300 MW火电机组脱硝控制策略设计与优化
2023-03-10 05:11徐国飚
机电信息 2023年4期
徐国飚
(华电江苏能源有限公司,江苏南京 210037)
0 引言
氮氧化物(NOx)污染是大气污染的主要来源之一,而燃煤电厂则是NOx排放大户,目前超低排放已成为燃煤电厂的“底线”指标[1-2]。关于如何提高脱硝系统的可用性,以往比较关注脱硝系统的设备构造、反应原理、运行操作方式等方面,随着计算机技术和自动控制理论的发展,脱硝自动控制策略的优化越来越引起业内专家的广泛关注[3-5]。如果脱硝自动无法正常投入,将对机组安全经济运行产生严重影响:
(1)NOx波动大,甚至经常超标。为避免超标,不得不将NOx设定值置于较低水平,从而增加了液氨或尿素溶液等脱硝还原剂的消耗量,增加电厂运营成本。
(2)脱硝自动的调节性能差容易导致脱硝还原剂的过量加入,从而导致氨逃逸较高,过量的氨与烟气中的硫化物反应生成硫酸氢铵,会堵塞空预器,危及下游设备安全经济运行。
(3)为避免环保考核,往往需要专门安排运行人员调节脱硝控制,既增加运行工作量,又会制约机组变负荷能力,容易引起电网“两个细则”考核及环保考核。
当前,为响应国家“双碳”目标的要求,越来越多的火电机组开展了灵活性改造,机组调峰深度需要达到20% 额定负荷甚至更低,以充分发挥火电机组调峰调频的灵活性和对电网的基础支撑作用。脱硝自动控制在宽负荷工况能够取得良好的投入效果,既是保证脱硝环保参数达标的前提,也是机组参与深度调峰和空预器长周期安全运行的保障[6]。
某300MW火电机组,采用选择性非催化还原法脱硝工艺,脱硝还原剂为尿素溶液。该机组自投运以来,脱硝控制调节效果较差,脱硝自动无法正常投入,烟囱出口NOx波动大、经常超标。本文分析了原脱硝自动控制系统调节效果不佳的原因,并针对脱硝系统的动态特性和运行状况,提出了基于智能并行前馈的变参数串级控制优化方案。实践表明,优化后,烟囱出口NOx非常稳定,变负荷工况下,NOx控制偏差在±10mg/Nm3以内,稳态工况下,NOx控制偏差在±6 mg/Nm3以内,脱硝控制取得了良好的调节效果,显著提升了机组运行的安全经济性。
1 原脱硝自动控制策略存在的问题
1.1 采用简单的单回路PID 控制
原脱硝控制系统采用单回路PID 控制,以烟囱出口NOx为被调量,根据烟囱出口NOx设定值与被调量的偏差,通过简单的PID 调节,输出尿素溶液流量调节阀的开度,最终控制烟囱出口NOx稳定。
由于脱硝系统不是一个相对独立的确定性调节系统,还会受到机组变负荷、磨煤机启停、锅炉燃烧、风煤比控制等其他参数影响,这就使得调节系统的控制目标不准确,导致脱硝自动投入后效果差,负荷一旦变化,调节系统内外干扰均较大,自动控制无法正常投入。
1.2 CEMS 系统反吹和标定的干扰影响
为了防止取样管路堵塞,烟囱出口CEMS系统每隔一定时间会自动反吹、标定一次。在系统自动反吹和标定期间,将烟囱出口的NOx锁定为反吹和标定前测量值,持续时间可长达5 min。由于CEMS反吹和标定的频率高、时间长,调节对象无法实时反映脱硝系统内部NOx的变化量,会带来以下两方面问题:
(1)若仍按锁定前的NOx值与设定值进行偏差调节,则脱硝自动控制容易出现超调,特别是在机组变负荷过程中,会导致调节系统大范围波动,甚至出现振荡发散的情况;
(2)若在CEMS系统反吹和标定期间不进行偏差调节,则无法及时克服机组运行工况变化对NOx的影响。
原脱硝控制系统在CEMS系统反吹和标定完成后,经常会出现烟囱出口NOx瞬时超标的现象。
1.3 原脱硝自动控制效果分析
根据图1可以看出,原脱硝自动控制效果较差,即使机组处于稳态运行,烟囱出口NOx依然波动较大:
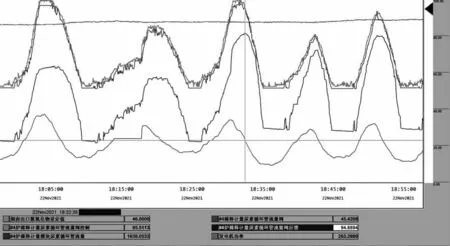
图1 原脱硝自动控制效果曲线
(1)烟囱出口NOx偏差可达30 mg/Nm3。
(2)烟囱出口NOx周期性波动,无法稳定。
这主要是由于脱硝实际调节过程表现出较大的非线性、迟滞性和不确定性,且是一个受多种因素制约影响的复杂系统,仅仅依靠鲁棒性较差的单回路PID 控制器,难以获得良好的调节效果。
即使机组负荷、锅炉燃烧稳定,受脱硝NOx浓度测量延时性、C EM S系统反吹和标定、阀门特性的非线性等因素影响,脱硝自动控制也很难调节稳定。变负荷时,往往需要将脱硝控制切除自动,由运行人员手动干预维持烟囱出口NOx稳定不超标,这一方面极大地增加了运行人员的工作强度,另一方面也容易导致尿素溶液的过调,不利于机组的安全经济运行。
因此,必须针对当前脱硝控制存在的问题,根据脱硝系统的动态特性及运行工况,开展脱硝控制策略的设计与优化工作,提高脱硝自动控制的准确性与稳定性。
2 脱硝控制策略的设计与优化
采用基于智能并行前馈控制的变参数串级PID 控制策略,实现脱硝自动控制性能的优化提升。
2.1 变参数串级PID 控制策略
(1)串级控制策略:以烟囱出口NOx为主PID 控制器的被调量,主PID 控制器输出为尿素溶液流量设定值,作为副PID 控制器的设定值,副PID 控制器的被调量为实际尿素溶液流量,副PID 控制器的输出为尿素溶液流量调节阀指令。副PID 控制回路起到尿素溶液流量快速粗调的作用,主PID 控制回路起到烟囱出口NOx浓度细调的作用。
(2)变参数控制策略:由负荷指令构造主PID 控制器的比例增益函数和积分增益函数,同时根据烟囱出口NOx测量值及设定值偏差合理修正比例增益和积分增益。在CEMS反吹或标定时,比例作用减弱为原值的一半,积分作用切为0,不参与偏差调节,主要由前馈决定脱硝控制输出;在CEMS反吹或标定结束5 min后,比例积分作用恢复正常调节作用,如图2所示。

图2 脱硝控制主PID 调节器变参数控制策略
(3)尿素溶液流量调阀的非线性校正:根据尿素溶液流量调阀开度指令与实际尿素流量的关系,构造副PID 调节器的比例增益函数,以校正尿素流量调阀的非线性。
2.2 智能并行前馈控制策略
(1)理论尿素溶液流量动态预估前馈:通过控制逻辑判断煤量、风量、入口NOx与出口NOx设定偏差及偏差变化情况,动态预估理论尿素溶液流量前馈。该前馈也可有效解决因CEMS系统自动反吹和标定前后NOx浓度突变造成调节系统不可控的情况,如图3所示。

图3 脱硝控制理论尿素溶液流量动态预估前馈
(2)变负荷前馈:根据变负荷幅度及变负荷速率,设计动态变负荷前馈,提前调整尿素溶液流量设定值,以降低因变负荷造成的NOx浓度波动,如图4所示。
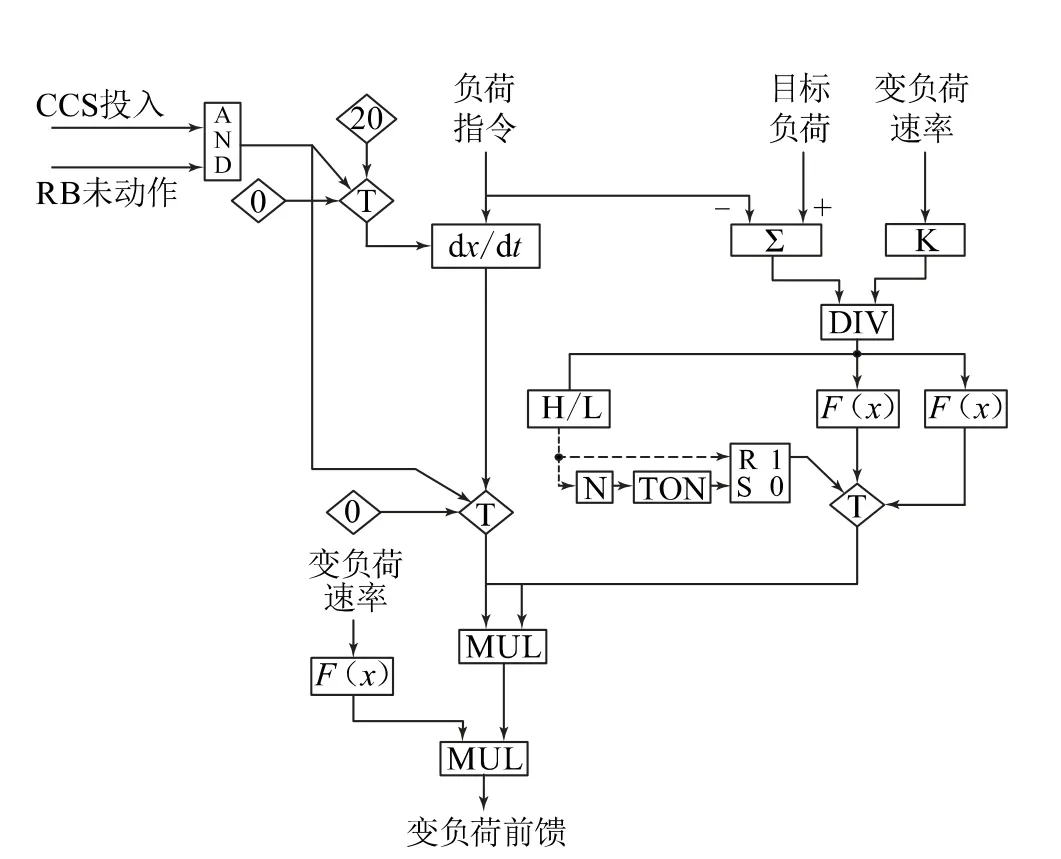
图4 脱硝控制变负荷前馈
(3)启停磨前馈:判断磨煤机启停状态,提前调整尿素溶液流量设定值,以降低磨启停期间NOx浓度的波动,如图5所示。
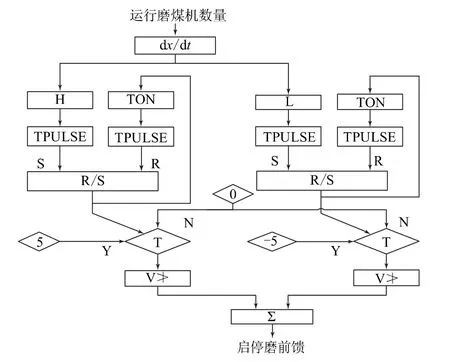
图5 脱硝控制启停磨前馈
采用智能并行前馈控制策略,可不等到烟囱出口NOx发生变化,直接提前改变尿素溶液流量,有效克服脱硝控制系统的大惯性和迟滞性,提高脱硝控制响应速度,并保持烟囱出口NOx的稳定。
3 优化后脱硝自动控制效果分析
优化后脱硝自动控制曲线如图6所示。
根据图6可以看出:
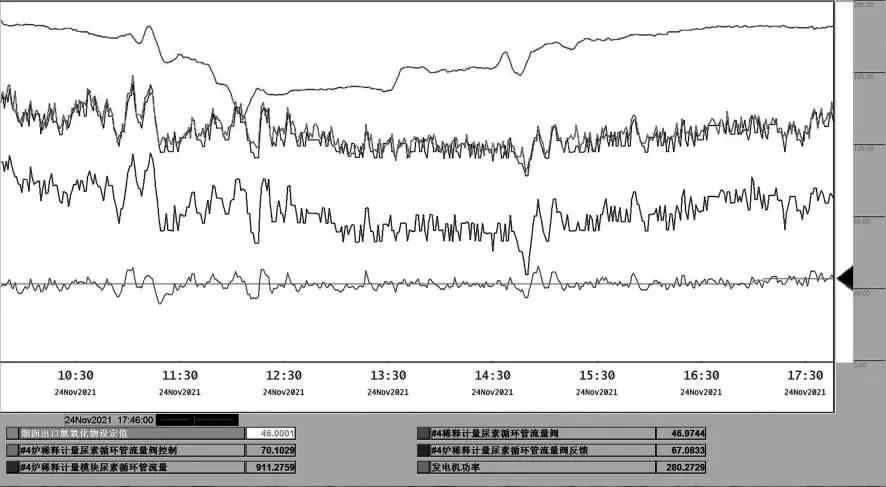
图6 优化后脱硝自动控制曲线
(1)机组负荷变化范围为285MW→205MW→280MW ;
(2)变负荷工况下,烟囱出口NOx偏差最大为10mg/Nm3;
(3)稳态工况下,烟囱出口NOx偏差最大为6 mg/Nm3。
本文提出的基于智能并行前馈的变参数串级PID脱硝优化控制策略具有较强的鲁棒性,对大惯性、大迟延对象的控制效果有明显改善,前馈信号和反馈信号共同构成了尿素溶液流量的实时设定值,保证了实际尿素溶液流量快速跟踪其设定值。机组在AGC随动控制方式下,脱硝控制一直投入自动运行,在变负荷和稳态工况下,烟囱出口NOx波动较优化前大幅减小(表1),脱硝自动控制取得了良好的调节品质。

表1 优化前后脱硝控制效果对比表
4 结语
脱硝系统是一个受机组负荷、锅炉燃烧、磨煤机启停、CEMS系统反吹和标定等因素影响的大迟滞、大惯性控制系统,简单的单回路控制不能满足脱硝调节要求。针对原脱硝控制策略存在的问题,通过引入基于智能并行前馈的变参数串级控制优化策略,完善控制对象,使脱硝控制调节方式能适应不同工况的控制需求,烟囱出口NOx全时段保持稳定可控,避免了由参数变化导致的烟囱出口NOx超标,脱硝控制系统的调节品质及稳定性得到了很大的提高。
脱硝控制实现全程自动控制,具有以下主要优点:
(1)烟囱出口NOx对机组工况变化的适应能力强,能降低运行人员工作强度,避免误操作,避免环保考核,最大程度减少氨逃逸量,有效缓解空预器堵塞问题,降低电厂运营成本;
(2)不会制约机组的变负荷能力,为机组提高“两个细则”考核能力奠定基础;
(3)有助于机组实施灵活性改造,提高机组深度调峰能力,为实现“双碳”目标提供保障。
该脱硝优化控制策略的成功应用可为其他同类型机组实施脱硝控制优化提供有益的借鉴。
猜你喜欢
哈哈画报(2022年8期)2022-11-23
湖北农机化(2021年7期)2021-12-07
通信电源技术(2018年3期)2018-06-26
电子制作(2017年13期)2017-12-15
学生天地(2017年21期)2017-11-07
小学阅读指南·低年级版(2016年1期)2016-09-10
铁道通信信号(2016年12期)2016-06-01
海峡科技与产业(2016年3期)2016-05-17
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17