
软抽纸巾包装缺陷机器视觉检测系统
2023-02-27 09:56蒲嘉阳王建生康献民罗源昌亢宗楠李宏宇张迅
机械工程师 2023年2期
蒲嘉阳,王建生,康献民,罗源昌,亢宗楠,李宏宇,张迅
(五邑大学 智能制造学部,广东 江门 529000)
0 引言
软抽纸巾是一种日常生活用品,人们对软抽纸巾的质量、安全、外观等要求越来越高。在对软抽纸巾进行塑料包装过程中,容易产生爆口、飞膜、露白与偏移等缺陷,因此软抽纸巾的包装缺陷检测是各大软抽纸巾生产厂家需要解决的重要问题之一。
机器视觉检测是利用具有采集和专业的可编程控制器与工业相机获取目标图像,再通过图像处理技术与自动控制技术完成检测工作要求[1]。机器视觉的工作性质等同于用工业相机代替人眼来进行自动检测,用电脑代替人脑来进行处理与控制。视觉检测设备具有高效率、高精度及低消耗等特性[2]。随着图像成像技术、控制技术、图像处理技术的发展[3],机器视觉已经成为工业产品检测的新方法[4]。
1 软抽纸巾包装缺陷
判断软抽纸巾包装合格的标准为软抽纸巾包装不存在爆口、飞膜、露白与偏移等缺陷[5]。
爆口缺陷表现为软抽纸巾包装正面封口处未封好,封口处爆开,其特征表现为底部封口处及其透明矩形区域变为非矩形区域,并且区域面积呈多边形态;飞膜缺陷主要表现为软抽纸巾包装两侧透明叠封处未封好,塑料膜凸起,其特征为左右两侧黑色区域有淡白色,为侧面透明膜反光所致,区域面积呈多边形态;露白缺陷主要表现为软抽纸巾包装上侧撕口处撕开,纸巾露出,其特征为纸巾俯视中间有白色条状区域,区域面积呈长条形;图像偏移主要表现为软抽纸巾整体包装图案偏移或者旋转,其特征表现为软抽纸巾包装与软抽纸巾实体呈现一定角度或者左右两侧边缘有一定长度的白条,两侧边缘白条区域面积呈长条形。
2 软抽纸巾包装检测系统设计
2.1 系统方案设计
软抽纸巾包装检测系统的方案设计如图1所示。
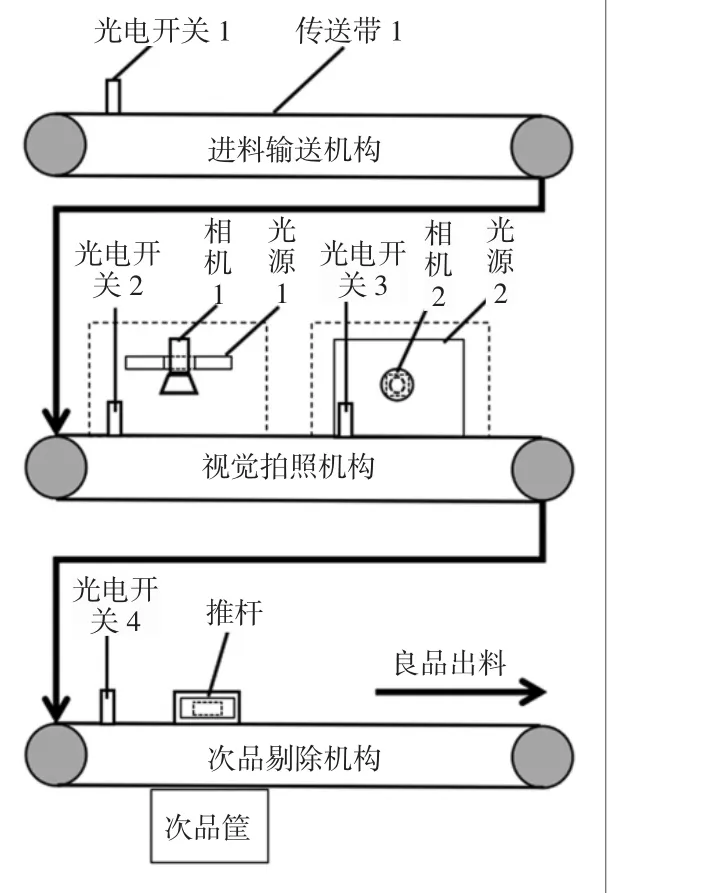
图1 软抽纸巾包装检测系统方案总图
纸巾通过进料传送带转向进入进料输送机构,再进入视觉拍照机构,中间2个箱子为侧视视觉检测系统与俯视视觉检测系统,用于对产品的检测,最后经过次品剔除机构,通过推杆将次品剔除至次品筐,良品直接出料。
检测系统的工序包括进料、差速分离、侧视视觉检测、俯视视觉检测、次品剔除、出料。差速分离通过两个不同速度的传送带实现,侧视视觉机构获取软抽纸巾的侧视图,俯视视觉机构获取软抽纸巾的俯视图。经过图像处理与识别后,通过推杆将次品剔除,良品直接出料。
2.2 控制系统设计
如图3所示,控制系统主要由视觉运动控制器、伺服电动机、光电传感器与推杆组成,实现对软抽纸巾包装的筛选。视觉运动控制器控制伺服电动机驱动传送带,接收光电传感器信号检测软抽纸巾是否经过,控制推杆将软抽纸巾包装次品剔除。
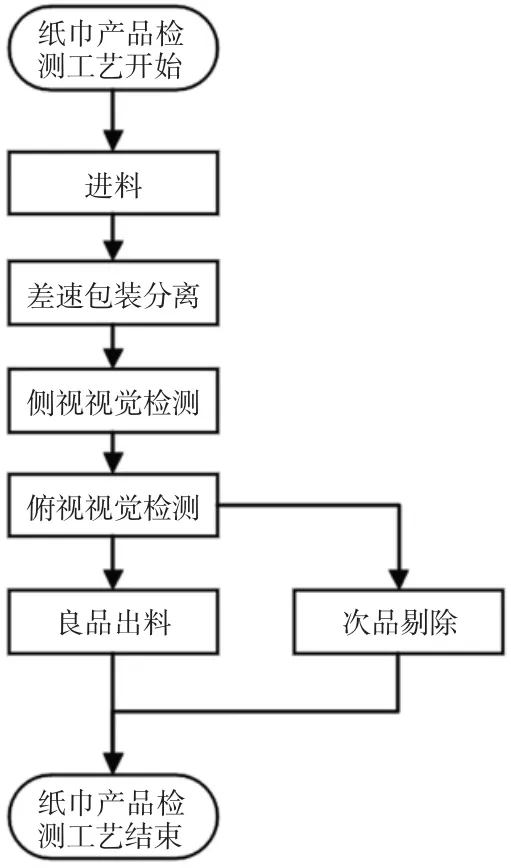
图2 软抽纸巾包装检测系统工作流程图
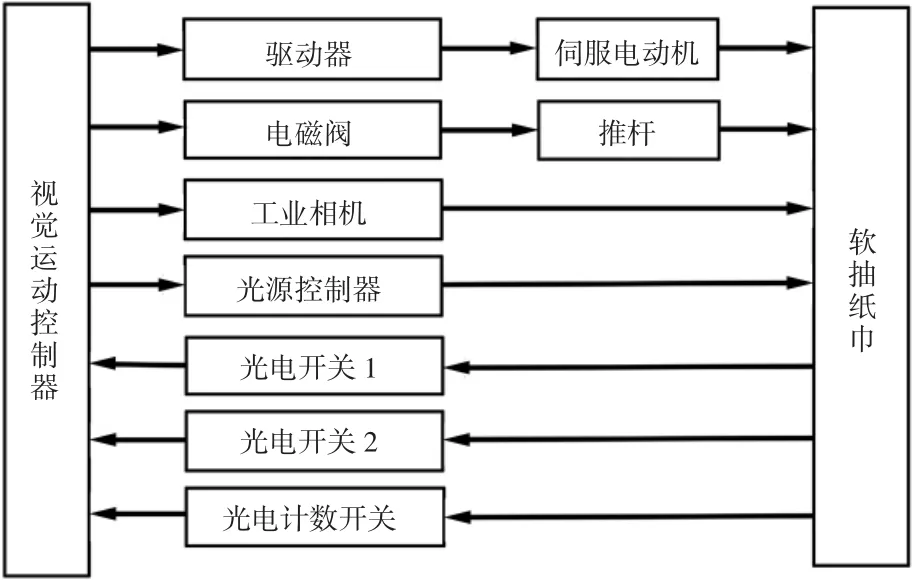
图3 控制系统结构图
控制系统以视觉运动控制器为主,获取光电传感器信号与图像信号,控制推杆机构剔除次品。
视觉运动控制器指的是应用于工业集成机器视觉场景中的控制器,本课题采用的是VPLC视觉运动控制器。
2.3 成像系统设计
成像系统包括工业相机、镜头与光源,用于获取符合图像处理要求的图像[6]。工业相机是应用于机器视觉环境中的专业数字相机,本课题选择2000万像素、型号为MVCE200-10UM/UC的千兆网口彩色工业面阵相机,镜头型号为WL2812-14MP-11。选用的光源是JS-CBL-440-400-K50的平面光源。
3 软抽纸巾包装图像处理方法
通过图像滤波与图像增强等图像预处理方法,去除目标图像中的干扰与噪声,获得特征明显的图像数据[7],然后进行图像阈值分割方法、图像膨胀与连通域、刚性变换等图像形态学处理,获取缺陷所在区域[8]。
对图像进行动态阈值分割后,软抽纸巾的轮廓被划分出来,同时也存在两类问题:一类是图像背景干扰,问题来源于传送带使用时间过长造成的污渍;另一类是软抽纸巾上边缘与下边缘检测。通过动态阈值分割方法,可以获得软轴纸巾的实际区域,背景中的干扰同时被消除。
对图像进行二值化阈值处理,分别对软抽纸巾侧视图的白底与黑底进行提取,提取白底二值化阈值分割效果如图5所示,提取黑底二值化阈值分割效果如图6所示。

图4 动态阈值分割方法效果图

图5 二值化阈值分割效果图(提取白底)
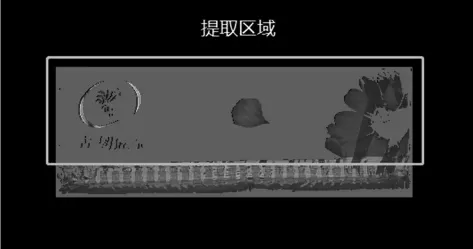
图6 二值化阈值分割效果图(提取黑底)
提取白底的二值化阈值分割效果图更容易获取软抽纸巾的实体区域,而提取黑底的二值化阈值分割效果图可以获取爆口缺陷区域。
阈值分割法是一种基于灰度差异的图像分割技术[9]。阈值分割法可根据不同的灰度等级将图像分成不同的灰度区域,对不同的灰度区域以设定的单阈值或者多阈值进行特征提取[10]。全局阈值分割法是一种根据实际图像的灰度值变化自动获取阈值并对图像进行分割的一种算法,它在许多应用中比固定阈值方法更具有实用性。
为了对软抽纸巾包装缺陷有更准确的识别,通过使用全局阈值方法,可以很清楚地分清爆口缺陷区域、飞膜缺陷区域,可进一步判断是否存在缺陷。

图7 全局阈值分割方法爆口区域效果图
全局阈值分割法对于缺陷的细节描述明显,且更简单,能体现飞膜缺陷特征,便于后续对于缺陷的判断。
计算缺陷区域的缺陷特征面积可以直接判断是否存在软抽纸巾的飞膜、露白缺陷,却无法直接判断软抽纸巾是否存在爆口缺陷,多矩形面积计算方法可将缺陷区域特征分为多个矩形,判断矩形面积变化幅度,进而判断是否具有缺陷。多矩形面积变化幅度表达式为:

图8 全局阈值分割方法飞膜区域效果图

式中:n为矩形数量总数;ai为软抽纸巾矩形长度。
如果ai≥amax或者ai≤amin,就表示每一个矩形面积不符合软抽纸巾包装标准矩形面积范围,记为次品,如果amin≤ai≤amax,就表示每一个矩形面积符合软抽纸巾包装标准矩形面积范围,则进行下一个判断标准。如果Si≤1,就表示每一个矩形面积比整体矩形平均面积变化小,记为正品;如果Si>1,就表示每一个矩形面积比整体矩形平均面积变化大,存在爆口缺陷,记为次品。
多矩形面积计算方法用于判断爆口缺陷。多矩形面积计算方法图像处理效果如图9所示。

图9 多矩形面积计算方法效果图
可以看出,图中左侧白框的3个矩形面积比整个缝合口的矩形面积明显变大,而图中右侧白框中的6个矩形面积变化相对平稳。设置合理的,可以准确地识别出缝合处是否具有缺陷。
4 软抽纸巾包装缺陷检测系统实现
4.1 检测系统图像处理流程
软抽纸巾包装缺陷检测系统主要由VPLC视觉运动控制器、千兆网口彩色工业面阵相机、镜头及光源构成。
软抽纸巾包装缺陷检测系统主要检测软抽纸巾的爆口缺陷、飞膜缺陷与偏移缺陷,对采集到的图像进行中值滤波与图像增强等图像预处理;然后通过形态学处理从预处理后的图片中获取实际检测区域,此过程包括动态阈值分割、膨胀运算、连通域及区域特征选择;对检测区域进行纠偏处理,即对图片中的检测区域进行刚性变换。提取缺陷检测区域,包括爆口缺陷检测区域、飞膜缺陷检测区域及露白检测区域,对检测区域内的图像进行计算与判断,缺陷检测结束。
4.2 包装缺陷图像采集
VPLC视觉运动控制器检测到进料输送机构的光电开关信号,启动光源控制器打开光源,与此同时,通过获取侧视拍照机构与俯视拍照机构前的光电开关信号,工业相机拍摄并将采集的图像通过网络端口传输给VPLC视觉运动控制器,VPLC视觉运动控制器获取软抽纸巾产品的灰度图。
图10为检测系统采集的左侧爆口缺陷图,其特征为左侧爆口缺陷处缺口不规整,是塑料过温导致的缺陷;图11为检测系统采集的飞膜缺陷图,图12为检测系统采集的露白缺陷图,图13为软抽纸巾包装开口处破损灰度图,为检测系统采集的偏移缺陷图。

图10 爆口缺陷采集图

图11 飞膜缺陷采集图

图12 露白缺陷采集图

图13 偏移缺陷采集图
4.3 检测系统监控界面设计
本课题采用ZDevelop软件完成对软抽纸巾包装缺陷检测系统监控界面设计,设计要求具有对软件与推杆的控制功能,实际图像效果与次品记录,以及对缺陷的描述与统计。
图14中左侧原始图像为工业相机对软抽纸巾的实时拍照情况,下方有检测结果与对于缺陷的描述,检测结果有OK与NG两种情况,出现OK则表示良品,出现NG则表示次品;监控界面右上区域为上一次的次品记录,图像显示检测的缺陷情况,旁边有对于缺陷的分类;监控界面右侧中间区域为软抽纸巾包装检测的数据统计,包括合格数量、次品数量、检测时间等;监控界面右下区域为软件控制模块,包括对于相机的启动关闭,对于推杆的启动关闭,以及退出软件功能。
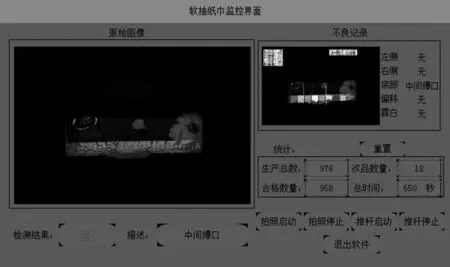
图14 监控界面图
4.4 图像处理过程
图像处理过程主要思路是:提取包装缺陷所在图像区域,并对区域内的缺陷特征面积进行计算,从而判断是否存在缺陷及具体缺陷情况[8]。
图像处理过程包括动态阈值分割法、二值化阈值分割法、图像膨胀、图像连通域、图像几何变换及多矩形面积计算方法。其中,动态阈值分割法、二值化阈值分割法、图像膨胀、图像连通域和图像刚性变换是用于获取包装缺陷所在图像区域。
4.5 图像缺陷检测
本系统对软抽纸巾包装产品的正面与侧面两个方位进行检测。
图15(a)的爆口缺陷处青紫色矩形部分面积比其他矩形明显变大;图15(b)的飞膜缺陷处红色区域面积比较大且长度过长;图15(c)的左侧偏移缺陷处矩形部分面积符合缺陷条件;图15(d)的露白缺陷处特征较长;软抽纸巾检测系统可完成对4种缺陷的识别。其中爆口缺陷检测算法是对前面所获取的爆口检测区域图像中添加一列矩形,矩形要求其长度要覆盖并且超过检测区域,在矩形区域中进一步采用全局阈值分割处理,检测每个区域白色区域的面积大小及其变化率,可以看出,变化率较大时,检测结果为爆口缺陷次品。可通过直接计算缺陷区域特征面积判断飞膜、露白与偏移缺陷。
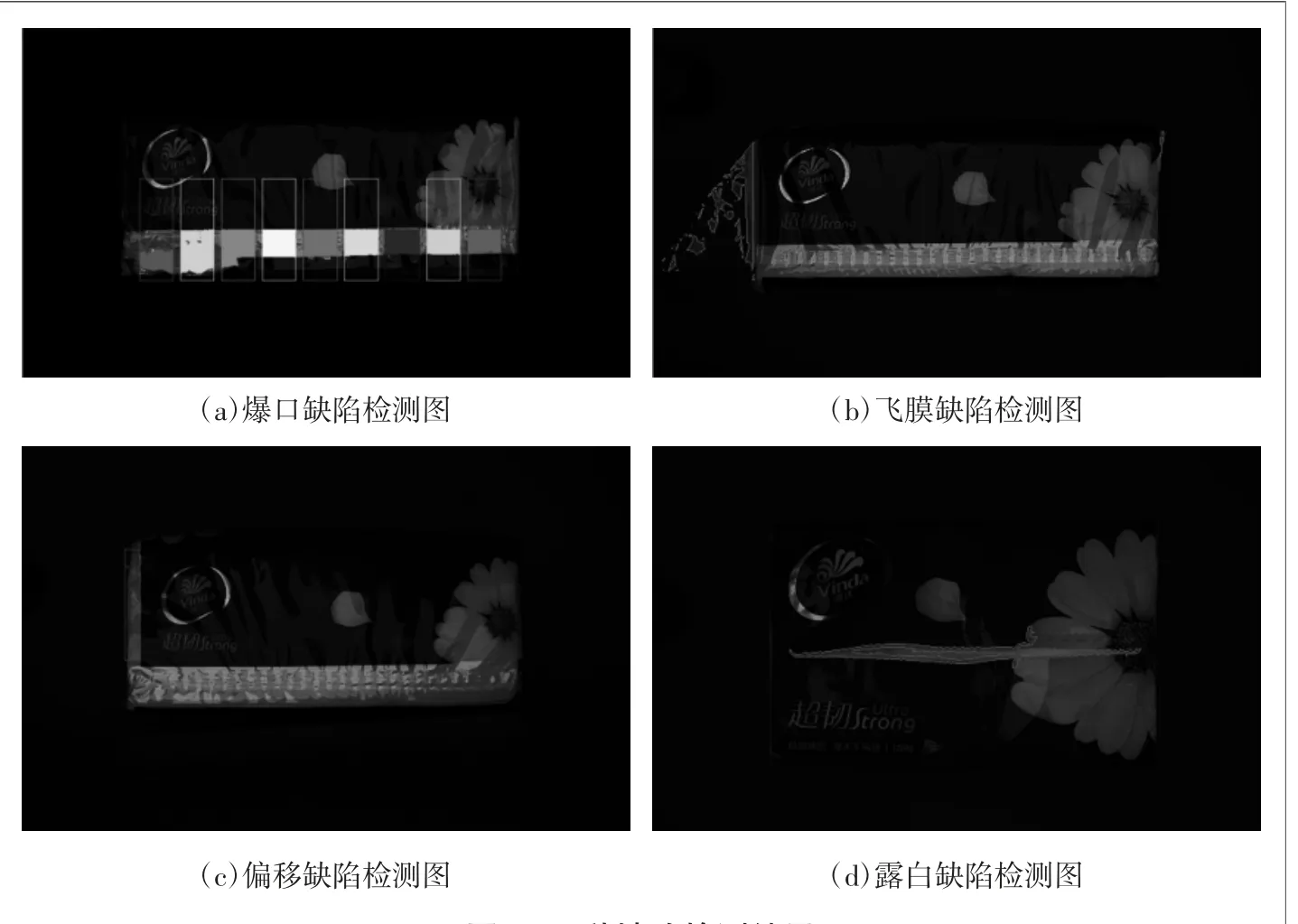
图15 4种缺陷检测结果
5 结语
基于机器视觉的软抽纸巾包装缺陷检测系统研发,实现对软抽纸巾的检测与次品剔除,完成了系统的控制系统和成像系统设计,使用VPLC视觉运动控制器完成了软抽纸巾包装缺陷检测系统的监控软件设计。主要研究工作成果有:1)分析了软抽纸巾包装缺陷的类型及特征,设计了软抽纸巾包装缺陷机器视觉检测系统的检测方案与整体结构,检测系统方案设计包括控制系统部分与成像系统部分,以及相关硬件的选型;2)研究了机器视觉软抽纸巾包装缺陷自动检测的算法,通过对纸巾缺陷特征进行面积计算,实现了对飞膜、露白及偏移等缺陷的检测;针对爆口缺陷设计了阵列矩形面积算法,实现了对爆口缺陷的检测功能。缺陷检测[J].机械工程师,2022(1):12-14.
猜你喜欢
小学生学习指导(高年级)(2022年6期)2022-06-27
小学教学设计(数学)(2021年5期)2021-12-26
小学生学习指导(高年级)(2021年6期)2021-06-19
湖北电力(2021年6期)2021-03-24
小猕猴智力画刊(2020年12期)2021-01-07
小学生学习指导(低年级)(2020年11期)2020-12-14
理化检验(物理分册)(2020年1期)2020-02-07
小学生学习指导(高年级)(2017年6期)2017-02-18
小朋友·快乐手工(2015年11期)2016-01-07
中国特种设备安全(2014年2期)2014-09-04
