
烤箱外壳模具设计
2023-03-10 03:48彭承意
模具工业 2023年2期
彭承意
(中山市技师学院 机电系, 广东 中山 528403)
1 制件结构分析
烤箱外壳如图1所示,外形尺寸为532 mm×305 mm×34 mm,材料为冷轧钢板,料厚为0.6 mm。制件口部有一整圈向内翻边且向内倾斜的结构,翻边圆角为R1.5 mm,斜角为60°,斜边长度为4.0 mm。制件上有10个φ4 mm的小孔,其中表面有4个,一个侧面有4个,另一个侧面有2个。制件三维结构如图2所示。

图1 烤箱外壳二维结构

图2 烤箱外壳三维结构
制件口部向内翻边的材料不能间断,是在拉深后再用1副模具对其口部材料进行翻边成形,因此成形该制件的难点在于口部向内翻边以及翻边后制件的脱模。
制件的外形尺寸较大,适合用单工序模成形,另需要落料、拉深、修边、冲孔、向内翻边、压斜等6道工序,其中落料件尺寸较大,用剪板机落料。为了防止拉深时成形制件起皱,应设置压边圈,因此在落料时应预留给压边圈压料的材料,落料尺寸为620 mm×390 mm,拉深和修边的模具结构简单不作介绍,重点叙述冲孔、向内翻边、压斜等模具结构[1-3]。
2 冲孔模结构
制件上共有10个小孔,为了确保圆度要求,将冲孔工序安排在拉深工序之后。为了保证10个小孔彼此之间的位置度,用1副模具同时冲10个小孔,其中侧面的小孔用滑块冲孔,为了确保滑块运行平稳,在滑块上安装导柱导套。上模卸料板尺寸较大,为了使卸料板运行平稳,同样也安装导柱导套,冲孔模下模如图3所示[4,5],冲孔模结构如图4所示。

图3 冲孔模下模

图4 冲孔模结构
模具运行过程:开始冲孔前,将拉深后的工序件开口朝下,套在凹模板11上,工序件依靠自身重力进行定位。然后启动压力机,在上模下行过程中,卸料板15先压住工序件,上模继续下行,冲孔凸模14冲出制件上表面的孔;上模继续下行,斜楔5接触滑块8,并推动滑块8向模具中心运动,侧卸料板19将制件的侧面压在凹模板11的侧面,然后侧冲孔凸模20在制件的侧面冲出侧孔。当侧冲孔完成后,上模上升,在滑块弹簧3的作用下,侧滑块8进行复位。上模上升到极限位置后,取出制件,即可开始下一个生产周期。
3 向内翻边模结构
为了使制件口部实现向内翻边,设计了由斜楔带动内、外滑块进行翻边、脱模的结构,将上模斜楔设计成双斜面结构,如图5(a)所示,在下模中设置内、外两圈滑块,如图5(b)所示。
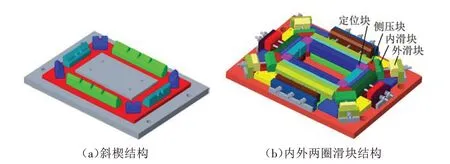
图5 斜楔与内外两圈滑块结构
外滑块呈“P”型,通过连杆与涨紧块相连,如图6(a)所示,内滑块呈“L”形,在内滑块的台阶上设置侧压块,用于将制件侧面压紧,内滑块在外滑块的连杆上滑动,如图6(b)所示。
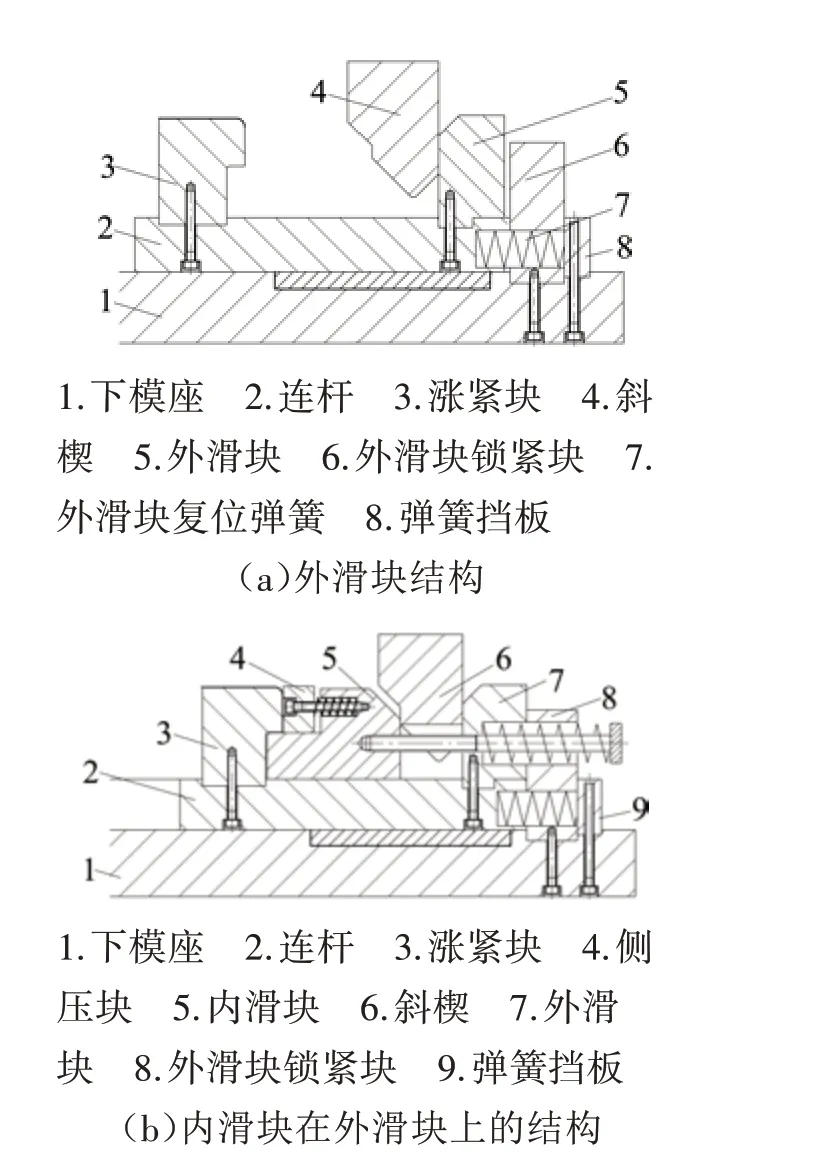
图6 滑块结构
内、外滑块的高度不同,外滑块高,内滑块低,在上模下行过程中,上模斜楔先接触外滑块,再接触内滑块。因此外滑块先带动涨紧块张开,涨紧块呈“P”型,上半部分从制件内表面将制件涨紧、定位,然后内滑块再从制件侧面向模具中心运动,内滑块呈“L”型,内滑块上的压块先将制件压紧,然后内滑块的台阶与涨紧块的上半部分共同挤压制件,对制件进行翻边,模具结构如图7所示。

图7 翻边模结构
模具运行过程:冲压前侧压块9与涨紧块10处于复位状态,将拉深后的工序件13套在涨紧块10上,然后启动压力机。在上模下行过程中,上模压板14将工序件13压在涨紧块10的上表面;上模继续下行,上模斜楔7驱动外滑块5,向模具四周运动,外滑块5通过连杆4与涨紧块10连在一起,涨紧块10呈“P”型,当外滑块5先向四周运动时,带动涨紧块10的上半部分将工序件13从内表面涨紧、定位。上模继续向下运动,当斜楔7的竖直面与外滑块5接触时,外滑块5不再向四周运动,此时涨紧块10已将工序件13从内表面完全涨紧、定位。上模继续向下运动,斜楔7的内斜面接触内滑块6,将内滑块6向模具中心挤压,内滑块6呈“L”型,当内滑块6向模具中心靠拢时,侧压块9先将工序件13的侧面压紧,防止工序件侧面变形,内滑块6继续向模具中心靠拢,内滑块6的台阶将工序件13的口部向内翻边。当上模向上运动时,内滑块6、侧压块9在内滑块弹簧20和侧压块弹簧16的作用下进行复位,外滑块5在连杆弹簧21的作用下复位。取出制件后开始下一个生产周期[6,7]。
4 压斜模具结构
经过向内翻边后,工序件口部是水平的,还需要用压斜模具对工序件口部进行压斜,压斜模具的结构如图8所示。

图8 压斜模具结构
模具运行过程:冲压前,将工序件放在凹模4内,口部朝上。然后启动压力机,在上模下行过程中,上模压板11先接触工序件,上模弹簧12被压缩,当上模弹簧12的弹力+上模压板11的重力+推板5的重力之和大于下模弹簧15的弹力时,下模弹簧15被压缩,上模压板11将工序件往下压。当推板5与下模垫板3贴在一起时,上模压板11将工序件完全压到位,此时下模弹簧15不再被压缩。上模继续下行,在凸模6的作用下,将工序件口部往下压,使其倾斜。当上模向下运行到极限位置后,上模向上运动,在下模弹簧15的作用下,将成形制件推出[8,9]。
5 结束语
在该制件的冲压工艺中,关键是将制件口部向内翻边,为此设计了用1个斜楔同时带动2个滑块运动的模具结构,利用2个滑块斜面高度不同的特点,使内、外滑块先后产生运动,并带动涨紧块、侧压块运动。当外滑块带动涨紧块将制件涨紧、定位后,再由内滑块将制件口部向内进行翻边。经批量生产证明,模具的滑块结构稳定可靠,具有一定的参考作用。
猜你喜欢
时代汽车(2023年2期)2023-02-11
铁道科学与工程学报(2022年4期)2022-05-17
汽车工艺师(2021年7期)2021-07-30
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
化工管理(2017年25期)2017-11-07
制造技术与机床(2017年12期)2017-02-02
湖北工业职业技术学院学报(2015年2期)2015-12-25
铁道科学与工程学报(2015年5期)2015-12-24
