
复杂型材智能加工制造系统的设计
2023-02-24 03:36李伟陈勇彪杨坪豪肖耘亚胡小龙孟国飞
精密成形工程 2023年2期
李伟,陈勇彪,杨坪豪,肖耘亚,胡小龙,孟国飞
技术创新
复杂型材智能加工制造系统的设计
李伟1,陈勇彪1,杨坪豪1,肖耘亚2,胡小龙1,孟国飞3
(1.湖南大学 机械与运载工程学院,长沙 410082;2.韶关学院 智能工程学院,广东 韶关 512005;3.佛山市镭科智能设备有限公司,广东 佛山 528231)
实现新一代信息技术背景下传统铝门窗幕墙型材加工行业的转型升级,以应对复杂型材加工制造存在的成本高、工序繁多等诸多挑战。根据型材加工工艺流程及该行业定制化生产的特点,提出一种涵盖网上下单、订单自动处理、机床智能加工生产的复杂型材智能加工制造系统架构,重点针对自主开发的门窗幕墙型材一站式加工智能机床,研发出一套复杂型材智能加工制造系统。研究了加工信息数字化模型、工艺数据库等关键技术。通过工艺数据库的构建,实现了自动编程系统的搭建。结合Web Service与XML技术,研发出订单自助处理系统、机床智能操作管理系统及其与ERP系统的集成互连,打通了生产各环节之间的技术壁垒,形成了复杂型材一体化加工工艺。实际测试表明,经复杂型材智能加工制造系统一体化制造的复杂型材从接受订单到产品加工完成只需40分钟,大幅提高了生产效率和产品质量,降低了加工成本。本研究为复杂型材智能加工及其他传统制造行业的转型升级提供了有益的借鉴和参考。
型材加工;制造系统;数据库;加工信息;数字化模型
我国是全球最大的铝材生产国和消费国,铝材产量约占世界总产量的40%以上,其中建筑铝型材(门窗和幕墙两大类)用量最多[1-2]。但是现有铝门窗幕墙行业型材加工多以传统产线为主,加工机床设备品种多、功能单一、工艺流程长、用工量大、产线柔性化程度差、生产和管理困难,碎片化的非标订单在大规模生产中不被重视,属于典型的传统制造业[3]。国家“十四五”规划纲要明确指出,要“推动传统产业高端化、智能化、绿色化,发展服务型制造”,并“加快壮大高端装备产业”[4]。在国内国际双循环的战略背景下,随着国家“碳中和”“碳达峰”政策的影响,5G数字互联网时代的来临及人们生活水平的提高,对于个性化配置、绿色环保、高端智能门窗幕墙产品的需求日趋强烈,由此也导致铝门窗幕墙产品呈现结构复杂、工艺要求高、装配精度高等特点[5-6]。可见,铝门窗幕墙行业正处于转型升级的关键时期,而基于互联网的柔性化、数字化、智能化加工模式是其发展的必然趋势[7-8]。
目前关于门窗幕墙行业的转型之路才刚起步,相关的研究文献和案例也较少,但是广大学者在纺织、汽车、生物制药、石油化工等领域关于智能化转型已经做了大量研究,鲍劲松等[9]研究了一种面向认知的纺织智能制造体系,该体系以数据为基础,通过认知处理实现纺织制造过程的智能化转型,使得纺织生产工艺流程得到优化,从而有望提高生产效率和产品质量,但是该研究只是停留在理论方面的研究,缺乏实际案例的支撑。Kusiak[10]概述了智能制造的关键特征,将数据驱动、网络化、连接、资源共享、弹性和可持续理念应用到智能加工制造中,形成了成熟的智能加工系统。Lenz[11]通过在制造阶段利用智能产品内的主动传感器系统来加强智能制造系统(SMS)的感知、传感和控制。智能制造利用丰富的过程数据,通常由SMS(如机床)收集,以实现对整个过程链中单个产品的精确跟踪和监控。陈艳霞等[12]研究了一种中药提取车间的智能制造系统,该系统通过新一代信息技术与药品制造生产过程的深度融合,赋予了自身真正的智能决策能力,为实现整个制药行业的智能化转型升级奠定了基础,但是只针对系统各层的功能和实现方式进行了研究,缺乏有效的案例来指导实际生产。Lu等[13]提出了网络物理智能制造模型,使模型搭建和制造结果之间建立了有效链接,在3D打印智能制造过程得到了很好的应用。徐凯等[14]研究了面向压铸车间的智能制造系统,介绍了该制造系统软件原型的实现过程,通过该制造系统软件的实施,有效地消除了加工过程中存在的信息孤岛现象,简化了业务流程,极大地提高了生产效率。该系统没有考虑数据访问的优化,随着数据量的不断增大,会出现运行效率低下的情况,缺乏实际工况的检验。Desmit等[15]提出了一种系统地识别网络物理漏洞并分析其在智能制造系统中潜在影响的方法,采用了交叉点映射来识别制造业中的网络物理漏洞,利用决策分析法对网络物理漏洞的影响进行分析,解决了智能制造过程中由于算法带来的加工误差甚至报错,但还未能应用到复杂智能制造系统中。
文中在充分借鉴其他行业智能化转型成功案例的基础上,深入分析现有铝型材门窗幕墙行业的现状,瞄准该传统产业未来智能化生产趋势,构建门窗幕墙型材智能加工制造系统架构。深入探究系统关键技术,结合自主研发的门窗幕墙型材一站式智能加工机床,建立从自助订单、订单自动处理到智能加工生产的型材智能加工制造系统,为门窗幕墙型材加工行业的转型升级提供重要的技术支持。
1 型材智能加工制造系统总体框架
1.1 生产现状需求分析
门窗幕墙型材加工生产包括型材供料、型材切割、角码切割、孔的加工、五金槽口加工、铣榫、包装入库等环节。生产现场存在以下问题:型材品种规格多,更新快,截面多变;产线机床多,占地面积大,能源消耗大;混排加工,管理难度大;需要工人多,且对熟练工人技能要求高;废料、铝灰/尘污染大。不仅如此,整个生产环节需要人工接单,并根据订单要求制定相应的生产计划,即在接收订单后还需经过一系列中间处理环节才能进行生产,这也导致个性化的高端需求难以得到及时响应,而且生产现场设备缺乏统一集成管控,只实现了单个机床的自动化,不同设备之间难以进行信息传递,存在信息孤岛现象。由此推断,门窗幕墙型材智能加工制造系统需重点解决以下问题:
1)加工信息模型的建立。由于生产现场存在着不同信息源,因此需要制定统一标准对信息进行抽象概括处理,根据信息的数据类型和种类建立标准化的信息模型,并将信息模型映射到数据库中,实现生产数据的统一存储和管理。
2)基于互联网的管控一体化平台系统的开发。将生产管控的各个环节集成到统一的平台中进行管理,并以工业互联网和现场总线技术为依托构建工业控制网络,实现各生产环节信息的互联互通。
3)基于工艺数据库的自动编程系统的开发。为解决现有加工生产中过于依赖人工导致的生产效率低下及产品质量难以保证的问题,亟需建立型材加工工艺数据库,将优选的工艺参数存储于工艺数据库中,根据工件加工特征来实现工艺参数的自动匹配,同时结合自动编程技术,根据优选的工艺参数自动生成数控代码,进行生产加工。
1.2 智能加工制造系统架构
本研究充分考虑门窗幕墙型材加工行业现状的特点,在借鉴其他行业智能化加工制造系统成功案例的基础上,结合上述需求分析,提出针对门窗幕墙型材的智能加工制造系统4层架构,如图1所示。
1)感知执行层:主要由部署在现场的感知设备、加工设备和信息传输网络组成。本研究采用位移传感器、热电偶、视频监测器等感知设备,用于采集上下料位移、温度、现场加工信息等。项目组自主开发了一站式智能加工机床设备,可将门窗幕墙型材各加工工序集成在一台机床上进行。信息传输方式主要包括串口通信、工业以太网通信、无线局域网通信、蜂窝网络通信等[16-17],为了保证数据传输在复杂工况下的稳定性以及便于同企业信息网络的无缝连接,本研究采用工业以太网作为通信方式。
2)信息处理层:该层是制造系统中间层,由数据的分析处理和控制指令的发送两部分功能组成,是连接企业和加工现场的枢纽,其本质是一个运行于加工现场的智能管控系统。该系统由项目组自主开发,集订单处理、控制指令生成、状态监测等功能于一身,是整个制造系统信息得以互联互通的关键。
3)业务层:该层主要包括企业提供的相关业务,包括客户服务、生产管理、物流运输、采购、财务等,它们依托于企业ERP系统进行统一管理,充分应用信息技术以提高其运作效率。此外,由于本研究使用的企业ERP系统和位于加工现场的智能管控系统是两个独立的管理系统,它们之间无法直接通信,因此,针对异构系统的数据兼容问题进行了相关研究。
4)数据存储层:该层负责为该系统的正常运作提供必要的数据支持,主要包括企业数据库、工艺数据库、现场数据库等。考虑到本系统需要频繁与数据库交互,对于数据库性能要求较高,同时为了便于后续的业务扩展,因此,使用SQL Server作为数据库管理系统。

图1 智能加工制造系统架构
2 关键技术研究
2.1 加工信息模型的建立
根据门窗幕墙型材加工实际情况,将加工信息模型分为车间总体信息、生产管理信息、诊断维护信息和物流管理信息4个部分,每个部分又具体划分为静态信息和动态信息两类[18],如图2所示。
根据上述加工信息模型建立数据表,并根据数据表将上述加工信息模型映射到关系型数据库中。以生产管理信息部分为例,该部分包括产品、生产计划、原材料、工艺参数等不同信息,在实际存储过程中,每条信息都存储到一张数据表中,表中声明了变量名及变量的数据类型,同时,不同数据表之间存在一定的逻辑关系,以此构成生产管理信息数据表,如图3所示,其他部分与此相同。
将建立的数据表实例化,实例化过程中需重点考虑信息的编码方式[19-20]。以生产管理信息模型中的产品信息表为例,该信息表进行实例化的关键是建立一套简洁有效的字符编码格式表征产品的孔位信息、榫位信息和铣断信息等加工特征信息。本研究采用特定字符的方法,并考虑特征所在的面、特征类型、特征的几何参数等信息对加工特征进行表征,如孔加工的信息包括定形和定位信息,其中,孔位信息主要包括孔所在的面、孔位类型、形心坐标等;孔形信息主要包括孔的总长、总宽、倒角半径、直径、层属、连筋等,按照以上顺序对每一个待加工的表面依次选择不同标识符构成一个完整的字符串,进而表示出一个完整的孔加工信息。
2.2 ERP系统与机床操作管理系统的数据集成
ERP系统和机床操作管理系统是两个完全独立的系统,分别处理不同来源的信息,采用的编写语言、数据库类型、数据格式等存在差异,导致难以直接实现系统之间的信息交换。目前常用的信息交换方法是基于中间件的方法[21],由于XML语言具有通用性好、开放性好、独立于平台和应用等优点,在系统集成中采用该语言进行中性文件信息的描述。考虑到Web Service是一种用于实现基于网络的跨平台信息传输的技术,采用Web Service与XML技术结合的方式实现ERP系统和机床操作管理系统间异构信息的传输,其基本原理如图4所示。
实现数据传输的关键是数据库与XML文件的映射,主要有基于模板驱动的映射和基于模型驱动的映射两种方法。由于基于模型驱动的映射具有信息传递效率高、数据传输精确、易于编程实现等优点[22],因此,采用该方法来实现数据传输。该方法的关键在于XML文档与数据表之间的映射,采取以下步骤建立XML文档和关系型数据库的联系:
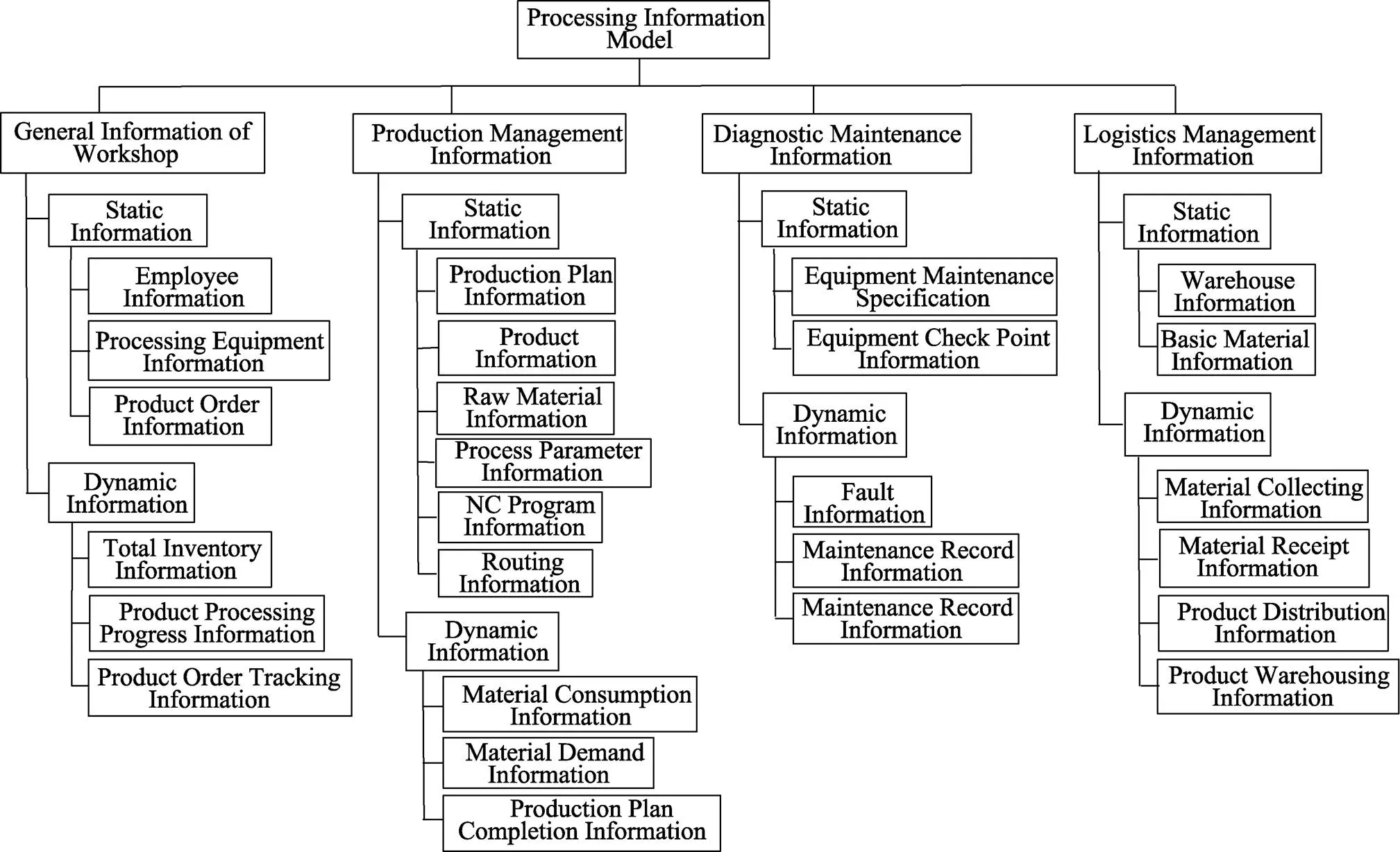
图2 加工信息模型
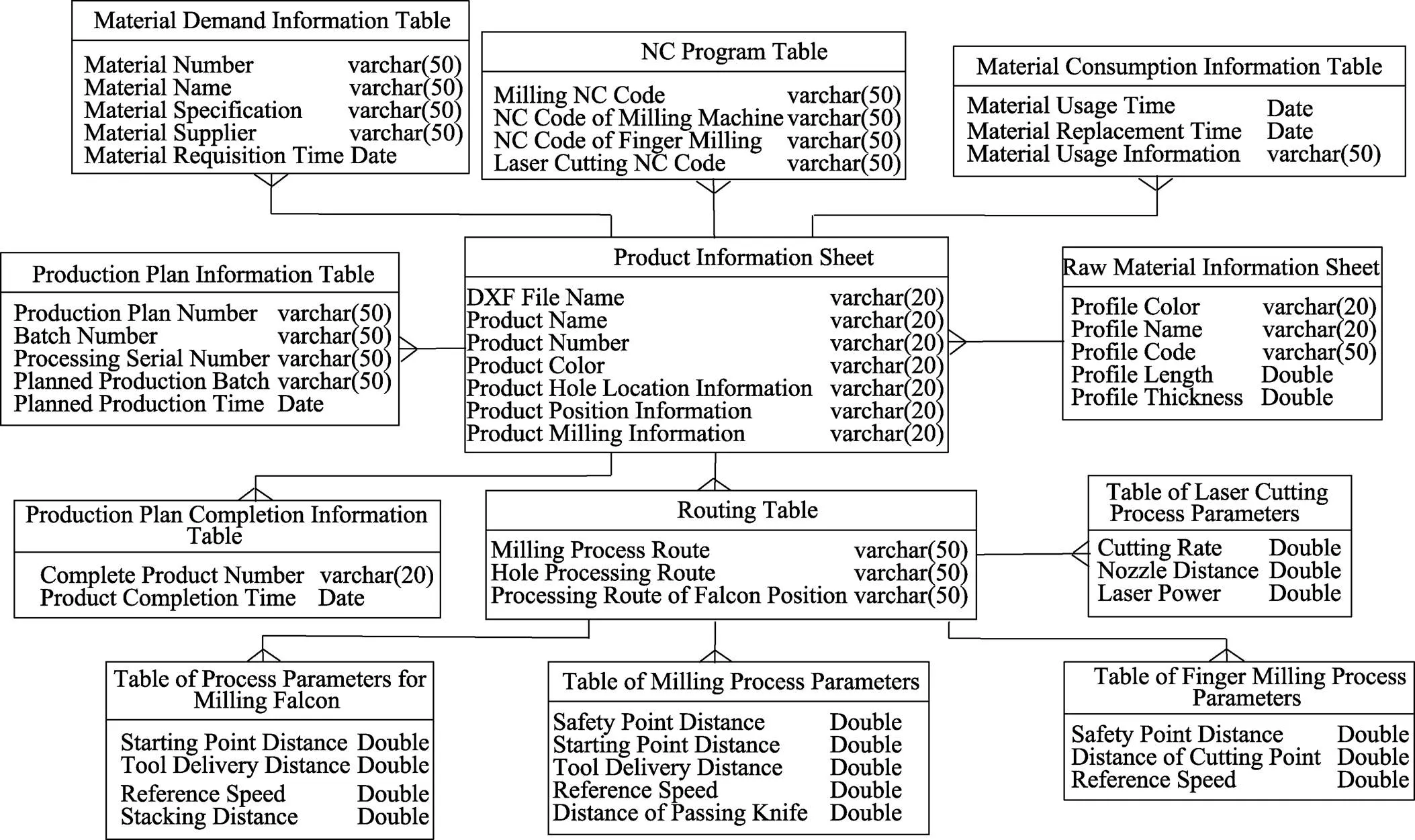
图3 生产管理信息数据模型

图4 ERP与机床操作管理系统信息传输原理
1)每一个数据表都和XML文件里的一个节点相对应;
2)数据表中的每一列对应XML文件中的一个属性;
3)通过数据表中的主键和外键来表示XML文档中的子父类关系。
生产计划信息的XML文档中包含简单元素(不存在子元素)和复杂元素(存在子元素),简单元素可直接映射到数据表的列,复杂元素通过主键和外键(PK-FK)来表示不同数据表之间的关系。
2.3 基于工艺数据库的自动编程技术
基于工艺数据库的自动编程实现过程如下:首先读取待加工工件信息文件,从中提取出加工特征信息和加工位置信息;根据加工特征信息选择对应的加工方式;根据不同加工方式选择对应的工艺参数;结合加工方式、工艺参数、加工位置等信息生成数控代码。该自动编程技术涉及工艺数据库和自动编程两大关键技术。
2.3.1 工艺数据库的构建
首先需要根据需求分析构建工艺数据库的概念模型,概念模型常用E-R图,即实体-联系图进行表示。本研究构建的工艺数据库E-R图如图5所示,主要包括工件、加工方式、工艺参数、刀具参数等4个实体集,每个实体集对应着不同的属性,不同的实体集之间存在一定的联系,从而构成了整个实体联系模型[23]。

图5 工艺数据库E-R图
工艺数据库中的信息主要以数据表的形式存储,根据上述概念模型建立如下主要数据表:
1)用户信息表:存储用户登陆账号、密码及权限等信息。
2)工艺路线表:存储用于型材加工的所有加工方式,包括铣断、铣榫、指铣和激光切割等。
3)铣断工艺参数表:铣断刀起刀点坐标、出刀坐标、铣断基准速度等。
4)铣榫工艺参数表:铣榫刀起点坐标、终点坐标、铣榫基准速度、让刀安全距离等。
5)指铣工艺参数表:指状刀刀起刀坐标、出刀坐标、指铣进给基准速度等。
6)激光切割工艺参数表:存储切割速度、切割功率、喷嘴距离等信息。
7)刀具信息表:存储刀具代号(含刀具材料、刀具规格等)、刀具修整信息等。
工艺数据库中存储了不同的加工方式、工艺参数、刀具参数等与加工有关的信息,在选择相关参数时先根据订单特征信息提取出影响加工质量的关键参数,然后利用提取出的参数自动在数据库中匹配。该工艺数据库具备增减操作功能,可人为添加难以匹配的参数,以此不断完善数据库。
2.3.2 自动编程系统的实现
自动编程主要依据待加工工件信息及优选的工艺参数来实现,其关键在于数据的准备和数控程序的生成。
数据的准备工作主要包括加工特征信息的提取和工艺数据库的访问。本研究使用DXF文件来存储加工特征信息,该文件可由CAD软件自动生成,在提取加工特征信息时通过编程遍历该文件,提取出特定标识后面的数据,然后经过一定的数学运算获得图形不同特征的起始点坐标等数控编程所必须的信息[24-25];工艺数据库中预先存储了不同特征优选的工艺参数,根据提取出的特征在数据库中进行匹配。
考虑到在门窗型材加工过程中的各零部件采用固定的加工方法,每一个加工方法对应的数控程序基本格式固定,因此,采用预先设置程序段的方法实现自动编程。具体是以特征为主键设置数控程序段,形成数控程序库,涉及到的特征参数和工艺参数使用变量替代,在使用过程中查找出加工信息数据库中的工件加工定型定位尺寸信息和工艺数据库中对应的工艺参数进行变量赋值。
3 研发实例
在上述关键技术研究的基础上,重点针对自主开发的门窗幕墙型材一站式加工智能机床,研发出一套复杂型材智能加工制造系统,如图6所示,实现了数字化加工制造。

图6 门窗幕墙型材一站式加工智能机床
3.1 ERP软件模块
依据项目团队现有技术和管理水平,选择门窗行业广泛采用的专用ERP软件,其业务架构如图7所示。该软件包含供应链管理、财务管理、生产制造、技术支持、渠道管理、条码管理等功能模块,符合门窗生产企业实际情况,也与本研究提出的智能加工制造系统匹配度更好。
3.2 订单软件模块
根据前述需求分析研发了应用于门窗幕墙型材加工的专业定制软件模块,如图8所示。该软件采用模块化定制方式,预设有框、扇、梃、填充物等组件,只需要按照设计意图组合即可,不需要相关绘图基础,同时增加了等比例缩放、实时渲染等功能,可帮助快速完成产品定制。
3.3 机床操作管理系统的开发及其与ERP集成
为实现对加工过程的直接管控,基于国产数控系统开发了运行于工控机上的机床操作管理系统(图9),该系统采用C#语言编写,支持windows操作系统,是实现企业管理和现场加工之间信息交换的枢纽。根据生产加工的业务流程可将其主要功能划分为系统设置、一键加工、手动调试和诊断维护4个功能模块,各功能模块根据其具体功能又可划分为若干子模块,如图10所示。该系统可根据订单信息对工艺参数进行优化选择及自动生成相应的数控程序,该数控程序通过网络传送实现对加工过程的自动控制,采集到的加工状态信息通过网络汇入该系统来实现对加工过程的实时监控,相关操作界面如图11所示。该机床操作管理系统成功实现了机床的智能夹持、智能调焦(光刀)、智能避障、智能补偿、智能变速/变位切割、多工位多通道智能协同、智能编程、智能监测与润滑等智能化自主加工。

图7 ERP系统业务架构

图8 订单软件操作界面

图9 机床操作管理系统示意图
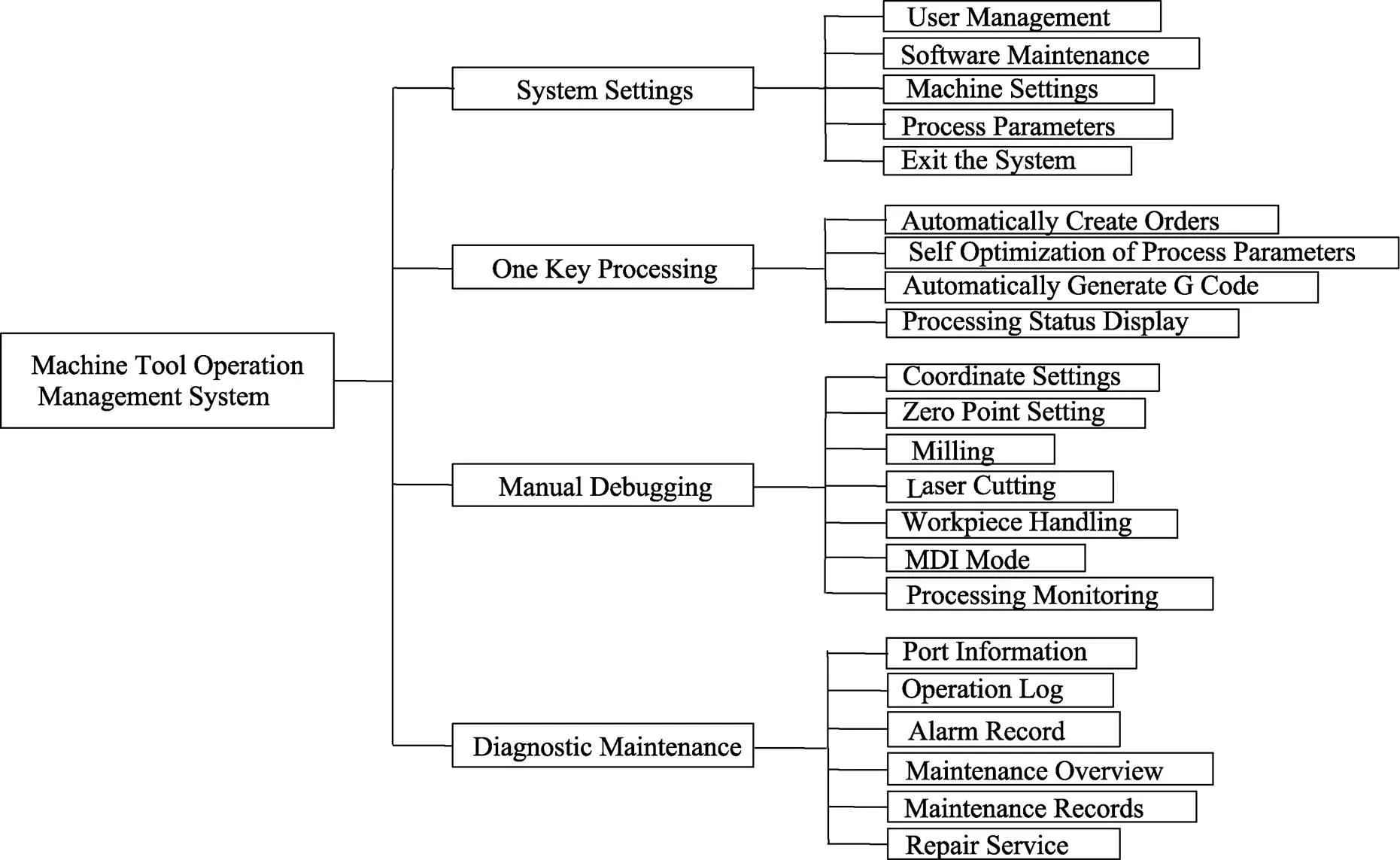
图10 机床操作管理系统功能模块

图11 机床操作管理系统界面
机床操作管理系统与ERP系统之间的数据通过XML文件转换,并借助Web Service调用接口实现信息的传递,其中,机床操作管理系统读取XML文件信息的相关代码如下:
TSProduceHelper.TSProductInfoEvent += TSProduceHelper_TSProductInfoEvent;
private void TSProduceHelper_TSProductInfoEvent(
TSProductInfoArgs e)
{
SoftModel.ERP_ProcessingPlans = ModelConvertHelper
.ConvertToModel(e.ProcessingPlan).ToList();
SoftModel.ERP_ProductInfos=
ModelConvertHelper
.ConvertToModel(e.ProductInfo).ToList();
SoftModel.ERP_MachiningInfos = ModelConvertHelper
.ConvertToModel(e.MachiningInfo).ToList();
SoftModel.ERP_MaterialContours = ModelConvertHelper
.Convert ToModel(e.MaterialContour).ToList();
SoftModel.ERP_TenonInfos = ModelConvertHelper
.ConvertToMo del(e.TenonInfo).ToList();
frmMaterialList.ImportERP_MaterialContours();
frmTenonInfoList.ImportERP_TenonInfos();
}
本研究在传统门窗生产企业引入信息化技术,打通各个生产环节,大幅提高了生产效率,样窗实际测试表明,从接受订单到产品加工完成只需约40分钟。而传统的生产形式因存在诸多中间环节,不同环节之间的衔接又存在诸多不确定性因素,生产周期要长很多。
4 结论
将“互联网+”新业态模式引入传统门窗幕墙型材加工行业,通过构建加工信息数字化模型、工艺数据库等关键技术,研发了机床智能操作管理系统,结合Web Service与XML技术,实现了机床操作管理系统与ERP系统之间异构信息的互联互通,突破了网上下单、订单自动处理、机床智能加工生产等各环节之间的技术壁垒。实际测试表明,从接受订单到产品加工完成只需约40分钟,极大地提高了企业的生产效率,为门窗幕墙型材加工及其他传统生产行业的转型升级提供了有益的借鉴和参考。
[1] KAMIŞLI F, TURAN C. A Study on Usability of Magnesium Oxide with Titanium Dioxide in PVC Door and Window Profiles[J]. Journal of Materials Processing Technology, 2005, 159(1): 40-47.
[2] ZHONG R Y, XU Xun, KLOTZ E, et al. Intelligent Manufacturing in the Context of Industry 4.0: A Review[J]. Engineering, 2017, 3(5): 616-630.
[3] 黄圻. 铝门窗行业形势分析[J]. 中国建筑金属结构, 2013(7): 28-31.
HUANG Qi. Situation Analysis of Aluminum Door and Window Industry[J]. China Construction Metal Structure, 2013(7): 28-31.
[4] 周济. 智能制造——“中国制造2025”的主攻方向[J]. 中国机械工程, 2015, 26(17): 2273-2284.
ZHOU Ji. Intelligent Manufacturing—Main Direction of “Made in China 2025”[J]. China Mechanical Engineering, 2015, 26(17): 2273-2284.
[5] LI Bo-hu, HOU Bao-cun, YU Wen-tao, et al. Applications of Artificial Intelligence in Intelligent Manufacturing: A Review[J]. Frontiers of Information Technology & Electronic Engineering, 2017, 18(1): 86-96.
[6] 姚锡凡, 练肇通, 杨屹, 等. 智慧制造——面向未来互联网的人机物协同制造新模式[J]. 计算机集成制造系统, 2014, 20(6): 1490-1498.
YAO Xi-fan, LIAN Zhao-tong, YANG Yi, et al. Wisdom Manufacturing: New Humans-Computers-Things Collaborative Manufacturing Model[J]. Computer Integrated Manufacturing Systems, 2014, 20(6): 1490-1498.
[7] CHU Ye-ping, PAN Lin, LENG Kai-jun, et al. Retraction Note: Research on Key Technologies of Service Quality Optimization for Industrial IoT 5G Network for Intelligent Manufacturing[J]. The International Journal of Advanced Manufacturing Technology, 2020, 107(3): 1071-1080.
[8] SHAN Si-qing, WEN Xin, WEI Yi-gang, et al. Intelligent Manufacturing in Industry 4.0: A Case Study of Sany Heavy Industry[J]. Systems Research and Behavioral Science, 2020, 37(4): 679-690.
[9] 鲍劲松, 江亚南, 刘家雨. 面向认知的新一代纺织智能制造体系[J]. 东华大学学报(自然科学版), 2022, 48(2): 56-62.
BAO Jin-song, JIANG Ya-nan, LIU Jia-yu. A New Generation of Cognitive-Oriented Textile Intelligent Manufacturing System[J]. Journal of Donghua University (Natural Science), 2022, 48(2): 56-62.
[10] KUSIAK A. Fundamentals of Smart Manufacturing: A Multi-Thread Perspective[J]. Annual Reviews in Control, 2019, 47: 214-220.
[11] LENZ J, MACDONALD E, HARIK R, et al. Optimizing Smart Manufacturing Systems by Extending the Smart Products Paradigm to the Beginning of Life[J]. Journal of Manufacturing Systems, 2020, 57: 274-286.
[12] 陈艳霞. 中药提取车间智能制造系统设计及关键技术研究[D]. 杭州: 浙江大学, 2018.
CHEN Yan-xia. Research on Design and Key Technology of the Intelligent Manufacturing System for Chinese Medicine Extraction Workshop[D]. Hangzhou: Zhejiang University, 2018.
[13] LU Yan, JU Feng. Smart Manufacturing Systems Based on Cyber-Physical Manufacturing Services (CPMS)[J]. IFAC-PapersOnLine, 2017, 50(1): 15883-15889.
[14] 徐凯. 压铸车间智能制造系统软件架构设计及开发研究[D]. 杭州: 浙江大学, 2017.
XU Kai. Research on Development and Architecture Design of Die-Casting Plant Intelligent Manufacturing System Software[D]. Hangzhou: Zhejiang University, 2017.
[15] DESMIT Z, ELHABASHY A E, WELLS L J, et al. An Approach to Cyber-Physical Vulnerability Assessment for Intelligent Manufacturing Systems[J]. Journal of Manufacturing Systems, 2017, 43: 339-351.
[16] 王立平, 张兆坤, 邵珠峰, 等. 机床制造加工数字化车间信息模型及其应用研究[J]. 机械工程学报, 2019, 55(9): 154-165.
WANG Li-ping, ZHANG Zhao-kun, SHAO Zhu-feng, et al. Research on the Information Model of Digital Machining Workshop for Machine Tools and Its Applications[J]. Journal of Mechanical Engineering, 2019, 55(9): 154-165.
[17] SHEN Wei-ming, NORRIE D H. Agent-Based Systems for Intelligent Manufacturing: A State-of-the-Art Survey[J]. Knowledge and Information Systems, 1999, 1(2): 129-156.
[18] ZHOU Ming-gui, YAN Gong-xing. Performance of Ferroelectric Materials in the Construction of Smart Manufacturing for the New Infrastructure of Smart Cities[J]. Advances in Materials Science and Engineering, 2022, 2022: 1-13.
[19] CAI hong-xia, DAI ming-yu, YU Tao. Material Coding for Aircraft Manufacturing Industry[J]. Journal of Aerospace Technology and Management, 2014, 6(2): 183-191.
[20] LIANG S, RAJORA M, LIU Xian-li, et al. Intelligent Manufacturing Systems: A Review[J]. International Journal of Mechanical Engineering and Robotics Research, 2016, 7(2): 324-330.
[21] 徐爱萍, 宋先明, 徐武平. 分布式异构数据库集成系统研究与实现[J]. 计算机工程与科学, 2015, 37(10): 1909-1916.
XU Ai-ping, SONG Xian-ming, XU Wu-ping. Research and Implementation of a Distributed Heterogeneous Database Integration System[J]. Computer Engineering & Science, 2015, 37(10): 1909-1916.
[22] SUBRAMANIAM S, HAW S C, HOONG P K. S-XML: An Efficient Mapping Scheme to Bridge XML and Relational Database[J]. Knowledge-Based Systems, 2012, 27: 369-380.
[23] 陈鹏程. 齿轮数控加工工艺数据库开发与数据挖掘研究[D]. 合肥: 合肥工业大学, 2014.
CHEN Peng-cheng. Development of Process Database for CNC Gear Machining System and Research of Data Mining[D]. Hefei: Hefei University of Technology, 2014.
[24] CHENG Kun, NI jun-fang, LV li-li, et al. Research on Automatic Programming System of High Speed Wire Cutting Machine[J]. Applied Mechanics and Materials, 2010, 43: 637-640.
[25] ZHOU Ji, LI Pei-gen, ZHOU Yan-hong, et al. Toward New-Generation Intelligent Manufacturing[J]. Engineering, 2018, 4(1): 11-20.
Design of Intelligent Processing and Manufacturing System for Complex Profile
LI Wei1, CHEN Yong-biao1, YANG Ping-hao1, XIAO Yun-ya2, HU Xiao-long1, MENG Guo-fei3
(1. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China; 2. College of Intelligent Engineering, Shaoguan University, Guangdong Shaoguan 512005, China; 3. Foshan Link Intelligent Equipment Co., Ltd., Guangdong Foshan 528231, China)
The work aims to realize transformation and upgrading of the traditional aluminum door and window curtain wall profile processing industry in the context of new generation information technology, to cope with the high cost, many processes and other challenges of complex profile processing and manufacturing. According to the profile processing process and the customized production characteristics of this industry, a complex profile intelligent processing and manufacturing system architecture covering online order placing, automatic order processing, and intelligent processing and production of machine tools was proposed to develop a complex profile intelligent processing and manufacturing system for self-developed one-stop processing intelligent machine tools for door and window curtain wall profiles. Key technologies such as digital model of processing information and process database were studied. Through the construction of the process database, the automatic programming system was realized. Combining Web Service and XML technologies, an order self-service processing system, a machine tool intelligent operation management system and its integrated interconnection with ERP system were developed. The technical barriers between the production links were broken and an integrated processing process for complex profiles was formed. The actual test shows that it takes only 40 minutes from the acceptance of order to the completion of product processing when the complex profile is manufactured by the integrated complex profile intelligent processing manufacturing system, which significantly improves the production efficiency and product quality and reduces the processing cost. This study provides a useful reference for transformation and upgrading of intelligent processing of complex profiles and other traditional manufacturing industries.
profile processing; manufacturing system; database; processing information; digital model
10.3969/j.issn.1674-6457.2023.02.016
TG48
A
1674-6457(2023)02-0132-10
2022-11-18
2022-11-18
国家自然科学基金(51505140);湖南省杰出青年基金(2022JJ10010)
National Natural Science Foundation of China (51505140); Hunan Province Fund for Distinguished Young Scholars (2022JJ10010)
李伟(1983—),男,博士,副教授,主要研究智能加工制造技术及机床装备。
LI Wei (1983-), Male, Doctor, Associate professor, Research focus: intelligent manufacturing technology and machine tool equipment.
李伟, 陈勇彪, 杨坪豪, 等. 复杂型材智能加工制造系统的设计[J]. 精密成形工程, 2023, 15(2): 132-141.
LI Wei, CHEN Yong-biao, YANG Ping-hao, et al. Design of Intelligent Processing and Manufacturing System for Complex Profile[J]. Journal of Netshape Forming Engineering, 2023, 15(2): 132-141.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
煤气与热力(2021年9期)2021-11-06
建材发展导向(2021年10期)2021-07-16
上海建材(2021年5期)2021-02-12
中国建筑金属结构(2019年4期)2019-05-15
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
山东工业技术(2016年15期)2016-12-01
焊接(2016年9期)2016-02-27
