
机械密封组件检修工具数字化应用实践
2023-08-22 06:40张明涛葛行部张恒硕
金属加工(冷加工) 2023年8期
张明涛,葛行部,张恒硕
1. 浙江东核电力设备工程有限公司 浙江杭州 310015
2. 山东化工技师学院 山东滕州 277500
3. 济南职业学院 山东济南 250103
1 序言
目前我国在役运行的压水堆电站大多采用轴封式主泵,其中机械密封组件是主泵的重要组件,它可以保证正常工况下放射性反应堆冷却剂不会经由主泵向外泄漏。由于机械密封组件设计结构复杂,加工精密,装配精度高,现场检修难度大,特根据核电站现场工况,设计制作一种主泵机械密封组件检修工具,以应用于复杂且有一定辐射剂量的场合,以缩短电站大修工期,保证主泵的检修质量,保障电站的正常生产运行。
2 主泵与机械密封组件结构概况
主泵是压水堆电站一回路系统中唯一的高速旋转的关键设备,被形象地喻为电站的“心脏”,它属于核安全Ⅰ级泵,价格非常昂贵。在当前阶段,世界上有资质、有能力生产它的厂家屈指可数,它的在役运行可靠性直接关系着整个电站的运行状况和安全性能。主泵的运行条件非常苛刻,所泵送的介质是压力152bar(1bar=0.1MPa,下同)、温度290℃的一回路放射性冷却剂。考虑电站运行的安全和环保,要求主泵的泄漏量最小、运转可靠性最高,以保障电站长期运行的经济性[1,2]。
压水堆电站的主泵为立式、单级、混流式轴封泵,泵转动部件主要由3段轴和轴承等构成,即上泵轴、机械密封组件、可拆轴、下泵轴和轴承等部件(见图1)。反应堆冷却剂从底部轴向进入,水平径向高压泵出。主泵在电站工艺系统流程中的位置如图2所示。
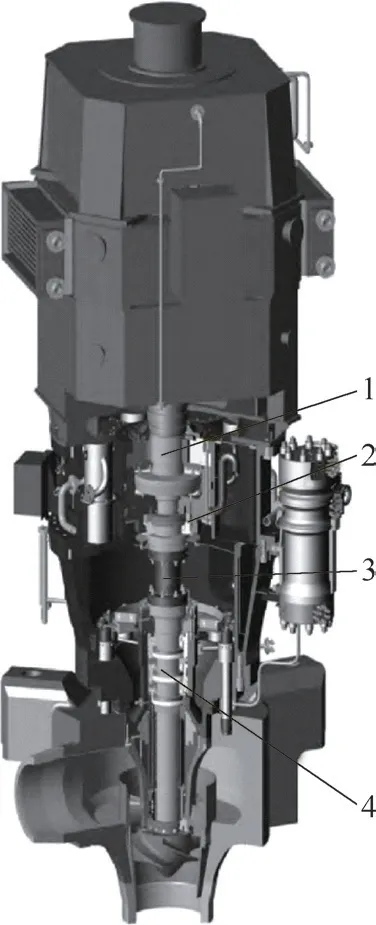
图1 主泵结构

图2 电站工艺系统流程
反应堆冷却剂沿泵轴的防泄漏,由三级串联布置的机械密封系统控制。压力略高于反应堆冷却剂压力的密封注入水,阻止一回路带放射性的冷却剂向上流入主泵水导轴承和机械密封,并冷却水导轴承和密封部件。在可控制泄漏密封之后,密封泄漏液一部分被回收和排出;另一部分密封注入水流过两道串联布置的二、三级密封,并在这两道密封处通过高压和低压管道排出,以保证正常工况下放射性反应堆冷却剂不会经由主泵向外泄漏[3]。
机械密封组件采用模块化设计、集成式装配,可以从可拆轴处使用专用检修工具整体拆卸下来进行更换。根据主泵生产商提供的主泵使用维护要求,电站必须对机械密封组件进行定期的保养检查。考虑到电站运行的经济性,当机械密封运行的各项数据均正常的情况下,通常选择在电站换料停堆维护期间仅对1台主泵进行拆检,两台主泵轮流进行维护。通常电站会为每个机组配1套机械密封组件作为备件,停堆期间直接更换备件,以保证待维护的主泵能随时投运到电站生产中,不致影响到电站的正常运行。
3 手动检修工具的应用分析
某电站该型主泵的机械密封组件的最大直径为435mm,高度为320mm,质量约500kg。其与主泵轴头配合间隙较小(理论间隙为0~0.02mm),故拆装风险大。机械密封承担主泵整个润滑油系统的循环工作,若机械密封安装质量不佳,可能会导致泄漏而引起油泵频繁起动甚至轴瓦烧毁,而且机械密封安装不到位还可能使润滑油泄漏进入主系统,进而导致停机停堆的严重后果。
某电站工作现场使用的机械密封组件手动检修工具如图3所示,根据曾经使用过该工具的操作人员反馈,在维修时机械密封与泵轴之间或机械密封键槽与传动键之间经常会出现卡涩、咬死等现象。我们在现场对该工具进行模拟操作试验,过程简要如下:将手动检修工具的中心支撑旋入主泵轴端中心孔内,将丝杠上部顶在支撑中心孔内,下部顶在下泵轴中心孔内,再通过锁紧螺母使丝杠与上下泵轴形成刚性固定联接。在工作时将连接盘与机械密封之间用螺栓牢牢紧固,然后通过转动大手轮使丝杠旋转,从而对机械密封进行拆卸[4]。
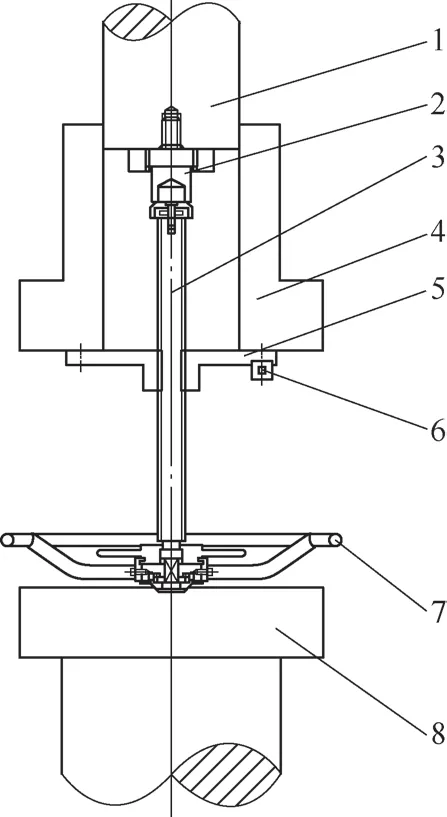
图3 机械密封组件手动检修工具
经过对该手动工具的反复验证,我们与电站工程技术人员共同分析,结合以往同类型主泵维修经验和主泵生产商提供的《主泵检修保养规程》,机械密封组件维修时发生卡涩、咬死等缺陷的原因归纳如下。
1)丝杠在安装时与泵轴之间存在夹角偏差且同轴度超差。机械密封移动时,中心支撑、丝杠、泵轴联轴器等部件的制造偏差造成机械密封轴线与泵轴轴线产生同轴度偏差;连接盘与丝杠间的传动间隙也会使连接盘轴线与泵轴中心轴线之间产生相应的偏摆,如图4所示。根据《主泵检修保养规程》和电站维修支持处分享的主泵维修经验,使用手动检修工具进行维修时,连接盘安装精度公差≤0.01mm是满足现场维修保养顺畅的先决条件,但囿于现场工作条件,连接盘安装精度在很大程度上依赖现场操作人员的操作手感和经验。

图4 连接盘轴线与泵轴中心轴线之间产生偏摆
2)机械密封组件水平度超差。丝杠与连接盘之间存在传动间隙,使之发生倾斜,导致机械密封组件水平度无法保证,易发生卡涩。
3)机械密封装配时,传动键与键槽配合不良,键槽中心线与泵轴中心线偏移量大,大于0.03mm。
4)维修保养过程缺乏可信、可测量的数据。
4 机械密封组件检修工具的工艺思路和数字化应用
我们通过以上分析,同时依据《主泵检修保养规程》的技术要求,设计了一种新型机械密封组件检修工具(见图5~图8),其在可拆轴和上泵轴压盖拆除后的540mm垂直空间内,进行精密定位及连接后,可以对机械密封组件进行轴向下降和上升动作,然后安全移出泵体,经维修保养后导入泵体再装配。在操作过程中导入数字化、智能化等技术手段,工具的运动位移数据可以精密检测和无损输出,实时提供给现场工作人员,作为每一步操作的依据,规避了盲目行为和不当操作,保全了维修保养部件的经济使用价值。

图5 机械密封组件检修工具外观
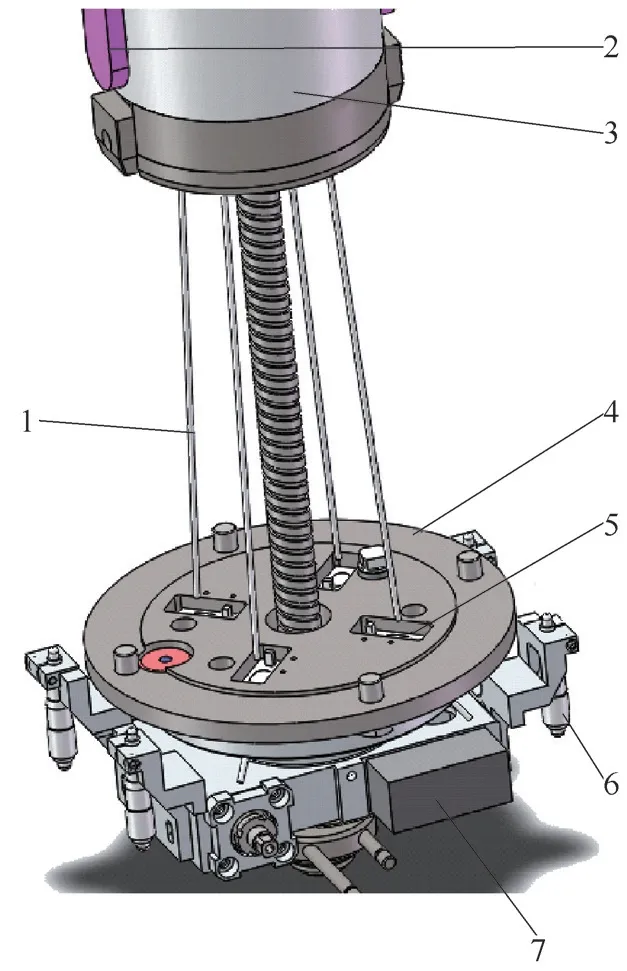
图6 机械密封组件检修工具效果图A(去掉机械密封)

图7 机械密封组件检修工具效果图B(带机械密封)
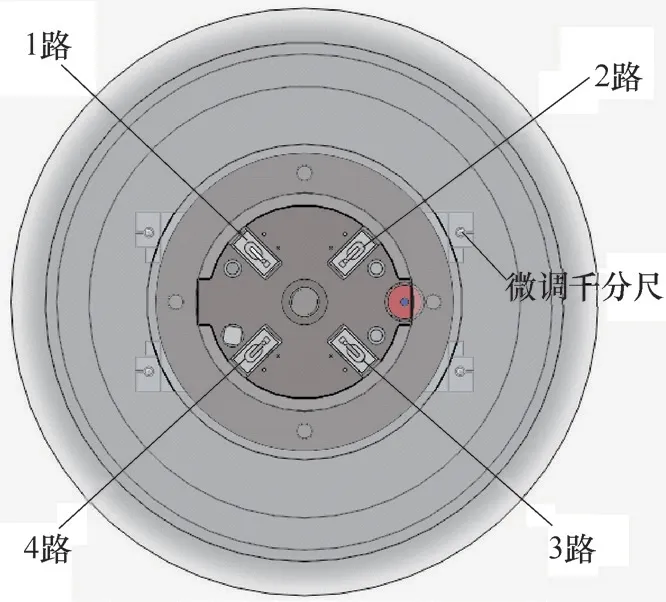
图8 机械密封组件检修工具效果图C(从上泵轴方向俯视)
4.1 工艺思路
由于主泵的上泵轴和下泵轴的中心孔是精密研磨加工的,所以把它们作为检修工具的设计、工艺定位基准。
1)检修工具的下定位锥套组件是以下泵轴的中心孔进行定位,当中心传动轴在主泵中心处定位时,需要通过操作手柄来转动下定位锥套组件,从而实现中心传动轴的上升以进行刚性固定。
2)将检修工具机械密封组件用螺钉通过连接板进行结合固定,通过可调力矩电动扳手来操作检修工具,可以渐渐地将机械密封组件安全平稳地拆卸下来。推荐设定安全扭矩值为6~10N·m。
3)在连接板上安装有4路CMOS传感器,其检测的实时4路位移数据,通过数据线传输至多通道数字巡检仪显示板。操作人员通过观察4路实时状态数据,调整相对应位置的微调千分尺,就可以随机对拆卸的机械密封部件进行精准地校正,以保障泵轴中心轴线的同轴度和机械密封的水平度在可控数据范围内,继而保护机械密封组件维修时不会产生卡涩、咬死等缺陷。
4.2 数字化、智能化应用方案
在连接板内部圆周均布立式安装4路CMOS传感器,激光输出输入点对正上泵轴的下端面。上泵轴的下端面是精加工基准面,其与泵轴中心轴线是垂直的,连接板的上、下两个平面经过精密磨削加工,保证其安装精度控制在≤0.012mm。
1)4路CMOS传感器在安装后,以连接板基准面为检验基准,用千分表检查4路CMOS的激光传输基准面在同一平面内,并且与连接板基准面平行度≤0.012mm。
2)CMOS传感器的精度选择10μm等级。4路CMOS传感器安装时做好标记“1路、2路、3路和4路”,以与多通道巡检仪显示板相对应。
3)CMOS传感器的测量范围应与检修工具垂直移动行程(最大行程360mm)匹配。
4)CMOS传感器的投光部至受光部的光路传输无遮挡、无障碍物(见图9)。检测反射面必须清洁、无污物。
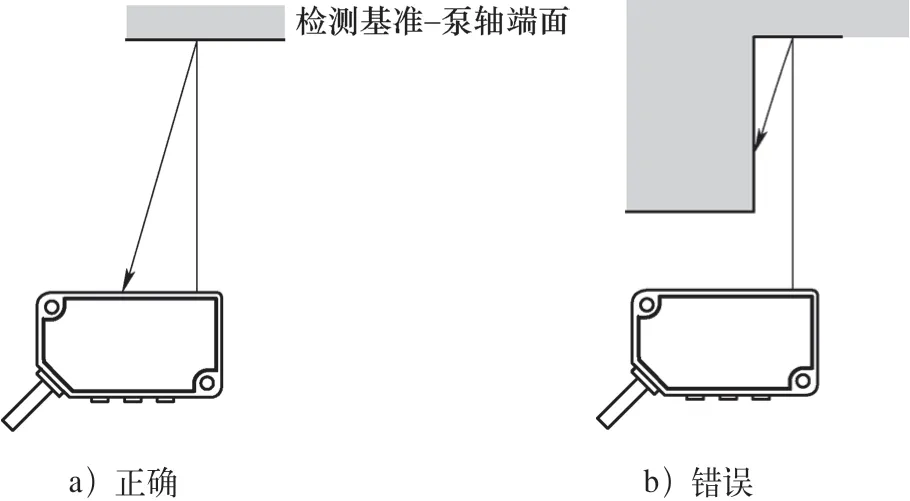
图9 CMOS传感器检测模拟效果
5)连接板外侧与CMOS传感器安装位置,对应安装有4套微调千分尺,CMOS传感器测量基准为上泵轴端平面。调节4套微调千分尺,使4路CMOS传感器测量示值误差≤0.012mm,以保证机械密封水平度不超差。 4套微调千分尺安装时亦做好标记“1路、2路、3路和4路”,与多通道数字巡检仪显示板依次相对应。
6)CMOS传感器检测的4路信号先通过数据线无损传输到多通道巡检仪,然后再经过多通道数字巡检仪对数据运行处理,4路数据显示在多通道数字巡检仪的显示板上(见图10)。多通道数字巡检仪显示板的右侧设置有调整按钮,调整非常方便。数据也可以通过USB端口得以保存或者与电站控制系统进行集成。数据线需要事先做好标记“1路、2路、3路和4路”。

图10 多通道数字巡检仪实时数据显示
7)多通道数字巡检仪与CMOS传感器共用一组电源,供电电源采用安全低压直流电源,该电源体积小巧,质量轻,容量高。这样既可以直观观测各检测点的误差,方便调整,又可以脱离外接电源、电缆的限制,方便在现场狭小的空间移动。CMOS传感器电路原理如图11所示。

图11 CMOS传感器电路原理
5 机械密封组件检修工具的数字化应用效果
我们把机械密封组件检修工具在电站现场进行实践验证:图12为操作人员通过检修工具与机械密封进行连接固定。图13为操作人员把机械密封组件成功拆卸下来,落到移动托盘上,准备移出泵体。图14为操作人员通过观察4路实时状态数据,调整相对应的微调千分尺,就可以对拆卸的机械密封部件进行精准的校正,以保障泵轴中心轴线的同轴度和机械密封的水平度示值误差≤0.012mm;检修工具的升降动作采用可调力矩电动扳手进行操作,可调力矩电动扳手输出扭矩控制在6~10N·m,这样可以有效地保护机械密封组件和泵轴等部件在维修保养过程不会被拉伤、烧蚀及损毁。
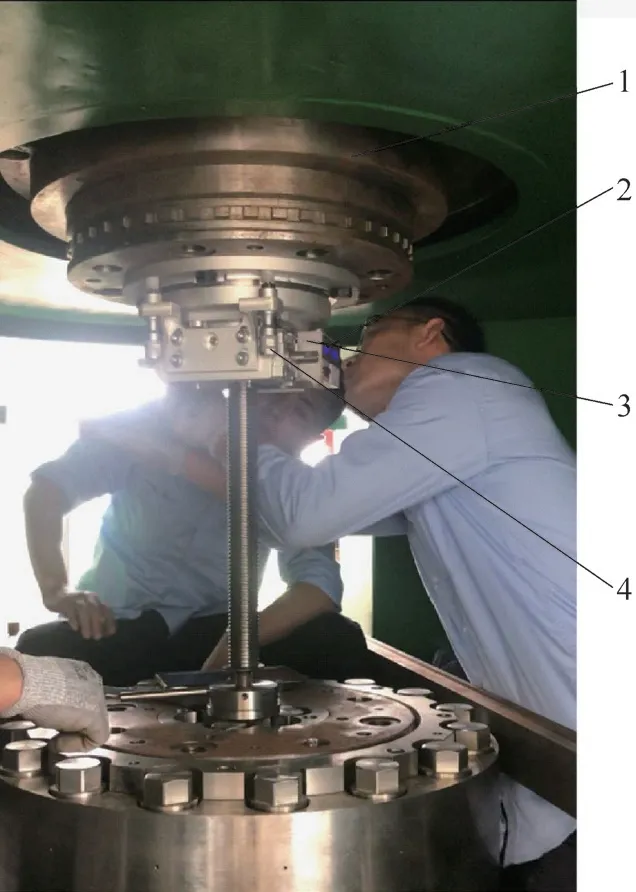
图12 机械密封组件现场验证

图13 机械密封组件拆卸成功

图14 机械密封组件安装试验
通过以上的实践验证,原手动检修工具需要多人约1个工作日的工作量,而新开发的数字化检修工具在电站经过短期培训后进行现场使用,与手动检修工具相比,约缩短3/4人力工时,大幅度地缩短了电站大修工期,减小了现场操作人员受核辐射辐照的风险,提高维修保养质量。
6 结束语
该工具可陆续推广应用于其他类似发电机组,亦适用于我国自主核电技术之“华龙号”机组,进而带来良好的社会和经济效益。通过数字化、智能化的技术装备积极赋能水利、核能等领域的生产和建设,将有力促进这些领域的低碳、绿色、可持续发展。
猜你喜欢
防爆电机(2022年3期)2022-06-17
中学生数理化·中考版(2021年12期)2021-12-31
建材发展导向(2019年5期)2019-09-09
中国电业与能源(2019年4期)2019-05-13
经济技术协作信息(2018年15期)2019-01-23
经济技术协作信息(2018年20期)2019-01-19
工程建设与设计(2016年2期)2016-08-22
电站辅机(2016年4期)2016-05-17
设备管理与维修(2016年6期)2016-03-16
河南科技(2014年18期)2014-02-27
