
浓香型白酒生产废水水质及其治理研究
2023-02-16 11:48周菊容骆亚锋王泽元
酿酒科技 2023年2期
周菊容,陈 涨,骆亚锋,代 厅,王泽元
(1.四川郎酒股份有限公司,四川古蔺 646523;2.四川省古蔺郎酒厂(泸州)有限公司,四川泸州 646500)
浓香型白酒是我国四大传统香型白酒之一,以其独具的“泥窖固态发酵,混蒸混烧,续糟配料”工艺,造就了浓香型白酒“窖香浓郁,绵甜醇厚,香味协调,尾净爽口”的风格特征,倍受消费者青睐,占据白酒市场半壁江山。
浓香型白酒分为单粮型和多粮型,生产有“千年窖池万年糟”的说法,即每完成一排发酵,需去掉面糟,再加入高粱等原料,继续发酵,让新粮老糟无限循环,周而复始。酿造采用泥窖发酵,其内酒糟分为面糟和上、中、下层糟,为了确保发酵品质,采用了更加精准精细的“分层投粮、分层发酵、分层堆糟、分层蒸馏、分段摘酒、分质并坛”工艺。本文对多粮浓香白酒生产的产污水过程进行跟踪研究。
1 浓香型白酒生产工艺及废水来源
1.1 浓香型白酒生产工艺(图1)
浓香型白酒的生产主要包括制曲、酿造、酒储、勾调、包装、成品仓储等。生产工艺如图1所示。
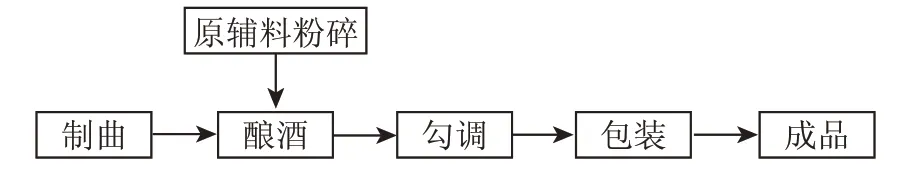
图1 浓香型白酒生产流程图
以小麦为原料制成的浓香大曲为糖化发酵剂,与酒糟、粮粉拌合,经泥窖固态发酵,固态蒸馏,取酒、陈酿、勾调、包装。
1.2 制曲及其废水形成(图2)
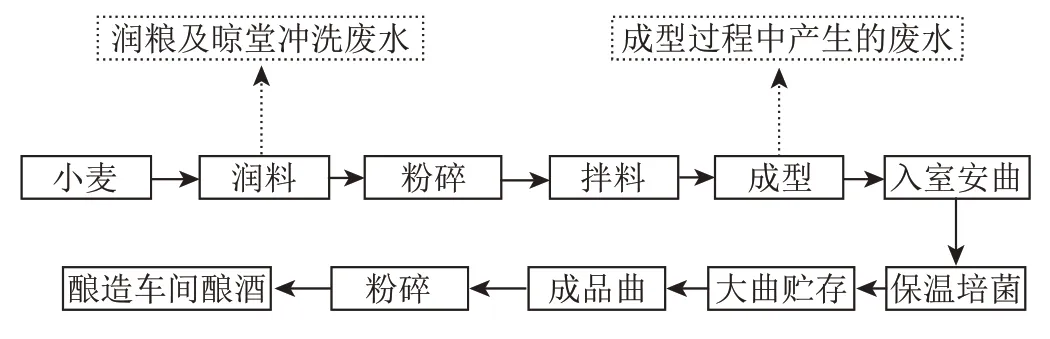
图2 制曲生产工艺及产污流程图
由图2 可知,制曲生产废水排量少,主要为多余的润粮水和冲洗晾堂、设备等产生的含粮食粉末的清洗水。
1.3 酿造及其废水(图3)

图3 浓香型白酒生产工艺及产污流程图
由图3可知,酿造过程中主要废水包括6部分:
(1)供汽锅炉产废水W0,包括锅炉定期排污水、制水再生浓水、管道冷凝水等。混合废水受锅炉定排水水温影响,水温在30~50 ℃;水质污染物少,为较清洁的水。
(2)窖池发酵产生黄水W1,黄水是酒糟在堆积发酵或者窖池内厌氧发酵产生的窖底水,回收有用物质后排放,废水中有机物含量高、生化性好。
(3)底锅水W2,粮食糊化和糟醅蒸馏时水蒸汽在糟醅反复冷凝下沉聚集在锅底与原有成分形成的混合液体。因其作为糟醅蒸馏环节的蒸汽介质,从甑内糟醅中交换,沉积大量的酸、酯、醇以及淀粉、糖分等有机成分,导致了COD、浊度和悬浮物的含量高,是典型的高浓度有机废水[1],具有有机物浓度高、温度高(95~100 ℃)的特性,排量受锅底加水量影响。
(4)低度酒尾水W3,取酒后,剩余尾水,含部分乙醇等有机物的冷凝水。冷凝水排放量受冰缸大小与冷却水温度影响。
(5)摊晾机清洗水W4,摊晾机清洗频次受气温影响,气温越高,清洗频次越多,生产过程中清洗时间短、用水量少;生产结束后,晾糟机彻底打扫,用水量大,酒甑等设备与地面清洗水一起经细格栅过滤大颗粒粮食物质后排入工业污水管道。
(6)冷却排污水W5,取酒过程的冷却水,冷却水水温高达70~80 ℃,独立循环冷却使用,停产或清洁时少量排水。
1.4 勾调包装工艺及废水来源(图4)
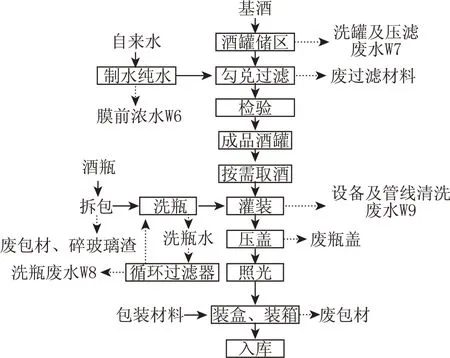
图4 浓香型白酒包装工艺及产污流程
酒液存储、包装过程中产生的废水包括4 个方面:
(1)制水浓水W6:根据制水工艺不同、出水率不同、浓水量不同,排水污染物浓度低,含盐量较高;根据出水率的不一致,排水处置利用方式不同。
(2)洗罐(管)及压滤水W7:酒罐(管)清洗水及勾调压滤废吸附剂产污水含少量酒液,CODcr 浓度高、无其他污染物,间歇产生,单独收集利用。
(3)洗瓶废水W8:白酒包装使用新瓶,洗瓶废水仅含少量SS,经过滤后部分循环利用,余水排放,污染物少,可做绿化喷淋水、冲洗水及市政喷洒、路面保洁使用。
(4)设备及管线清洗废水W9:酒机灌装任务完成后或更换不同类型白酒前需对酒机设备及输酒管线进行清洗,产生含少量乙醇的废水,CODcr 浓度高、废水量少,单独收集利用。
2 浓香型白酒生产废水水质分析
浓香型白酒,年生产时间250~300 d,根据生产工艺与废水成分,根据酒厂实际将废水分为两类,一类是清洁的水,包括酿造冷却水、洗瓶水等生产废水,废水量大,可循环利用或单独处理回用;二类是污染浓度较大的生产污水,集中进行污水处理。按照清污分流的原则,分类分质,节约运行成本,下文对各类生产污水进行了水质跟踪分析。
为了解废水的水质变化情况,对污水站调节池、黄水、压滤水等水样进行取样分析,并对污染物均值(CODcr、NH3-N、TN、TP、pH 值)进行同步对比,数据统计结果如下:
2.1 酿造车间黄水水质
通过对2019—2021 年车间黄水水质进行3 年跟踪,每月抽取1 个黄水样进行分析(8 月停产除外),分析结果见图5—图9。
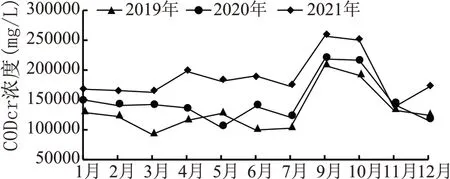
图5 黄水抽样CODcr分析数据图

图6 黄水抽样NH3-N分析数据图
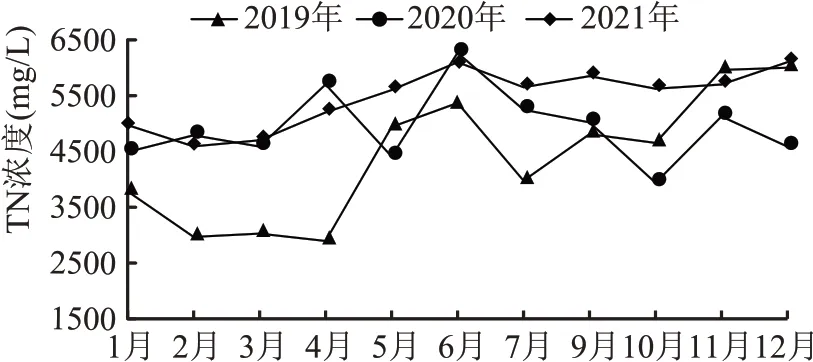
图7 黄水抽样TN分析数据图

图8 黄水抽样TP分析数据图
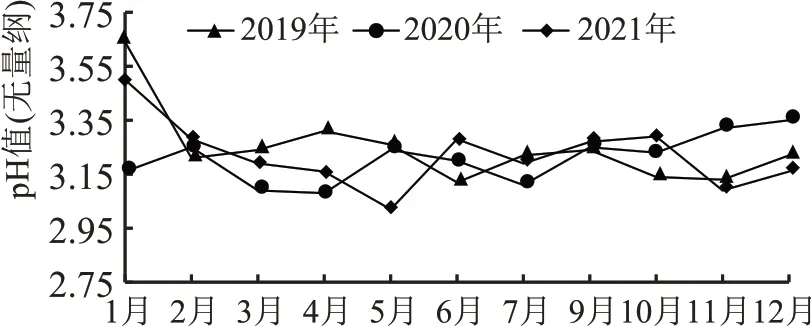
图9 黄水抽样pH值分析数据图
由图5—图9 可知,2019—2021 年3 年黄水中水污染物CODcr 浓度在92231~256850 mg/L、NH3-N 浓度在602~2600 mg/L、TN 浓度在2895~6267 mg/L、TP 浓度在721~1743 mg/L、pH 值在3.08~3.64 之间。黄水污染物浓度大、酸性强,CODcr、NH3-N、TN、TP 有逐年增高趋势,pH 值较为平稳,与其他四个指标趋势相反。
2.2 酒罐(管)清洗水
勾调包装生产过程中,产生清洗酒罐、酒机、输酒管线以及吸附剂压滤滤液等含乙醇的清洗污水,单独收集利用,通过对2019—2021 年酒罐清洗水CODcr 和pH 值进行跟踪,每月抽取1 个酒罐清洗水分析CODcr及pH值数据图见图10、图11。
由图10、图11 可见,酒罐清洗水CODcr 值有上升趋势,浓度在54300~146310 mg/L 之间;pH 值在3.18~4.89 之间,呈酸性。水质浓度变化与清洗水量、压滤方式有关。清洗水含乙醇,CODcr 值较大,可生化性强,单独收集进行污水处理后可作为补充碳源使用[2]。
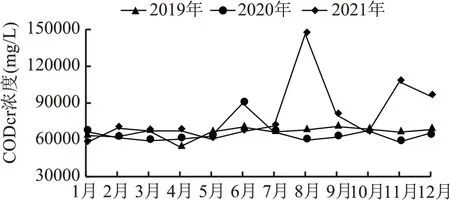
图10 酒罐清洗水CODcr分析数据图
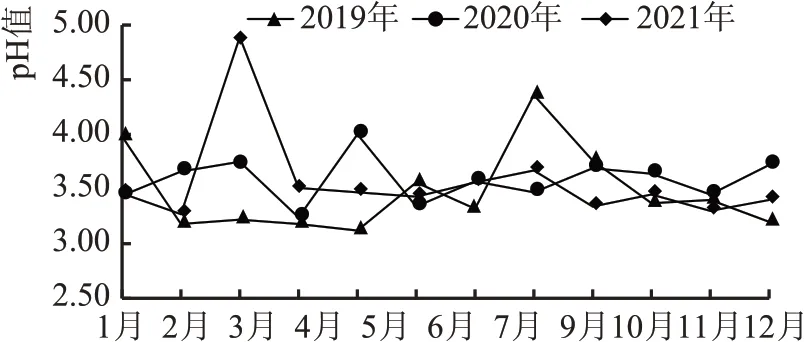
图11 酒罐清洗水pH值分析数据图
2.3 清洁水水质
酿造生产的冰缸冷却水、包装洗瓶水、锅炉冷凝水、勾调制水浓水等废水,废水污染物浓度低,CODcr<100 mg/L,若与生产污水混合处理,会增加污水处理负荷与成本,故对其进行分类收集和处置利用。
2.4 综合污水水质
按照清洁生产、分类分质收集处理的要求,企业收集浓香白酒中制曲清洗水,酿造生产污水(除冷却水),包装、勾储清洗水,锅炉生产废水,污水站自产污水等综合工业污水(无清洁水),持续跟踪浓香型白酒生产发展中四年综合污水水质情况,统计CODcr、NH3-N、TN、TP、pH 值,进行分析,指导污水治理,排水浓度与企业管理、清洁生产水平密切相关[3]。
2.4.1 综合污水CODcr浓度
由图12 可知,四年CODcr 浓度均值逐年增长,2018 年9 月前浓度最低,为8381 mg/L,9 月复产浓度升高超过10000 mg/L,生产时实施清污分流,将酿造冷却水单独收集回用。2019 年、2020 年和2021 年企业开展环保目标检查,落实考核,实施清洁生产方案,员工节水意识增强,用水量减少,2021年CODcr 浓度达到最高。CODcr 浓度具有一定的波动,在10584~16578 mg/L之间。
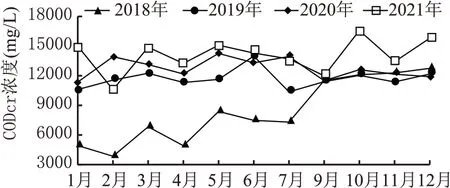
图12 综合污水CODcr月均浓度分析图
2.4.2 综合污水NH3-N浓度
由图13 可知,NH3-N 月均值浓度在2019 年开始有明显上升趋势,同比增长95%,2020 年同比增长15 %,2021 年同比增长8 %,月均最高浓度到达324 mg/L,整体呈现上升趋势。
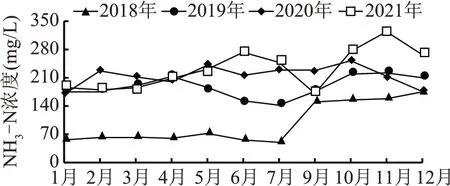
图13 综合污水NH3-N月均浓度分析图
2.4.3 综合污水TN浓度
由图14可知,TN与NH3-N趋势一致,在2018 年7—8 月实施清污分流后浓度上升,从9月前的70 mg/L 左右上升到179 mg/L,年底达到最高266 mg/L;2019—2021 年逐年上升,2019 年同比增长90%,2020年同比增长14%,2021年同比增长20%,2021 年底月均浓度达到最高454 mg/L,一年内逐步升高。

图14 综合污水TN月均浓度分析图
2.4.4 综合污水TP浓度
由图15 可知,TP 月均浓度逐年增高,由2018年的12 mg/L,上涨到2021 年10 月的179 mg/L;年月均浓度呈上升趋势,2018 年9 月开始明显上涨,2019年同比增长84%,2020年同比增长13%,2021年同比增长46%,总磷浓度高,除磷费用增加。
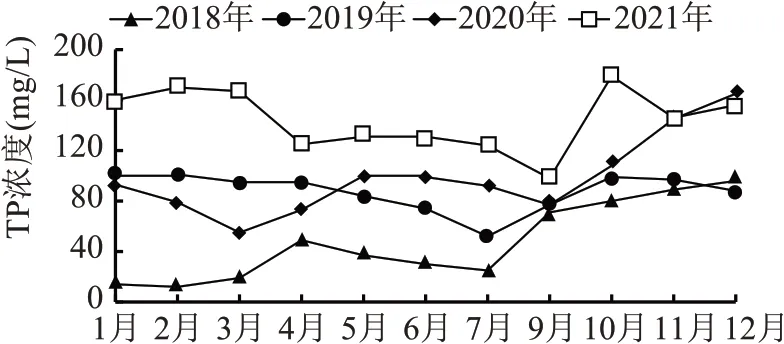
图15 综合污水TP月均浓度分析图
2.4.5 综合污水pH值
由图16 可知,浓香型白酒生产污水呈酸性,pH值在4~6.5 之间,酸性增加,pH 值与CODcr、TP、NH3-N、TN趋势相反,总体呈下降趋势。
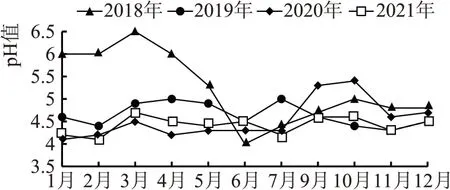
图16 综合污水pH值月均浓度分析图
2.4.6 综合污水BOD5/CODcr
选取2018—2021 年每月12 个BOD5、CODcr 数据进行生化性分析,如图17所示。
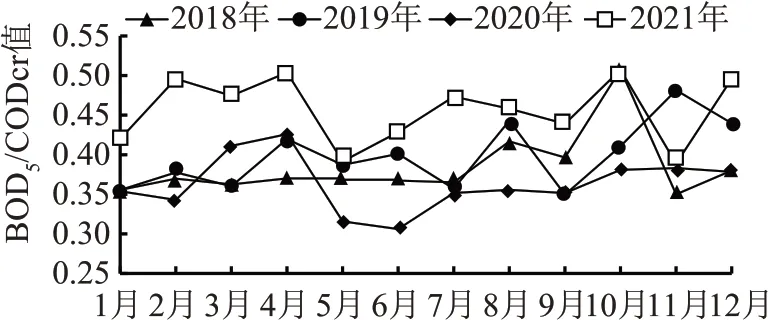
图17 综合污水BOD5/CODcr比值分析图
由图17 可知,2018—2020 年BOD5/CODcr 比值较为平稳,在0.31~0.51 之间,大于0.30,污水可生化性好。
2.5 浓香型白酒综合生产污水量及组成占比分析
浓香型白酒废水量受酿造生产能力、勾储、包装生产能力的影响。2021 年每月跟踪各工段来水情况发现,在8 月酿造放假、锅炉房及污水站停运,来水仅有污水站日常卫生保洁用水和勾储、包装清洗水,水量小,池子储存。全年排水量统计见图18。
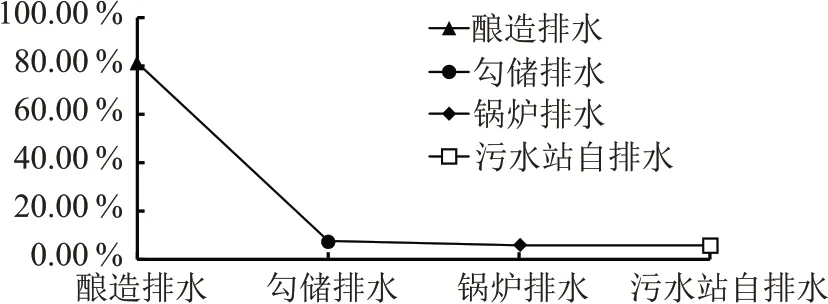
图18 2021年生产污水排水组成图
2021 年酿造排水占总排水的83.38 %~86.11%,年度占比81.27%,为主要污水来源;勾调排水占总排水的4.35 %~6.22 %,年度占比7.65%;锅炉排水占总排水的4.19%~5.93%,年度占比5.82%;污水站自排污水占3.49%~10.01%,年度占比5.26%,水量最小。
通过对浓香型白酒企业生产排水长期跟踪分析,总结以下特点:
(1)企业排水分两类:生产废水(清洁水),包括冷却水、冷凝水、制水浓水、洗瓶水,污染物浓度较小;生产污水,包括酿造晾洗水、尾酒水、制曲酿造设备清洗水、底锅水、锅炉定排水、勾储、包装含酒清洗水、污水处理排水等综合污水,CODcr、BOD5、NH3-N、TN、TP等污染物浓度大,生产废水呈酸性。
(2)生产废水、生产污水的排放量与企业管理和清洁生产水平有关,清洁生产水平越高,排水量越小,污染浓度越高;将生产废水和生产污水进行清污分流处理,生产废水有效利用,与生产污水处理排口汇合达标排放。
(3)生产污水单独处理,其中80%以上的排水来自酿造生产,生产污水管网输送,散热差,酿造和锅炉排水温度高使得综合污水水温在40~60 ℃;冬季温高对厌氧、好氧运行有利,夏天需考虑污水降温,减小高温对好氧生化系统运行的影响[4]。
3 浓香型白酒生产污水治理
3.1 污水治理工艺
浓香型白酒生产污水具有水温高,CODcr、NH3-N、TN、TP 浓度高,pH 值低,生化性较好等特点,酒厂自身污水处理工艺实践证明,酒厂废水可采用以生物处理为核心的处理工艺。生物处理包括厌氧和好氧处理,厌氧能耗低、产泥少、进水负荷高、允许进水浓度高、可回收沼气做能源,在污水处理行业里应用广泛,尤其适合与好氧联合处理高浓度酒企有机废水。
3.2 渣水分离工艺
白酒废水中含有高粱、小麦、糠壳、酒糟等颗粒物,需前置设施渣水分离,减少对后续工序的影响,可采用格栅机、机械格栅或转毂过滤设施等设备,滤糟收集做堆肥。
3.3 调节池
酒类废水来水不均衡,各工序来水水质不均匀、水温各异、排放不连续,需进行水温、水质、水量调节,根据工艺需要适当添加碱液调节pH值。
3.4 厌氧工艺
厌氧处理技术主要有普通厌氧消化池、厌氧接触法、厌氧生物滤池(AF)、上流式厌氧污泥床反应器(UASB)、厌氧折流式反应器(ABR)、厌氧颗粒污泥膨胀床(EGSB)等,UASB 多次成功应用于酒类行业的污水处理,CODcr 稳定去除率达90 %以上,可有效去除酿造生产污水中大部分CODcr;ABR 反应器具有构造简单、能耗低、抗冲击负荷能力强、处理效率高等优点;EGSB 在大型酒类企业中也应用,但操作较为复杂、投资较大。本文污水处理采用UASB/ABR 厌氧处理工艺或USAB/ABR工艺[5],进水CODcr 浓度高,厌氧颗粒污泥形成快,厌氧效果好。
3.5 好氧工艺
好氧技术出水水质满足达标排放要求,效果稳定。酒类污水中TN、TP 浓度高,除磷脱氮采用二级AO 处理工艺。好氧工艺有活性污泥和生物膜法,活性污泥对进水CODcr 缓冲能力大,抗冲击负荷高,通过对泥水比的调整,可以容许普通好氧不能允许的进水浓度;氧化沟技术以其独有的脱氮除磷工艺在城市生活污水里被广泛应用,在大型企业高浓度酒类废水治理中也有运用。浓香型白酒生产污水根据其水质特点建议采用两级AO 工艺,可有效增强好氧的脱氮除磷能力,提升出水水质。
3.6 沉淀
沉淀池是应用重力沉淀原理去除水中悬浮物的一种构筑物[6],沉淀池在废水处理中广为使用。按池内水流方向可分为平流式、竖流式和辐流式3种及斜管沉淀池。采用竖流式,排泥容易,便于运行管理。
3.7 浓香白酒废水处理实例
某年产2 万吨浓香型白酒的新建企业位于泸州市龙马潭区,2017 年底建成,设计污水处理能力500 m3/d。车间不断建设完成过程中,根据实际污水水量、水质情况及水污染物浓度不断增加,原有两级厌氧+一级好氧工艺不能满足出水达标要求,经过技改扩能,建成设计处理能力800 m3/d 的UASB/ABR 厌氧+两级AO 污水处理设施,增加池容与停留时间,提高脱氮除磷能力。由于TP、TN浓度高,在二级AO 过程中,将原水或酒罐(管)清洗水、压滤吸附剂压滤水等做碳源添加,适时添加冷却水降温[7],实现了废水稳定达标排放,出水执行《发酵酒精和白酒工业水污染物排放标准》GB 27631—2011 的表二间接排放标准,进出水标准见表1。

表1 污水站进出水污染指标标准
实例工艺特点:
(1)原水中悬浮物质多,使用细格栅机固液分离,分离固态物质可做堆肥。
(2)调节池进行水质、水量、水温调节,水温在30~50 ℃,pH值在4~6.5。
(3)采用UASB、ABR 并联运行,抗冲击能力较强,进水量易控制,厌氧进水CODcr浓度大,系统启动快,半年时间形成颗粒污泥,沼气含量高,综合利用价值高。
(4)采用两级AO 工艺,添加勾储包装含酒液清洗水或调节池原水做碳源,曝气池添加碳酸钠调节酸碱度,硝化与脱氮除磷效果好,无碳源采购成本,节约药剂费用。
(5)设置清洁水补加好氧池的管道,当好氧池水温超过35 ℃时做降温冷却使用。
3.8 处理出水水质
运用过滤+厌氧(UASB/ABR)+两级好氧+除磷沉淀工艺满足浓香型白酒废水处理要求,运行稳定,出 水CODcr 在120~134 mg/L、NH3-N 在0.542~0.585 mg/L、TN 在18.2~20 mg/L、TP 0.88~0.94 mg/L,出水数据平稳达标排放,均低于目前的《发酵酒精和白酒工业水污染物排放标准》GB 27631—2011 表二间接排放标准,年处理水量16 万吨,日均处理量在650 方左右,运行厌氧颗粒污泥形成,沼气收集充分,可见处理工艺是适宜的。
4 结论
浓香型白酒的废水水量随产量增加而增加,随企业清洁生产水平的提高而减少、水质污染物浓度增加。废水产生环节不同,污染物质不同,大体可分为生产清洁水和生产污水,生产清洁水循环利用或预处理后做绿化、保洁用水;生产污水汇合排入污水站综合处理;含酒清洗水单独收集,可做碳源使用。
综合污水水质因黄水、底锅水、酿造车间地面冲洗水等原因,综合污水月均最高浓度CODcr 16578 mg/L、氨氮324 mg/L、TN454 mg/L、TP179 mg/L,pH4 左右,综合污水呈现浓度高、酸度大、水温高的特点;BOD5/CODcr 比值在0.31~0.51 之间,可生化性好,适合生化处理工艺;原水可直接作为碳源添加,也可利用含酒液的酒罐清洗水、压滤水做碳源;通过调节平衡碳氮比、消化液回流,采用两级AO工艺达到去除总氮目的;通过添加化学药剂达到除磷效果,最终达到平稳达标排放的目的。
综上所述,通过污水站四年多的实际稳定运行经验总结,浓香型白酒生产废水处理应采用“预处理+厌氧+两级AO+沉淀+除磷+斜管沉淀+清水池排放”工艺使出水水质达到GB 27631—2011《发酵酒精和白酒工业水污染物排放标准》中表2 中间接排放限值的要求,该方法具有工艺简单、运行费用低、出水水质稳定等优点,在酿酒废水深度处理中具有较强的经济性和工程应用价值。
猜你喜欢
福建轻纺(2022年4期)2022-06-01
扬子江(2019年1期)2019-03-08
酒·饮料技术装备(2018年1期)2018-04-28
现代园艺(2017年23期)2018-01-18
陕西画报(2016年1期)2016-12-01
浙江农业科学(2016年11期)2016-05-04
西藏科技(2015年6期)2015-09-26
中国酿造(2014年12期)2014-03-11
中国酿造(2014年9期)2014-03-11
中国中医药现代远程教育(2014年20期)2014-03-01
