弃物,其主要成分为煤粉、焦粉和重质焦油等,物质中含有苯类、酚类、萘类等多种成分。焦油渣已经被列为危险固体废弃物,包括煤焦油精炼过程中焦油储存设施中的焦油渣(252-005-11)、炼焦过程中澄清设施底部的焦油渣(252-002-11)以及炼焦和炼焦副产品回收过程中焦油储存设施中的焦油渣(252-004-11)。
西昌焦化采用焦炉高压氨水无烟装煤技术,焦油渣在焦油槽中的沉积效应非常明显,为维持正常生产,需定期对焦油储槽进行清理,不仅耗费人工成本,同时由于清理作业空间密闭,存在较大安全风险。主要为以下几点问题:
(1)从机械化澄清槽中出分离的粗焦油含大量的焦油渣,焦油渣在焦油槽中会沉积,使得每年都要对焦油槽进行清理,耗费大量的人力物力。国内大部分焦化厂的鼓冷工段普遍使用了焦油超级离心机,对粗焦油进一步分离,除掉粗焦油中所含的大部分的氨水和焦油渣。
(2)焦油渣具有粘稠性、粘附性的特性,极易粘附在设备上,易造成给料不畅、粘连皮带,严重时还会出现煤塔堵料、下料斗堵料等现象。
(3)焦油渣的粘稠性和组分的波动性影响了配煤的准确率。焦油渣中含30%~40%的煤焦油,随焦油渣配煤入炉燃烧,造成煤焦油损失,降低化产品收益。焦油渣直接回用于炼焦,易导致焦炉热负荷升高,对设备的腐蚀性加大,不但会产生多环芳烃等有害废气排入大气中,还会造成焦油渣中30%左右的煤焦油等高附加值组分浪费。
2 解决方案
2.1 增设超级离心机技术
需要分离的物料(粗焦油)通过离心机中心供料管进入离心机内,在离心力的作用下,密度最大的固体(焦油渣)沉降在转鼓壁上,二相密度不同的清液形成同心圆柱,较轻的液相(氨水)处于内层,较重的液相(净焦油)处于外层,不同液体环的厚度可通过调节溢流堰和可变叶轮来改变。分离后的氨水和净焦油分别由各自的出口排出,沉积在转筒壁上的固体(焦油渣)由螺旋输送器传送到转筒体的锥体端,从排料口排出[1]。
2.1.1 工艺要求
机械化焦油分离槽出来的粗焦油进入焦油中间泵入口,由焦油中间泵输送至超级离心机进行脱水脱渣,在超级离心机内粗焦油为三相,固相为焦油渣,排入焦油渣处理装置的液化罐中;轻液相为氨水,流入地下槽,待地下槽液位达到一定高度后送到机械化澄清槽;重液相为净焦油,流入焦油中间槽,待焦油中间槽液位达到一定高度后送到焦油槽。
装置组成如下:
化产一系:1台焦油中间槽、2台焦油移送泵和2台超级离心机。
化产二系:1台焦油中间槽、2台焦油移送泵和2台超级离心机。

表1 工艺处理功能
2.1.2 技术更新
(1)采用进口超级离心机,分离效率高,自动化程度高,不需新增劳动定员;
(2)工艺技术改造过程不影响生产,施工简便。
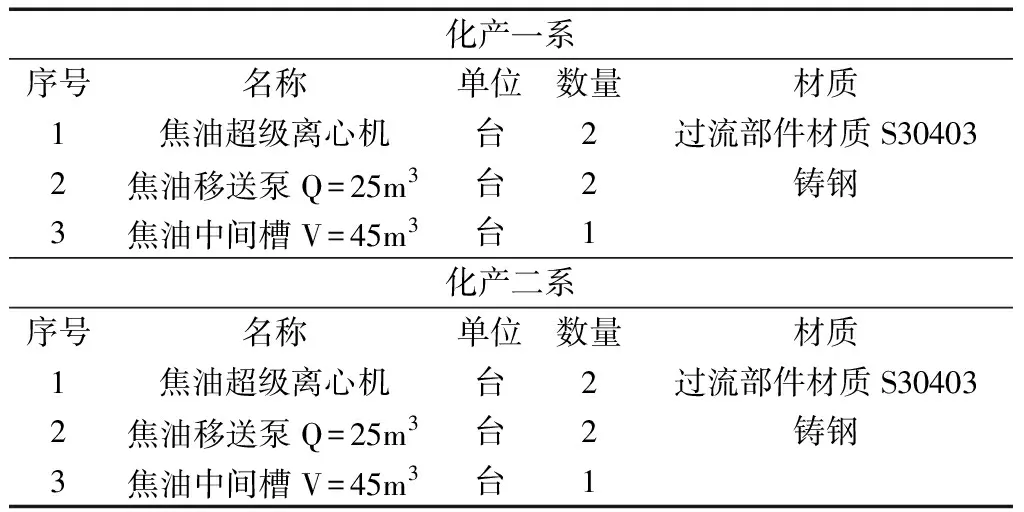
表2 主要设备
2.2 采用新工艺技术
2.2.1 工艺特点
在超级离心机焦油渣排渣口将焦油渣收集到焦油渣预处理装置(液化罐)内。焦油渣通过利用循环氨水的温度对焦油渣进行加温液化,冬天温度低于-5 ℃以下需要用蒸汽加热液化罐,有双套加温设备增加流动性。同时通过破碎,使焦油渣变为便于输送的流体,搅拌混匀后的焦油渣首先经过焦油渣研磨机研磨,再由焦油渣输送泵输送至焦油渣离心机,分离得到干渣和油水混合物,干渣直接用于配煤,油水混合物自流送回至焦油氨水分离器,从而实现了焦油渣的深度分离回收[2]。
(1)整个系统采取全程密封运行,在分离装置上方的尾气出口接入现场现有VOCS尾气系统。
(2)焦油渣(含油水)预处理系统:将焦油渣破碎、离心干化处理,即将焦油渣进行破碎后,再进行离心分离干化,回收焦油渣里面的焦油、氨水,增加部分焦油产量;离心干燥后的固体焦油渣成细粉状,焦油渣粉的性质与焦粉性质相似,与配合煤粒度相似,用于回配到配合煤中,替代部分瘦煤使用,降低配煤成本[3]。
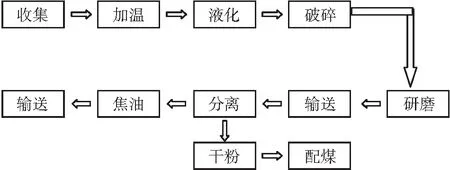
图1 简易工艺流程图
(3)装置组成
化产一系设计内容为1台机械化澄清槽、4台刮渣槽和2台超级离心机分离出的焦油渣处置系统;
化产二系设计内容为1台机械化澄清槽、4台刮渣槽和2台超级离心机分离出的焦油渣处置系统。
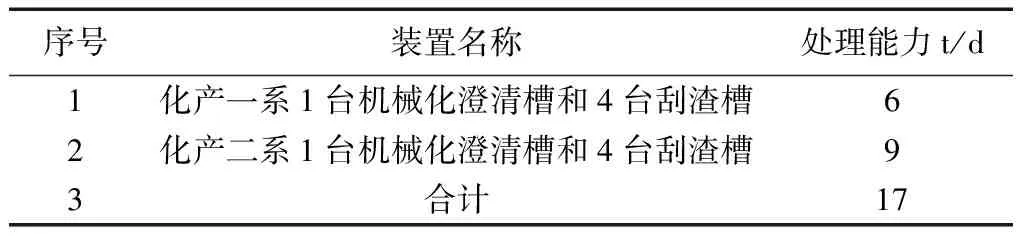
表3 装置焦油渣设计处理功能
该装置由液化装置;破碎输送装置;分离装置;仪表、供配电系统等。
2.2.2 技术优点
(1)完全利用余热能源,不增加焦化废水;
(2)焦油渣无二次倒运,全系统密闭作业彻底改变焦油渣生产区域、道路污染问题;
(3)产生的干粉基本上闻不到味道,解决了运输和使用(包括掺混、输送)过程中污染问题,大大改善了区域环境质量和职工作业环境;
(4)工艺技术改造过程不影响生产,施工简便;
(5)操作间歇式、简易,投资低、设备成熟可靠,经济效益、环境效益、社会效益可观;
(6)设备占地小,液化罐在机械化澄清槽出渣口下方,和原工艺相比基本不占用空间,分离设备一般占地15平米左右;
(7)该装置焦油渣年处理量(单套):≥3000吨;介质密度1270~1440 kg/m3;待处理焦油渣含固率≥50%;待处理焦油渣压力:常压;焦油渣处理系统处理后焦油渣含水(油)量≤20%,呈现松散、不粘结、粉末状态;焦油渣处理系统分离出的焦油送出方式:采用自流方式;焦油渣处理系统分离出的干渣采用渣斗回收并运往煤场;所有设备、管道(工艺管道采用碳钢材质)材料考虑防磨性,保证使用寿命[1]。
3 实施效果
(1)通过本项目可以消除焦油渣带来的一系列因为环境污染导致的罚款、减产等问题;焦油渣处理后含水(油)20%左右,未产生焦油渣,呈粉末状态,避免人工清理,直接可进入配煤使用,大大改善了现场作业环境,符合当前国家的产业政策。减少了焦油渣处置费和运输费,且大幅降低人工成本。
(2)原焦油渣回收到配煤室,对煤的配比产生影响,影响配煤精度,使用新工艺技术后,避免焦油渣直接回配煤室,同时提高了焦油回收量,本工艺技术年度处理焦油渣约6000吨,焦油渣含焦油约30%,回收按20%计,年回收焦油高达1200吨以上。
(3)各装置的焦油、焦油渣、剩余氨水(蒸氨废水)、蒸汽等介质接点均从原有装置附近接出,不产生新设备投入,达到改造升级成本的目的。同时杜绝了焦油渣具有粘稠性、粘附性的特性,极易粘附在设备上,易造成给料不畅、粘连皮带,煤塔堵料、下料斗堵料等现象,提高了该生产装置的高效运行。
4 结语
通过西昌化产焦油渣无害化处置及超级离心脱渣技术研究成果的实施,彻底解决了焦油渣处置难点,投产后避免造成焦油渣中30%煤焦油等高附加值组分浪费,确保焦油渣的粘稠性和组分的波动性的稳定,满足生产工艺指标,配煤的准确率高达99%。焦油渣中煤焦油含量有效控制在1%以内,避免随焦油渣随配煤入炉后燃烧造成煤焦油损失,提高了化产品的收益,对焦化降本增效有力支撑。
焦油渣无害化处置技术及煤焦油超级离心脱水脱渣技术成熟可靠,满足国家安全环保规定,设备设施高效运行稳定,操作维护简单,自动化水平高,降低了人工成本和作业人员的劳动强度。
猜你喜欢
冶金动力(2022年5期)2022-11-08
中学生理科应试(2021年10期)2021-12-07
中国盐业(2018年20期)2019-01-14
鞍钢技术(2018年2期)2018-04-13
制冷技术(2016年2期)2016-12-01
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28
祝您健康(1985年3期)1985-12-30
中国青年(1965年18期)1965-08-20
