
精密箔垫冲裁成形模设计
2023-03-10 03:48曹立林薛秀秀
模具工业 2023年2期
李 杨, 曹立林, 薛秀秀
(中国航发西安动力控制科技有限公司, 陕西 西安 710077)
1 工艺分析
图1所示为某航空发动机燃油控制系统中使用的精密箔垫零件,材料为PbSn4.5~2.5,厚度为0.05 mm,尺寸精度为1T14级,要求成形后表面无起皱、无起包、光洁平整。
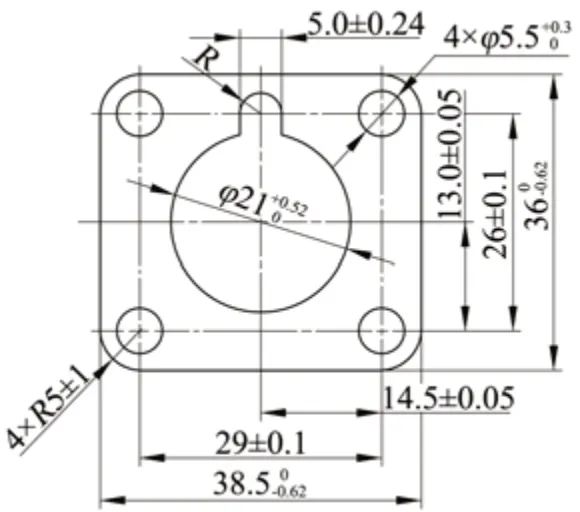
图1 箔垫零件
PbSn4.5~2.5材料首次在航空发动机附件上使用,由于其厚度薄且软,刚性弱,容易出现折、皱、包、点等缺陷,用机械、电加工和常规冲压均无法成形。对铅锡合金类材料成形的研究是新课题,尝试采用聚氨酯橡胶模予以解决[1,2]。
2 冲裁成形工艺
2.1 技术难点
采用聚氨酯橡胶模成形刚性弱的PbSn4.5~2.5时,先将待成形的箔料放置在容框内的聚氨酯橡胶上,然后将凸凹模轻放在箔料上,开启压力机,调整机床滑块带动凸模冲出零件。此过程中聚氨酯橡胶表面有伤痕(无法避免)或在聚氨酯橡胶表面上存在异物都会在成形零件上留下包、麻点等缺陷;另外聚氨酯橡胶在工作过程中受压变形,导致放置于表面的铅锡合金箔料在摩擦力作用下也随之变形,冲裁结束后聚氨酯橡胶恢复原有形状,铅锡合金箔料却不能弹性恢复而在其表面形成褶皱。对上述缺陷的控制在国内外的技术资料中均未见介绍,因此消除上述缺陷是冲裁成形技术的难点。
2.2 解决措施
基于上述理论分析,对现有技术进行改进,冲裁时在聚氨酯橡胶和冲切坯料间垫上一层辅助冲裁垫,此辅助垫具有一定刚性且易于冲裁,选用的是0.05 mm厚的铝箔垫。增加辅助垫不但可以避免现有技术中聚氨酯橡胶因表面伤痕和异物对成形零件表面质量的影响,而且能作为(相比聚氨酯橡胶)较锋利的刃口对成形零件完成冲裁[3,4],避免了成形零件外形和孔边缘形成褶皱,模具结构如图2所示。
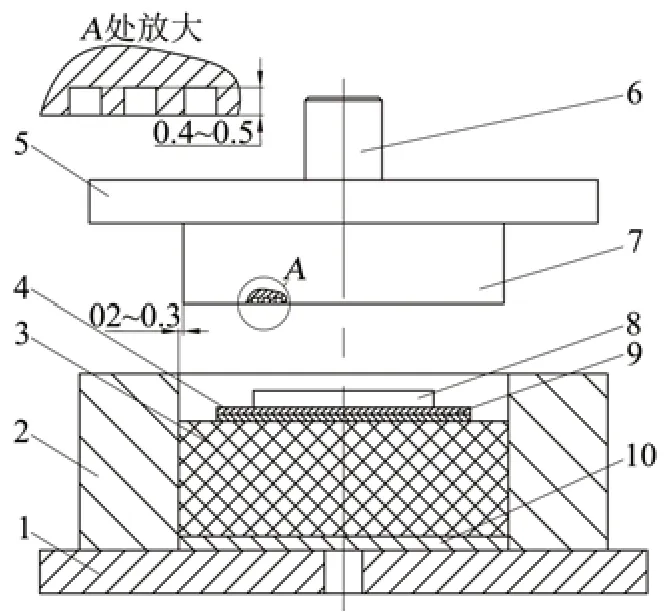
图2 模具结构
模具结构设计时未设置压边装置,而是通过增大被剪材料与模板间的摩擦力,提升冲裁效果,模具结构通用性好,冲裁不同结构的零件时仅需更换凸凹模即可。
2.3 工作过程
将图2所示模具上模座5安装在压力机滑块上,下模固定在压力机工作台面上。当压力机滑块带动上模下行时,模板7进入容框,坯料4和铝箔垫9被凸凹模8压住,铝箔垫9另一面紧贴聚氨酯橡胶,且各处均受聚氨酯橡胶的单位压力。当压力机滑块继续下行,聚氨酯橡胶迫使坯料4和铝箔垫9沿凸凹模8内外轮廓发生弯曲拉伸现象,并在凸凹模8刃口处产生压痕,当坯料4和铝箔垫9受到橡胶剪切力超过其本身抗剪强度时,坯料和铝箔垫沿刃口部位产生裂纹,紧接着分离,完成冲裁,剪切过程示意图如图3所示。
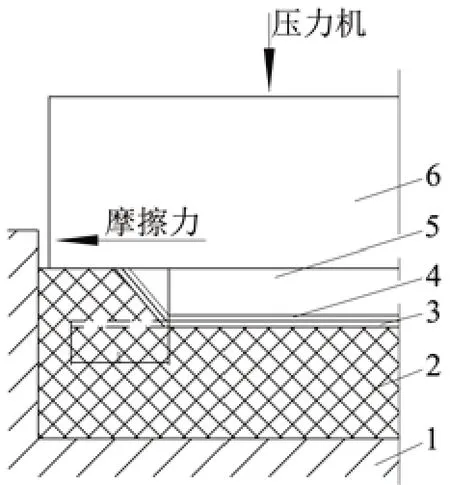
图3 剪切过程示意图
上述过程中铝箔垫表面不会随聚氨酯橡胶受压变形,保证了铅锡合金箔料表面的平整,另外放入铝箔垫还可以避免聚氨酯橡胶表面伤痕和异物对成形零件表面质量的影响。加铝箔垫后,聚氨酯橡胶模成形的零件光洁平整,满足质量要求,还能作为(相比聚氨酯橡胶)较锋利的刃口对零件完成冲裁。
3 模具设计要点
3.1 聚氨酯橡胶
聚氨酯橡胶选用国产浇注型聚氨酯橡胶[5],硬度为邵氏90~95 HA,抗拉强度为13~15 MPa,断裂强度为45 MPa,断裂永久变形为15%~18%,耐挠曲18万次无裂纹。橡胶压缩量不宜大于30%,厚度取15~20 mm,压入容框的过盈量为0.1~0.2 mm。
3.2 容 框
容框工作中受聚氨酯橡胶胀开力较大,应有足够的强度和韧性,以防模具工作时胀裂。容框口部倒R0.5~0.7mm,容框的型孔与橡胶大小一致,但要保证橡胶在型孔内有0.1~0.2 mm的过盈量。
容框材料一般选45钢,热处理硬度为42~48 HRC,也可选用30CrMnSiA,壁厚取30 mm。
3.3 模 板
冲裁过程中为保证聚氨酯橡胶处于密封状态,要严格控制模板与容框之间的间隙,以防聚氨酯橡胶从间隙中溢出,模板与容框的配合间隙单边为0.2~0.3 mm。模板的另一作用是在冲裁过程中,坯料的余量部分被聚氨酯橡胶压向模板并压紧,此时模板与坯料之间产生足够大的摩擦力,以使刃口处坯料在较强的应力集中下分离,为增大模板的摩擦力,在模板端面上车出深0.4~0.5 mm螺旋形沟槽,见图2A处放大所示。
3.4 凸凹模
凸凹模刃口必须锋利,周边和内型表面粗糙度为Ra0.8 μm,端面表面粗糙度为Ra0.4 μm,用碳素工具钢T8A或合金工具钢CrWMn制造,热处理硬度为60~64 HRC[4]。
凸凹模刃口尺寸的设计与一般钢制冲裁模有不同,落料外形尺寸决定于凸模刃口尺寸,冲孔孔径尺寸决定于凹模刃口尺寸,所以凸凹模刃口尺寸按下式计算。
(1)以聚氨酯橡胶作凹模时落料凸模尺寸为:
(2)以聚氨酯橡胶作凸模时冲孔凹模尺寸为:
式中:Dp——凸模基本尺寸,mm;dd——凹模基本尺,mm;Dmax——零件最大极限尺寸,mm;dmin——孔的最小尺寸,mm;△——零件公差,mm;X——系数,取0.5~0.6;δp、δd——凸、凹模制造公差,mm,查《模具设计手册》可得。
最终经过计算得出凸凹模设计尺寸,如图4所示。
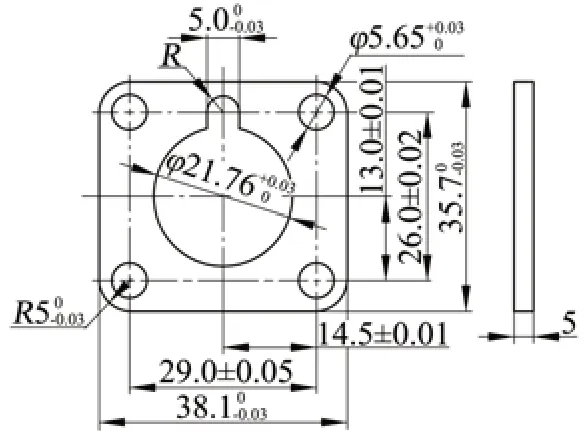
图4 凸凹模
凸凹模高度H不仅影响冲裁完成情况,而且影响零件的成形质量。H过高,成形零件会出现毛刺并和废料粘连,不能冲切完成;H过低,使冲裁力增大,甚至难以完成冲切。生产实践证明,H取5 mm较为合适,成形零件平整、无毛刺。
4 结束语
PbSn4.5~2.5材料冲裁模的特点是在聚氨酯橡胶上表面增加铝箔垫,待冲切坯料置于凸凹模与铝箔垫之间。由于聚氨酯橡胶在工作过程中受压变形,导致放置于表面的铅锡合金箔料在摩擦力的作用下也随之变形,冲裁结束后聚氨酯橡胶恢复原有形状,铅锡合金箔料却不能弹性恢复而在表面形成褶皱,在聚氨酯橡胶和冲切坯料间垫上一层辅助冲裁垫(铝箔垫),铝箔垫不会随聚氨酯橡胶受压变形而发生变形,保证了PbSn4.5~2.5箔料表面的平整,另外放入铝箔垫还可以避免聚氨酯橡胶表面伤痕和异物对成形零件表面质量的影响,增加铝箔垫后,聚氨酯橡胶模成形的零件光洁平整,满足质量要求,还能作为(相比聚氨酯橡胶)较锋利的刃口对成形零件完成冲裁,避免了零件外形和孔边缘形成褶皱,起到二合一的效果。该模具结构通用性强,成形不同结构的铅锡合金箔垫零件时仅需更换不同的成形凸凹模即可。
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
金刚石与磨料磨具工程(2021年5期)2021-11-06
模具制造(2021年7期)2021-09-14
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
诗林(2016年5期)2016-10-25
锻压装备与制造技术(2016年3期)2016-06-05
中原工学院学报(2014年3期)2014-04-01
