
一种新型多功能冲压件检具研究
2023-02-07 08:34李欢迎河北省汽车工程技术研究中心
锻造与冲压 2023年2期
文/李欢迎·河北省汽车工程技术研究中心
通过对冲压件检具常规结构的分析,从技术角度总结了一般常规检具结构的缺点,并针对这些缺点研究出一种新型多功能检具结构,重点从其原理、结构、应用范围、节省开发周期、降低检具开发成本及节约现场存放空间等几个方面进行详细介绍。
汽车主机厂为保证生产出高质量的产品,优质冲压件检具是前提条件之一。冲压件检具是测量批量制件合格与否的关键工装,随着主机厂车型向着多元化发展,冲压件检具所占空间也越来越大,因此将零件及工装标准化、通用化、模块化是产品研发的努力方向之一。通用化设计不仅降低产品开发费用,缩短项目开发周期,还节约现场工装存放空间及减少工装维护保养的工作量。如何降低汽车冲压件检具的制造成本、缩短制造周期、降低占用空间、提升利用效率等,使企业更具有产品品质的竞争优势,是我们一直在研究探索的话题。
现有技术介绍
现有顶盖检具结构
常规顶盖检具为单独开发的检具,结构如图1 所示,仅仅用于顶盖外板及天窗顶盖外板的精度测量。

图1 顶盖检具结构图
天窗加强板检具也是单独开发的,结构如图2 所示,一般不同种类的制件都会单独开发检具来进行制件精度测量。
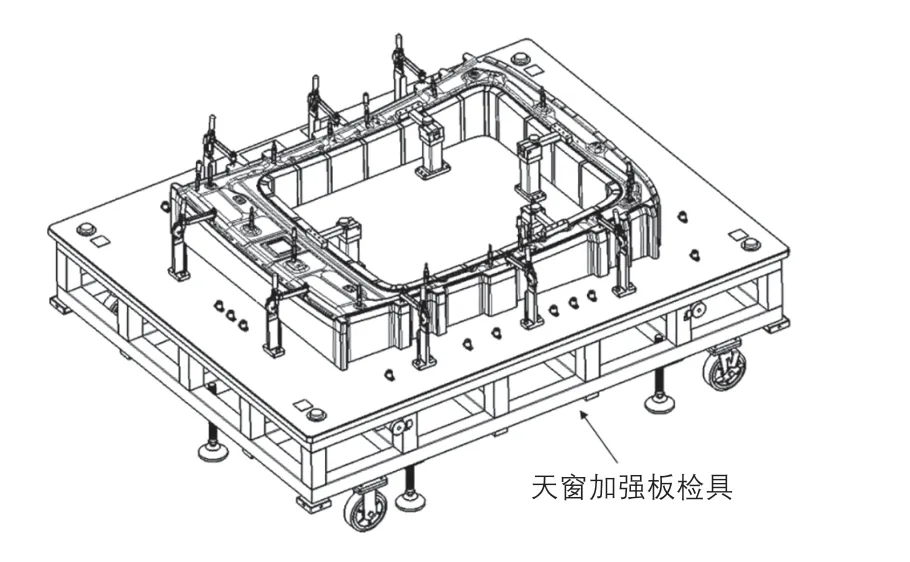
图2 天窗加强板检具结构图
现有技术的缺点
现有技术存在几项缺点:⑴单独开发费用高;⑵单独开发周期长;⑶单独开发检具占用空间大;⑷现场维护保养耗时耗力。
一种新型多功能检具
针对现有技术及存在的缺点,研究出一种新型多功能冲压件检具,其具备以下特点:⑴实现了异类制件公用检具的创新理念;⑵一定程度上降低了检具开发费用,缩短了检具开发周期;⑶很大程度上节省了检具占用的空间;⑷降低了现场人员维护保养检具的工作量。
新技术方案详解
⑴新型多功能冲压件检具轴测图见图3。
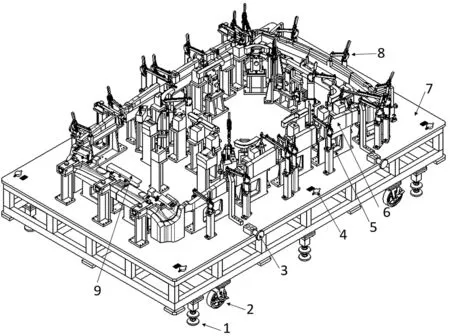
图3 新型多功能冲压件检具轴测图
⑵新型多功能冲压件检具俯视图见图4,A、B为顶盖外板与天窗顶盖外板定位销孔,C、D、E 为天窗加强板定位销孔。A、B、11 ~39 为天窗版顶盖外板RPS 位置,A、B、11 ~31、40 ~42 为顶盖外板用RPS 位置,C、D、E、22 ~25、28 ~31 为天窗加强板用RPS 位置。
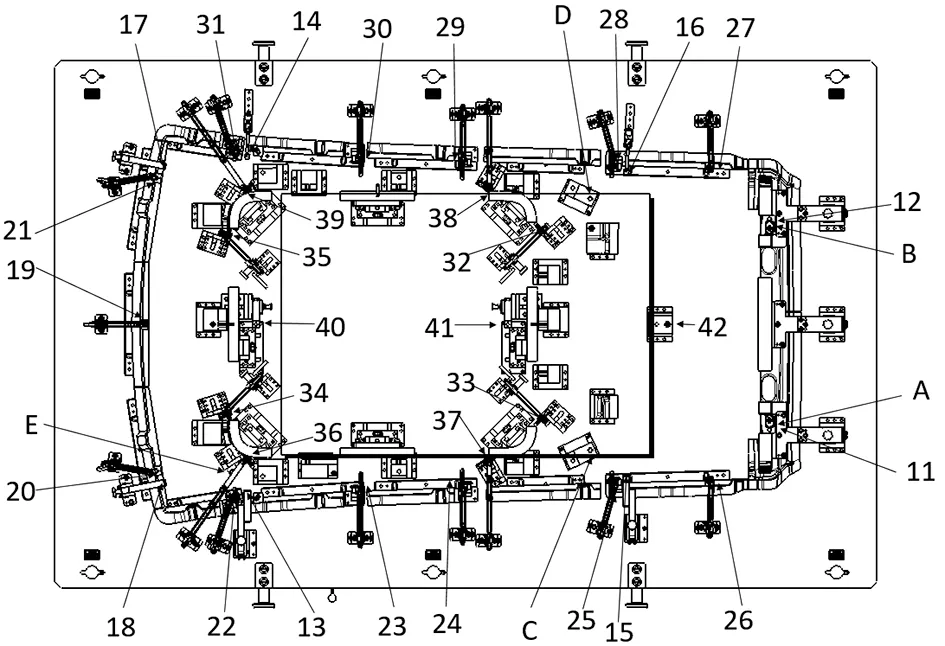
图4 新型多功能冲压件检具俯视图
⑶顶盖外板检测简图见图5,检测时候的RPS 固定顺序为:RPS1 →RPS2 →RPS3 →RPS4 →RPS18 →RPS20 →RPS19 →RPS21 →RPS22 →RPS23 →RPS5 →RPS6→RPS7→RPS8→RPS9→RPS10→RPS11→RPS12→RPS17 →RPS16 →RPS15 →RPS14 →RPS13,其中RPS24、RPS25、RPS26 仅为支撑不夹紧。
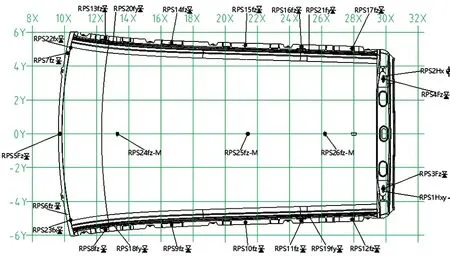
图5 顶盖外板检测简图
⑷天窗顶盖外板检测简图见图6,检测时候的RPS固定顺序为:RPS1 →RPS2 →RPS3 →RPS4 →RPS18→RPS20 →RPS19 →RPS21 →RPS22 →RPS23 →RPS5→RPS6 →RPS7 →RPS8 →RPS9 →RPS10 →RPS11 →RPS12 →RPS17 →RPS16 →RPS15 →RPS14 →RPS13→RPS24 →RPS25 →RPS26 →RPS27 →RPS28 →RPS29→RPS30 →RPS31。
⑸天窗加强板检测简图见图7,检测时候的RPS固定顺序为:RPS1 →RPS2 →RPS3 →RPS4 →RPS5 →RPS6 →RPS7 →RPS8 →RPS9 →RPS10 →RPS11。
⑹图8 为切换机构01,此仅为检查全景天窗顶盖外板天窗的面差及间隙用的样块组件。当检测顶盖外板制件的时候,需要将紧固螺钉66 打开,将样块63 及样块安装支架62 打开至与限位螺钉65 相接触为止,避免顶盖外板型面与样块相干涉。

图8 切换机构01
⑺图9 为切换机构02,此仅为检查全景天窗顶盖外板天窗内部RPS 的夹紧器组件,当检测顶盖外板时候需要将锥形插销72 拆除,松开紧固螺钉76,将快卡支座71 逆时针绕着旋转轴75 进行旋转,直到与止位销74 接触后停止。
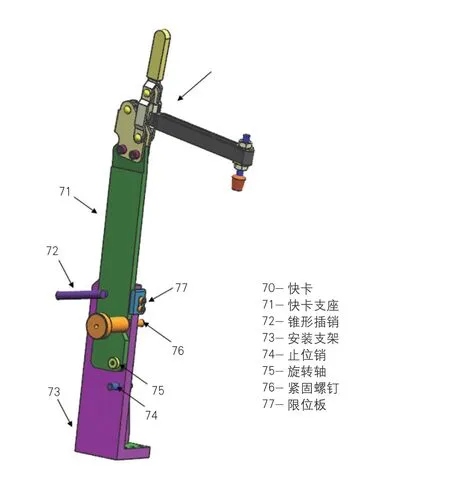
图9 切换机构02
⑻图10 为切换机构03,此为三种制件共同使用,只是需要进行基准切换来实现不同制件的检测功能。由于顶盖外板与4 根顶盖加强梁合装,全景天窗顶盖外板与天窗加强板合装,故在整车的空间位置上,顶盖外板、全景天窗顶盖外板、天窗加强板是不同的。假设基准转换块中间为0 位的话,比0 位置高出1.2mm 的基准为天窗加强板基准,比0 位置高出1.0mm 的基准为顶盖外板检测基准。基准转换块正视图见图11。

图10 切换机构03
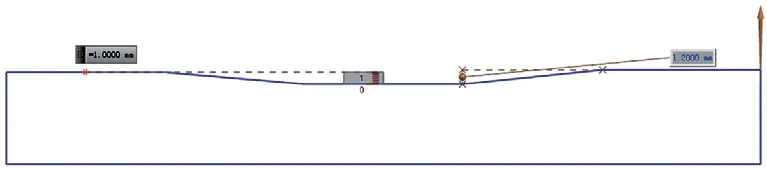
图11 基准转换块正视图
通过切换检测块的有无来避免不同制件间的干涉情况发生;通过选用不同的RPS 及夹紧顺序,有效地保证制件检测的真实性及规律性;通过调整基准转换块位置来避免检测不同制件时候干涉情况的发生;通过切换基准块高度来保证不同制件基准的有效性;通过调整基准块的位置来实现不同制件的有效基准,从而保证制件检测精度的真实性。经过上述的调整,实现了顶盖外板及全景天窗顶盖外板的手检及三坐标检测,实现了天窗加强板功能孔手检,修边及翻整面的面差及其余孔的三坐标配合检测。
结束语
此款新型多功能冲压件检具,实现了异类件共用检具进行制件精度检测的功能;检具布局紧凑、结构精简,在节约项目开发成本的同时,不仅减少现场检具存放空间,还减少了现场人员对检具的维护保养工作,为后期类似多功能冲压件检具短周期项目提供了可借鉴的成功案例。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年10期)2018-10-13
