AV80 轴流压缩机叶片根部裂纹原因分析及对策
2023-08-15 07:32林卫全付兆升史红艳
安徽冶金科技职业学院学报 2023年1期
逯 斌,林卫全,付兆升,张 剑,史红艳
(山东钢铁莱芜分公司能源动力厂 山东莱芜 271100)
1 背景
山钢莱芜分公司能源动力厂型钢热电车间1#汽轮鼓风机(型号:AV80-15),图号:900259/4153,该套机组2004 年5 月份投运,已运行近16 年。 转子曾在2010 年返厂常规检修,动叶着色探伤,高速动平衡。 本次转子、承缸返厂检修,主要检修内容为转子解体、动叶磁粉探伤,高速动平衡;承缸部分常规检修,静叶磁粉探伤、更换密封环。 在对动叶磁粉探伤中,发现叶片叶根有裂纹失效情况。
2 1#机组(AV80-15)叶片失效情况描述
2022 年7 月16 日返厂对动叶、隔叶块、静叶进行磁粉探伤检查,发现第1-15 级493 件动叶片中有430 件叶根存在裂纹,裂纹长度基本在1 mm-40 mm 之间,在第一、二榫齿根均有出现,第一叶根齿居多,且随机分布在叶根进气边或排气边。 隔叶块探伤有13 件发现裂纹,裂纹长度5 mm-10 mm。 静叶磁粉探伤均合格。 叶片磁粉探伤图如图1 所示

图1 裂纹叶片荧光磁粉探伤照片
2011-2012 年,高炉大修后,鼓风机实际运行压力从390 KPa 提升410 KPa(G),风量几乎没有变。 本次分析从设计、制造档案、失效叶片材料的理化检验及现场运行等环节进行系统分析。
3 叶片失效原因查找
3.1 1#机组(AV80-15)设计环节核查
陕鼓轴流压缩机动静叶片均按照理论的“无限寿命”设计,即在振动、强度范围内保证10 的7次方疲劳寿命要求及其安全性。 但由于各现场实际工况不同,如磨损(导致振动频率改变)、腐蚀、操作、维护、特殊异常工况、材料缺陷、加工质量等都有可能导致叶片提前“疲劳”、失效,因此实际的叶片疲劳寿命是有限的。
3.2 动叶片强度应力的计算核查
按照当前运行的工况,Pc =517 KPa(A),Qn =5250 Nm3/min 计算,应力情况见表1。
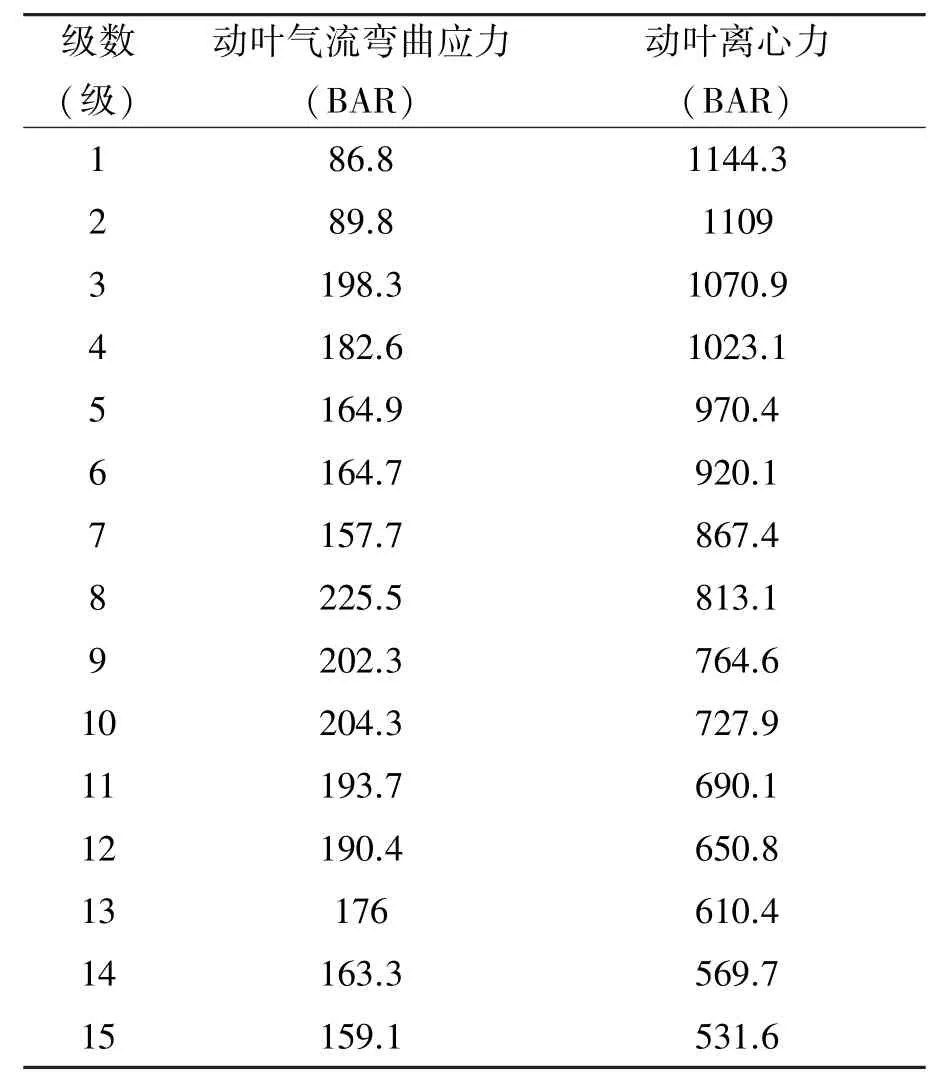
表1 升负荷前各级叶片应力计算结果
在该工况下,第8 级动叶片气流弯应力最大,为22.55 MPa;第1 级动叶片离心应力最大,为114.43 MPa,符合设计规范。
3.3 叶片振动频率的计算核查
3.3.1 动叶片固有频率计算
转子旋转对动叶产生的扰动属于低频激振,一般只核算一阶弯曲共振。 表2 为各级动叶片,固有频率计算结果。
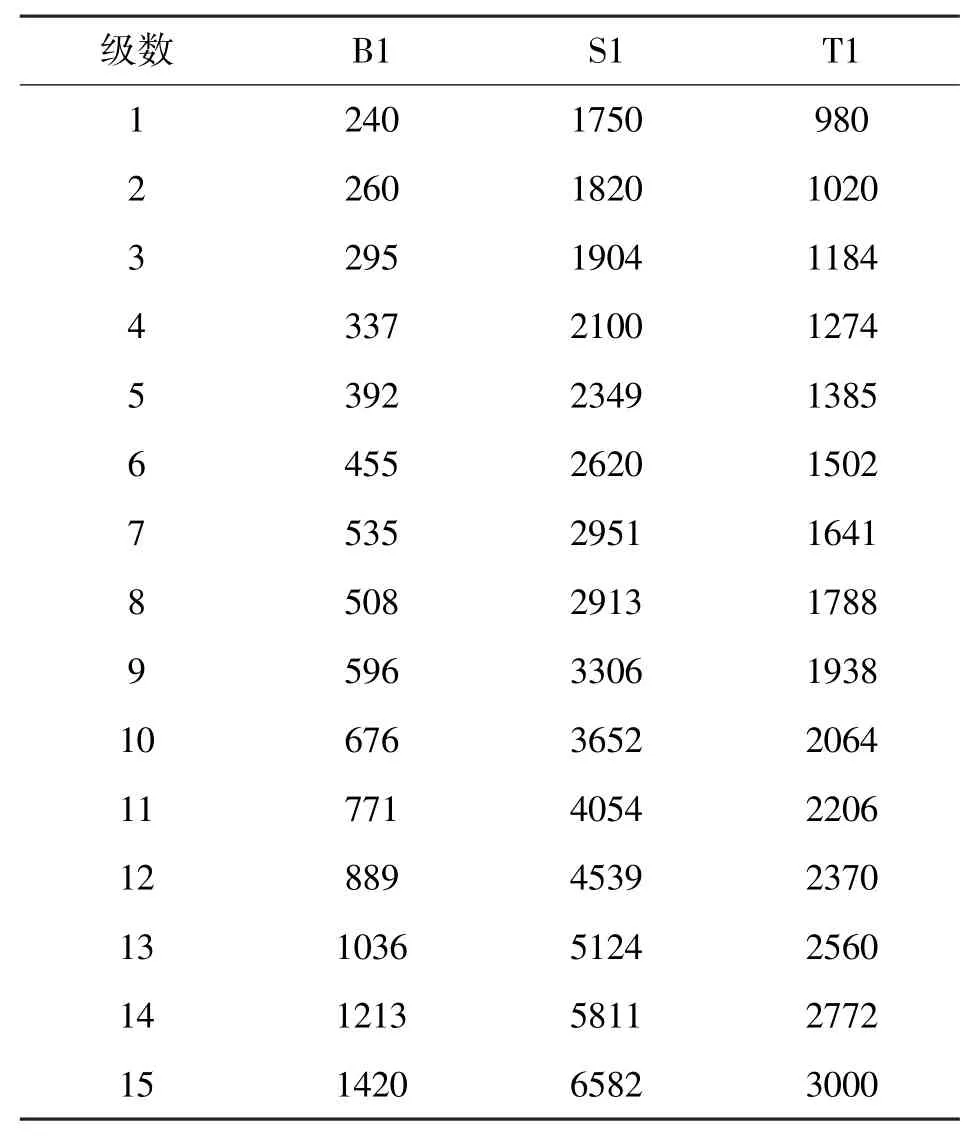
表2 各级动叶片固有频率计算结果
由于机组已运行近16 年,叶片进出气边均有不同程度的磨损,叶片磨损会引起频率发生变化,当频率进入共振范围内,会引起叶片振动增加,长周期运行会促进叶片疲劳裂纹的产生。
3.4 叶片材料与标准的对比核查
经查材质档案,该机组叶片材料为1Cr12Mo不锈钢,该裂纹叶片为2004 年生产的叶片, 原材料供货厂家为北京布鲁特,叶片化学成分符合GB/T 8732 标准要求。 叶片化学成分检测见表3。

表3 材质检测与档案化学成分检验对比表
3.5 1#鼓风机(AV80-15)现场运行情况汇总
该机组为15 年以前出厂的机型,机组没有增加防阻塞系统,高炉在休风时,鼓风机在小静叶角度(≤30°)运行,防喘阀全部打开,风机的出口压力全部≤50KPa(G)运行。
现场查看机组,存在阻塞的情况;当机组存在阻塞时声音异常,即深度阻塞时才调节压缩机的工况消除异常声音。 具体可参照图2。
鼓风机处于阻塞状态,阻塞的时间基本取决于高炉休风的时间,一般休风时间约2 小时;查询最高纪录,最长一次休风时间为8 小时。 阻塞的频率也取决于高炉休风的频次,高炉不顺,休风频率越高,风机操作进入阻塞区域的概率越大,导致鼓风机在阻塞区域运行;阻塞工况引起的载荷冲击会造成叶根产生疲劳裂纹。
4 叶片失效原因分析
鼓风机属于高速旋转设备,叶片存在周期性气流激振。 该轴流压缩机的叶片设计均按照理论的“无限寿命”理念来设计,但实际上叶片的磨损(导致振动频率改变)、腐蚀、操作、维护、特殊异常工况、材料缺陷、加工质量等都有可能导致叶片提前“疲劳”、失效。 从上面设计、叶片加工、叶片材料复检、运行等上看都为正常范规范围。
因此,经过分析,叶片的失效原因主要在于以下几个方面:
1)该鼓风机运行15 年以上,叶片存在一定的磨损及沾灰腐蚀性影响,导致叶片振动频率的改变。
2)鼓风机以前长期运行并适应在小负荷工况,近1-2 年负荷增大,导致鼓风机振动增大,加大叶片疲劳趋势。
3)高炉休风时,机组累计长时间在阻塞区运行,阻塞工况下运行会造成气流不稳定,将激发叶片振动,并附加额外的气流激振,长时间会在叶片根部应力较大处产生裂纹、疲劳扩展。
5 措施实施
1)新补制动叶片叶根进行倒棱处理,采用低边齿结构,并对前10 级动叶片的叶根进行喷丸处理。
2)鼓风机增加防阻塞系统,避免风机在阻塞区域运行;休风时,建议风机运行的最小静叶角度为30°。
控制系统画面增加防阻塞线与报警功能,陕鼓提供阻塞数据;
阻塞区域运行,增加计时功能,通过累计时间知道鼓风机检修周期;
高炉休风或鼓风机进入阻塞区通过调节防喘阀与送风阀脱离阻塞;
改造送风阀具有调节功能,保证调节时的安全可靠,或者高炉休风时通过在高炉侧放风,保证风机的出口压力高于阻塞压力。
3)严格按照新版《轴流压缩机说明书SM》操作,具体关注风机的启机、加载、检测、防阻塞操作、高炉休风操作、停机、周期性的检维修以等内容。
6 效果验证
1)试验内容:分别在4 个静叶角度(32° 42°50° 60°)下进行喘振性能试验,前2 个静叶角度下试验到发生喘振现象(32° 42°),第3、4 个静叶角度下未试验到喘振(50°60°)。 最后一个(60°)在排气压力580KPa(设计排气表压0.450MPa)时终止实验。
2)根据试验数据(见图3、图4):该轴流压缩机性能达到设计要求,并能满足工艺使用要求,喘振性能合格。
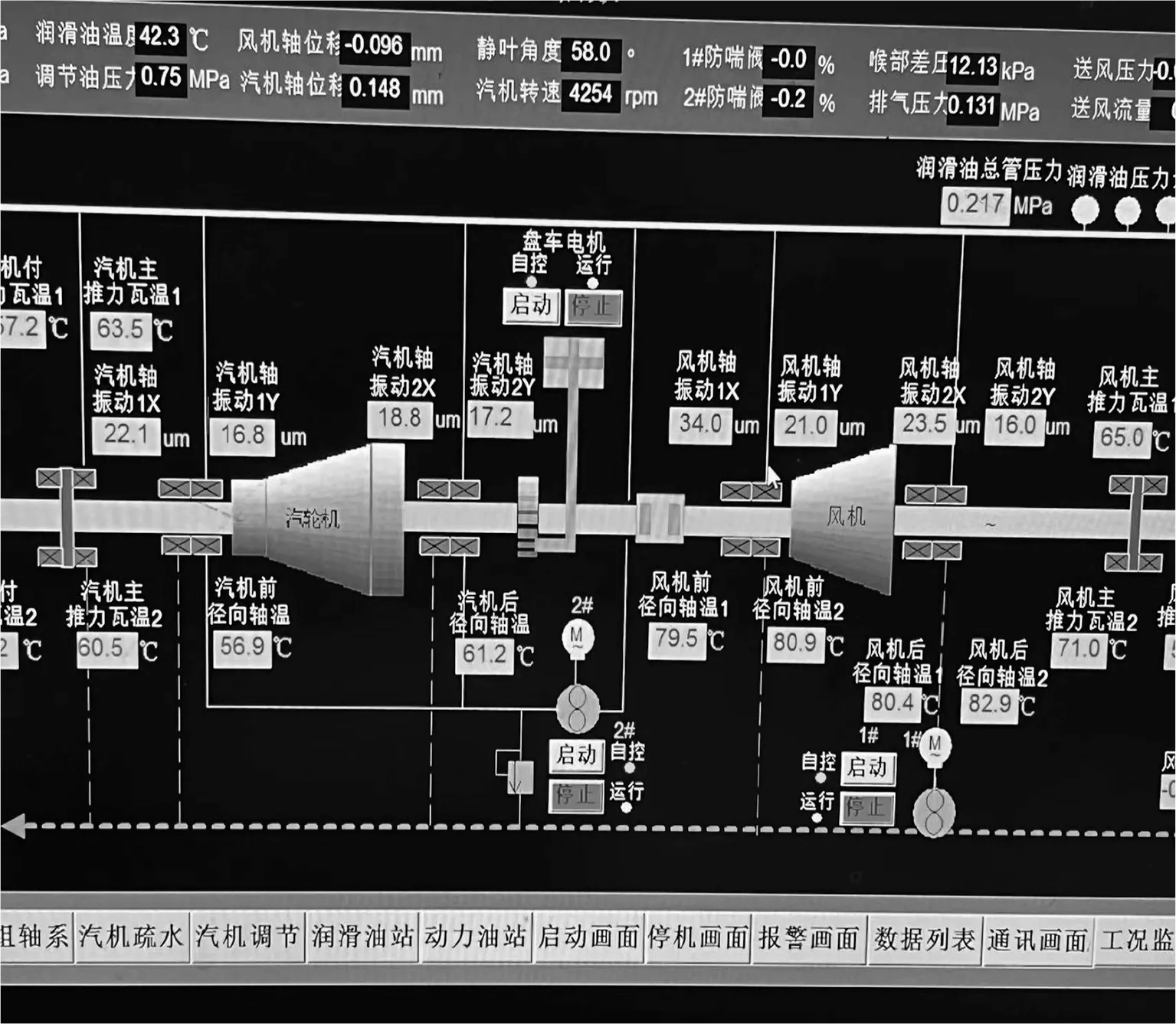
图3 1#风机喘振试验轴系运行状态图
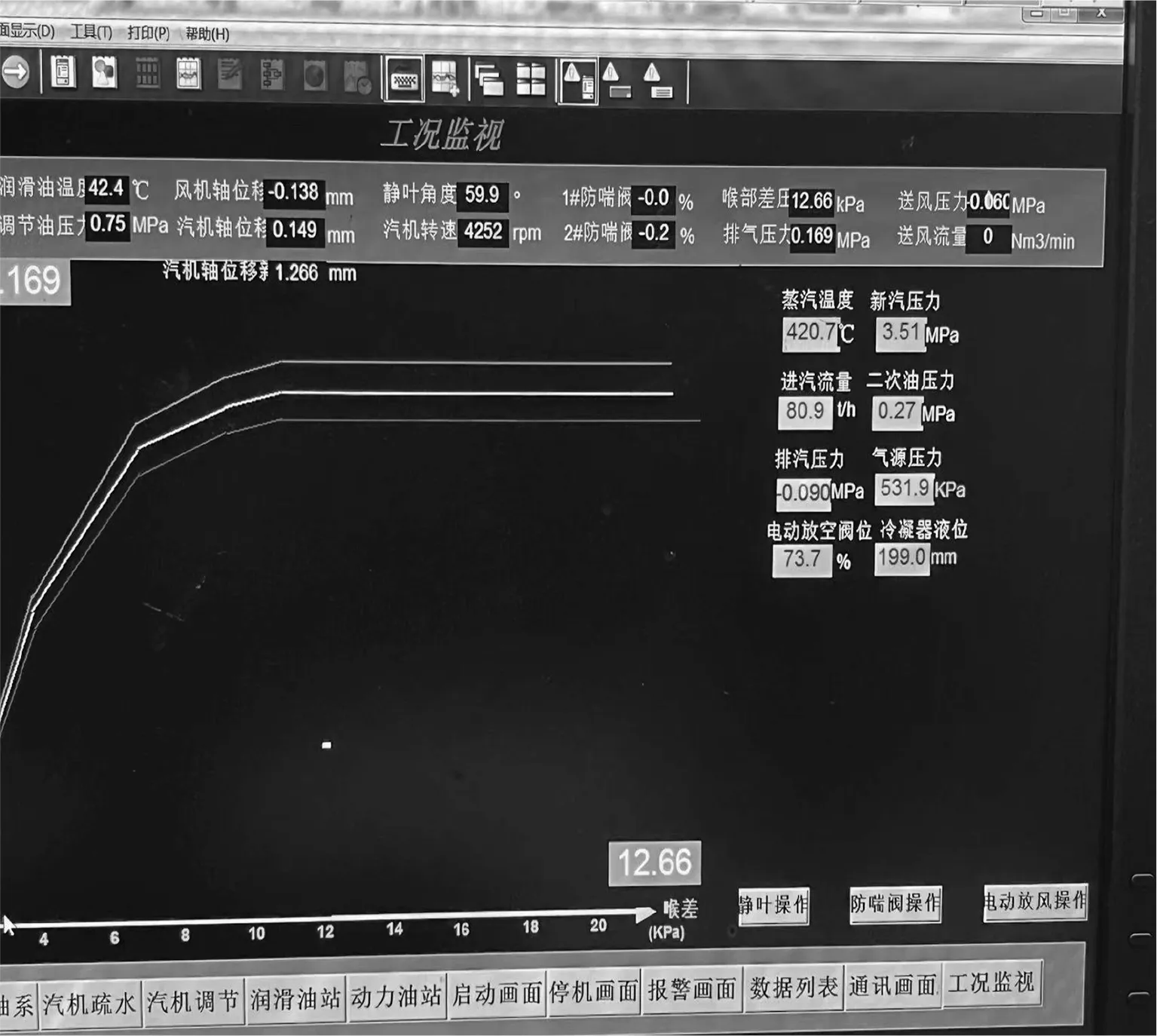
图4 1#风机喘振试验运行工况图
3)防喘振曲线参数和防阻塞曲线参数已由山信软件仪控人员设定在防喘振控制系统中,并进行了标定,该风机已正常安全投入运行。
7 结语
造成轴流压缩机叶片根部裂纹的原因很多,解决方法也有较大的变化。 针对型钢热电车间1#汽轮鼓风机动叶榫齿根出现裂纹情况,用常规检查和分析方法难以确定造成叶根有裂纹的真正原因。通过优化防喘曲线、加装阻塞曲线的方法,开拓了分析问题和处理解决问题的思路和方法,对今后类似问题的分析和处理提供有益借鉴。
猜你喜欢
民间文学(2022年9期)2022-05-30
中国特种设备安全(2021年3期)2021-07-28
电站辅机(2021年4期)2021-03-29
机械制造与自动化(2021年1期)2021-02-03
机械工程师(2020年6期)2020-07-14
热力透平(2019年4期)2019-12-18
东方汽轮机(2017年4期)2018-01-05
北京航空航天大学学报(2016年12期)2016-02-27
电力与能源(2015年5期)2015-12-16
应用技术学报(2014年4期)2014-02-28