
±800kV换流变网侧套管智能更换装置研究
2023-05-19 22:54国网新疆电力有限公司电力科学研究院刘磊李龙飞周利兵韩雪峰张飞杜兆广
电力设备管理 2023年3期
国网新疆电力有限公司电力科学研究院 刘磊 李龙飞 周利兵 韩雪峰 张飞 杜兆广
1 引言
直流输电工程作为大规模跨区能源互联的重要纽带,在清洁能源输送等方面发挥了重要作用。换流变压器和换流阀共同作为交流和直流系统的接口设备[1],在交流电网与直流线路之间起到连接和协调作用。换流变本体被布置在阀厅外,网侧套管在阀厅外与交流系统连接;阀侧套管穿过阀厅的防火封堵墙后与阀厅内的阀组连接,换流变阀侧套管升高座一般插入阀厅内。阀厅防火墙进换流变阀侧套管位置预留有孔洞,便于换流变就位,换流变就位后对孔洞进行封堵[2]。由此可见,换流变是直流工程中的关键设备,而网侧套管更是设备中要求较为严苛的部件之一。
常规网侧充油套管内部故障会诱发瓷套炸裂、变压器烧毁等严重事件,自直流系统发展以来,已发生多起事故。为消除充油套管安全隐患,2019年国网公司推行结构强度高、抗爆抗燃性能好的环氧树脂浸纸套管(干式套管)在换流变网侧的试点应用[3-4]。干式套管与油式套管相比,在无燃烧及无爆炸无危险等方面具有优势,还具有设计紧凑、体积小、重量轻的优点;运行中具有无局放、免维修(无气体、无油)、适配性强、气密性好、可以任意角度安装等优点。在对换流变油式套管进行替换,安装干式套管时,先将干式套管下拉杆与变压器出线装置连接,然后套管穿过拉杆与升高座上连接板连接[5]。在安装过程中,拉杆底座和套管根部接触段为过盈配合,如果直接安装,套管的重量会通过拉杆底座将出线装置压坏,本文为解决这一问题设计了换流变网侧智能套管更换装置。
2 智能套管更换装置组成
智能套管更换装置由四部分组成:上支撑工装、下支撑工装、工装小车、电气控制系统。
上支撑工装由伺服电机、同步带轮、滚珠丝杠、导轨滑块及相应的连接件组成。伺服电机作为驱动系统,通过同步带传动,带动滚珠丝杠转动,滚珠丝杠连接座通过连接板与导轨滑块连接,带动夹具垂直方向移动。由于上支撑工装采用伺服电机,所以夹具的位移、速度、位置以及扭矩大小可以实时显示在控制屏上。上支撑工装通过螺栓固定在套管顶部,过渡连杆组件一端与上支撑工装通过两个螺母连接,另一端与套管上拉杆通过螺纹连接。
下支撑工装分左下支撑工装和右下支撑工装两部分,左下支撑工装和右下支撑工装结构一致,对称安装在变压器升高座上连接板两侧,承托套管安装法兰下表面。左下支撑工装和右下支撑工装分别由伺服电机、同步带轮、滚珠丝杠、导轨滑块及相应的连接件组成。伺服电机作为驱动系统,通过同步带传动,带动滚珠丝杠转动,滚珠丝杠连接座通过连接板与导轨滑块连接,带动夹具垂直方向移动。由于左下支撑工装和右下支撑工装共同承托套管,所以两套工装需要做同步控制,防止套管在安装过程中发生侧翻。
在套管安装过程中,通过触摸屏控制上下支撑工装的同步动作,实现套管下移与拉杆上移在整个安装过程中实现速度、位移的同步,在整个过程中,可以实时监测上下工装夹具扭矩大小,从而实现内部拉杆底座和套管根部的柔性装配,减少工件磨损、变形,提高装配效率,降低装配难度。全程动作可进行自动化/手动模式切换,并且装配全程安装距离、安装速度及扭矩大小可视化,便于实时监控与控制。智能套管装置结构如图1所示。
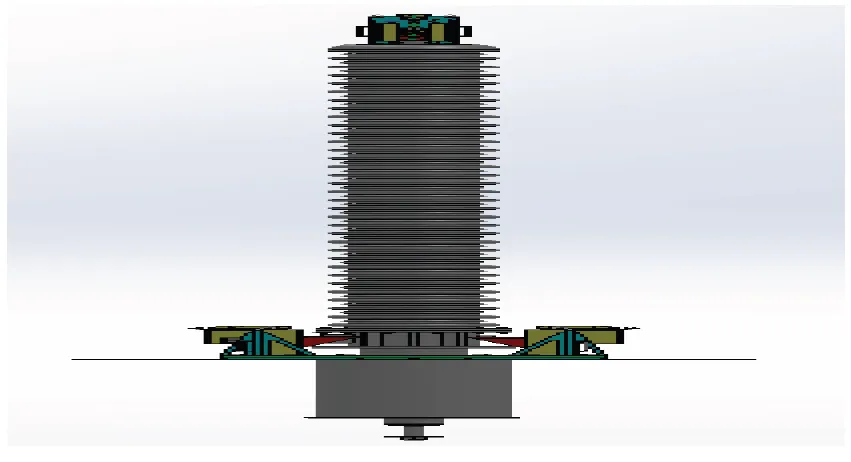
图1 智能套管装置结构
由图1 可知,套管顶端为上支撑工装,套管下部为下支撑工装。上支撑工装安装于套管顶部,利用伺服电机驱动,带动一个带有U 型开口的提拉板上下运动。
提拉板开口部分通过一套锁紧螺母组件与一个过渡连杆相连,过渡连杆通过螺纹与上拉杆上端固定连接,当下支撑工装承托套管向下运动时,工装伺服电机同步驱动拉杆向上运动,防止套管将拉杆压下,造成相关部件损坏。
下支撑工装安装在升高座上连接板上,左下支撑工装与右下支撑工装同时使用,用于承托套管法兰与拉杆进行装配。工装利用一个伺服电机驱动,带动一个带有弧形开口的支撑支架上下运动。支撑支架初始位置(原点) 设置在上部,利用接近开关进行检测,上表面与套管下部法兰下表面接触,工作时,工装与下支撑工装和上支撑工装同步动作,下支撑工装支撑支架托着套筒向下运动,上支撑牵引拉杆向上运动,实现三轴联动。
电控柜安装在工装小车的后部,用于控制各部分工装动作及程序调试。控制柜前面板为开关门,门上嵌入安装一块操作屏,操作屏可以对工装控制进行操作,同时可以显示各工装实时动作状态,便于动作监控。电气控制柜结构如图2所示。

图2 电气控制柜结构
工装小车为上下支撑工装和电气控制柜的载体,随工位变化拖动。小车底部有四个行走轮,两个为定向轮,两个为万向轮并且带有刹车装置。小车上面板开有螺纹孔,用于工装运输时的固定。小车四个角安装有四个吊环螺钉,可以在现场用吊车吊置。小车底层四周用面板封闭,内部可以放置线缆及工具等件,左右两侧设有开关门,方便取件,前部带拉手,后部带开关门,方便维护电气控制柜。工装小车结构如图3所示。
图3 工装小车结构
3 套管更换装置使用工艺步骤
在进行套管更换时,智能套管更换装置使用步骤如下。
第一,在打开套管包装箱后,拆开套管头部部件,取出套管拉杆,将套管拉杆中间连接松开,此时拉杆分成上拉杆和下拉杆两部分。上拉杆顶部用直径4mm 尼龙绳穿过销孔固定,从套管顶部穿过套管。将下支撑工装用吊车安装于升高座上连接板处,两工装距离大于套管法兰直径。
第二,将下拉杆与均压球相连,用扭矩扳手严格按照螺钉扭矩值进行锁紧,下拉杆与均压环相连如图4所示。

图4 下拉杆与均压环相连
第三,将套管吊装板安装于套管顶部,吊带连接于套管法兰吊装孔处,穿过吊装板与吊车吊钩连接。
第四,将上支撑工装用螺栓安装于套管顶部,将过渡连杆用两个螺母安装于上支撑工装夹具上,上支撑工装安装于套管顶部如图5所示。
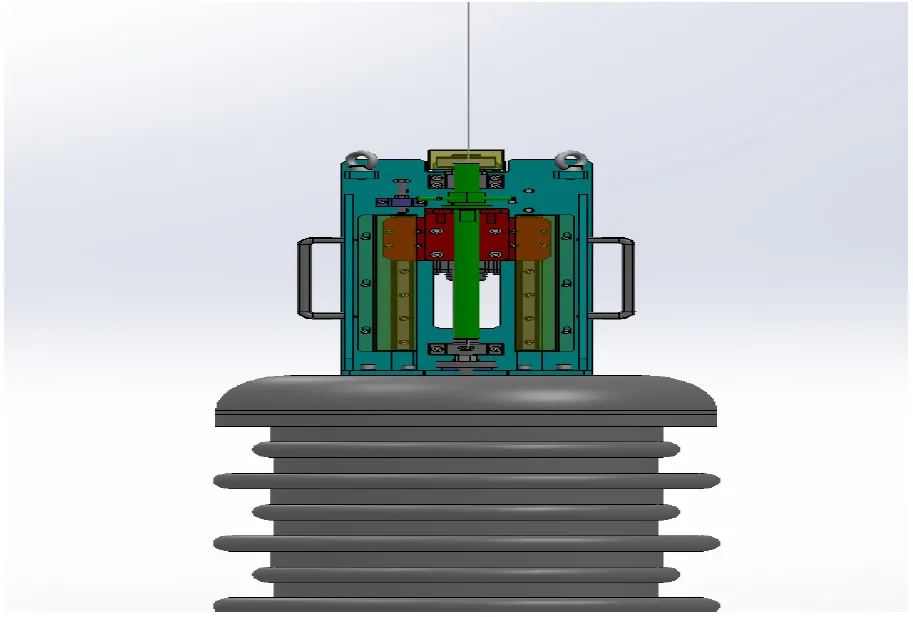
图5 上支撑工装安装于套管顶部
第五,吊车吊起套管缓慢从升高座正上方缓缓放下,同时利用尼龙绳缓慢将上拉杆下放,注意二者配合,当套管底部快接近升高座上表面时,吊车停止下放,连接上下拉杆。
第六,继续用吊车将套管缓慢下移,当套管底部距离下支撑工装支撑板10mm 左右时停止,将左右下支撑工装向内侧移动,拖住套管法兰;继续将套管缓慢下移,使套管法兰接触左右下支撑工装支撑板,下支撑与法兰接触如图6所示。
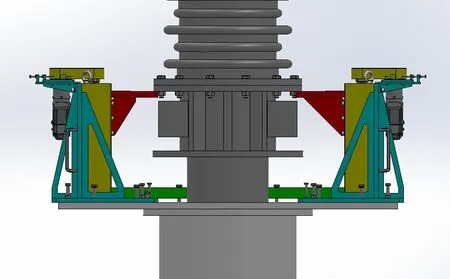
图6 下支撑与法兰接触
第七,将过渡连杆与套管上拉杆连接。
第八,触摸屏控制上下支撑工装同时运动,其中上支撑工装带动套管拉杆向上移动,左下支撑工装和右下支撑工装同时带动套管向下移动,二者速度一致。
第九,套管拉杆安装到位后,将过渡连杆拆下,安装尼龙垫、一个上拉杆螺母及螺母锁紧工装,然后再次将过渡连杆安装。
第十,利用上支撑工装再次提升拉杆,提至拉力700Kg,此时利用螺母锁紧工装将拉杆螺母锁死。
第十一,将上支持工装拆下,安装第二个拉杆螺母,同时将尼龙绳拆下。
第十二,将上支撑工装和下支撑工装拆除,放于工装小车上,用螺栓固定。
通过使用智能套管更换装置,套管在更换过程中,既降低了套管由于过盈配合而损坏的可能性,又提高了替换过程中的精准度,保证了套管下移和拉杆上升的速度、位移一致,在整个安装过程中,出线装置处于静止状态,不受外力影响,实现了安全可靠的套管安装作业。
4 结语
本文结合换流变网侧环氧树脂浸纸式套管替换油式套管方案,对套管的替换工程中的过盈配合问题提出了一种新的装置智能套管替换装置。在安装过程中,拉杆底座和套管根部接触段为过盈配合,此装置在套管安装过程中,保证了套管下移和拉杆上升的速度、位移一致,在整个安装过程中,出线装置处于静止状态,不受外力影响,实现了安全可靠的套管安装作业,为各换流站开展套管替换工作提供了参考依据。
猜你喜欢
电力勘测设计(2022年5期)2022-06-06
微特电机(2020年11期)2020-12-30
小学生学习指导(当代教科研)(2020年5期)2020-11-25
电子制作(2019年22期)2020-01-14
制造技术与机床(2019年11期)2019-12-04
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
湖北电力(2016年8期)2016-05-09
工业设计(2016年6期)2016-04-17
深圳职业技术学院学报(2015年5期)2015-11-30
