散料铁路装车技术国内外现状及发展趋势浅析
2023-09-14 05:43赵星杰
煤 2023年9期
武 徽,赵星杰
(1.煤炭科学研究总院储装技术研究分院,北京 100013;2.中煤科工智能储装技术有限公司,北京 100013)
20世纪60年代末至70年代初,铁路货运专线出现了大吨位的铁路装车方式,可靠、准确且足够快速,可以在指定时间内完成向固定数量的相同铁路货车组成的单元列车装载。
后期随着电子技术的发展,计算机软件、车厢识别和称重系统加入了装车系统中,形成了如今快速定量装车的模式。20世纪80年代到90年代,国际两大装车站制造商德国Schenck公司和美国KSS公司先后进入我国市场。通过和国外公司配套协作,逐步消化吸收装车技术,发展成为快装系统的成套设备供货商[1],后期不断发展具有自主知识产权的相关技术,逐步成为国内散料铁路装车市场的主力军,并已经有了向国外成功出口的案例。
1 铁路装车在散料行业的推广应用
世界上的三大散装大宗货物是煤炭、铁矿石和粮食。国际两大装车站制造商德国Schenck和美国KSS公司的产品主要集中在煤炭和铁矿石两大领域。Schenck公司的装车站在我国高寒地区的煤矿,煤炭装载效率6 000 t/h,矿石装载率12 000 t/h.KSS公司在五大洲的11个国家设计、制造和支持了超过250个装车系统,煤炭装载效率最高12 000 t/h,铁矿石最高效率24 000 t/h.
依照我国国情,装车站的建设和应用现绝大部分集中在煤炭行业,2022年全国铁路煤炭发运量26.8亿吨.在煤炭“西煤东运、北煤南运”的运输格局中[2],最主要的路径是从“三西地区”到环渤海港口,再通过海运运输到东南沿海等地。煤炭类的装车站装载率最高约为6 500 t/h.因此,我国对煤炭运输的需求很高,煤炭装车站的市场前景及应用面非常广。
2 装车装备的现状与发展趋势
2.1 装备的现状
常规的快速定量装车站主要由钢结构塔架、机械设备、称重系统、液压系统、控制系统等组成。基于大型料斗秤的工作原理,预先通过缓冲仓向定量仓中按轨道车的标重进行快速配料后,称重系统精确称重,并通过控制定量仓的闸门和装车溜槽向低速行驶的车厢快速装载,实现连续动态快速精确定量装车。根据实际项目的具体情况,装车站的主体也会选择水泥筒仓。常规铁路装车站的缓冲仓的仓容一般设计在300 t以上,定量仓的仓容最大为100 t.
装车站的装备主要会根据物料的性质、装载效率的需求以及现场的环境等因素进行有针对性的设计和优化。以定量仓为例,对于块煤物料的装载,正四棱锥定量仓最为常见,见图1(a);针对流动性较差、易结拱、硬度较高的物料,陆续研发出了圆锥定量仓以及双曲线形定量仓,见图1(b)和(c),同时增加了专用的耐磨内衬板。以定量仓为主要组成的称重系统,现在单节车厢的计量精度稳定在0.1%.按照非连续累计自动衡器的检定要求,煤炭和铁矿石的称量准确度等级最高可以达到0.5级。
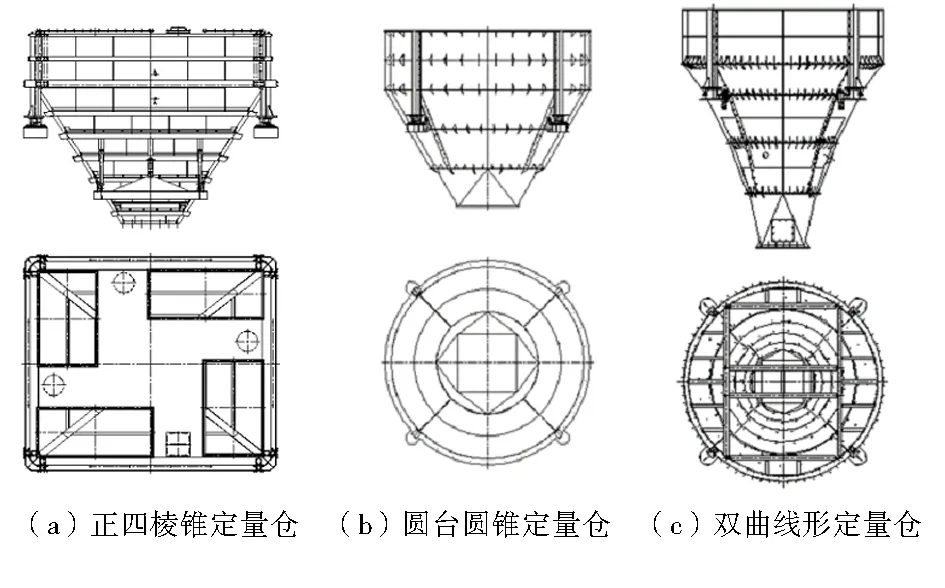
图1 定量仓主要结构形式
液压系统是装车站设备的动力来源。为配合智能化装车的需要,很多受控单元由初期所使用的两位三通阀被更精密的比例伺服阀所取代,以适应高精度控制的要求。同时液压系统在控制器、液压油品质等配套条件上也实现了更新换代。
液压系统主要用于驱动闸门组和溜槽。在缓冲仓和定量仓下方都配有闸门组,用以配料和卸料时的控料和截料。最常见的平行闸门组已经在稳定性、可靠性、滑动方式、检测方式上都有了一定的升级。对于流动性好,硬度大物料还专门开发了弧形闸门,如图2所示。
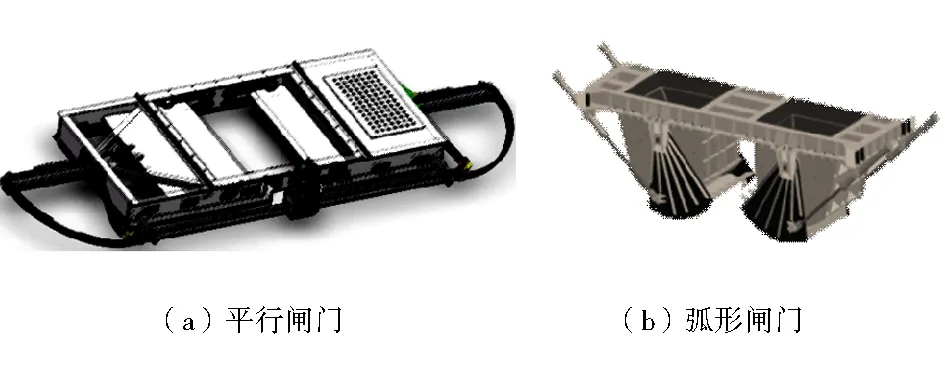
图2 闸门结构形式示意
卸料溜槽对于控制物料在车厢中分布的位置和高度等至关重要。基于安全方面的考虑,对物料的控制和对车厢的适应,溜槽由最早的垂直伸缩溜槽的基础上持续研发出摆动伸缩式、控料式以及粮车专用式溜槽(溜管)等,如图3所示。

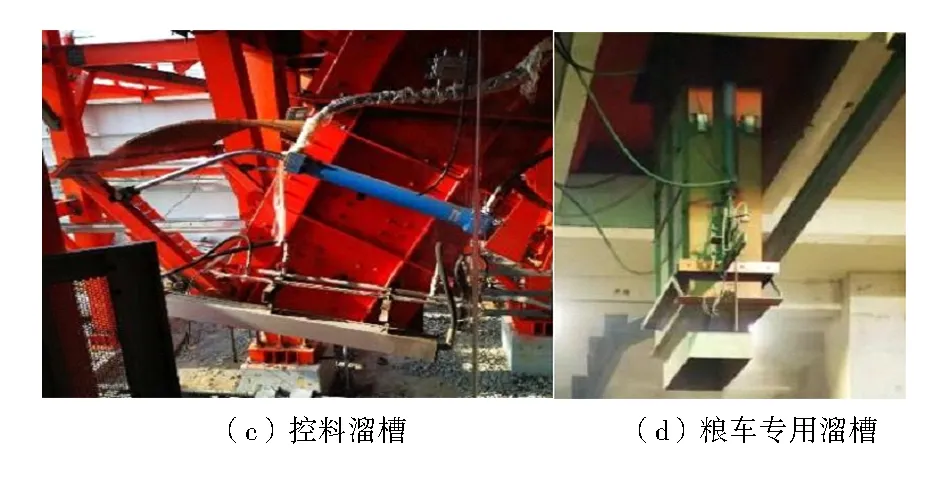
图3 溜槽的主要结构形式
2.2 装备的发展趋势
重载装车和多式联运是国际上散料铁路运输的主要潮流[3]。2022年,国内中车旗下的齐车集团研制的45 t轴重单车载重已达156 t.但受限于国内铁路条件,暂未能在国内应用,主要是面向澳大利亚必和必拓公司。但近年来,我国重载铁路技术已经取得突破性进展,重载列车已成功实施了3万吨的组合列车试验研究,单车载重量最高也已达到100 t.随着国内铁路条件的完善,单车超过100 t的重载装车并不遥远。
国内厂商天地科技于2022年研发出了多批次装车的小型化铁路装车站,并实现了示范应用。相比之前的常规铁路装车站高度空间节约30%,采用了无人化的装车方式,准确度等级0.5级,装车能力最高7 200 t/h.该装车站的装载工艺能够适应敞车60~150 t的全部车型。
多批次称量的小型化装车站有众多优点。在建造时,因尺寸较小减少了钢材料的用量和施工的基础成本,并可以配备对高度差要求更低的输送机,大幅减少了上站输送机的驱动功率,也缩短了安装时间。现有的常规装车站采用一次称量超过60 t的物料,称重系统受到大冲击后,需要在一定时间进行稳定性收敛。小型化的装车站采用的多批次称量,降低了称重系统受冲击的强度,具备将准确度等级由0.5级提高到0.2级的潜力。
多式联运在我国正迎来发展的黄金期[4]。针对多式联运情况下的集装箱散料装载时,小型化的装车站能够根据其装载量的变化迅速进行调整,更适合集装箱类的装载模式,是国内设备弯道超车国外技术的重要机遇,是装车装备发展的一大趋势。
3 装车智能化的现状与发展趋势
3.1 装车智能化的现状
随着传感器技术、控制技术和人工智能的发展和兴起,智能化的铁路装车技术呈现跨越式发展。智能化装车一方面是要实现关键环节的无人操作,另一方面是要实现更高质量的装车生产,包括更快的速度、更高的精度、避免偏载等需求。
国内相关解决方案的提供者主要有天地科技、天津美腾、西安华光等。智能化无人装车技术已经在山西、陕西、内蒙古、甘肃和宁夏的多个煤矿实现常态化运行。智能化水平已经成为国内衡量煤矿智能化等级的标准组成之一。
国内外装车站在智能化方面所要面临解决的问题目标比较一致。经过实际的需要和市场的选择,智能化装车的内容主要包括以下几个方面[5]:
1) 全自动化装车控制:为适应智能化装车,装车控制已经从单独的PLC控制向“IA架构+云边端“的模式扩展。通过新模式的引入,增加了更精密的传感器和高速的数据传输,配合人工智能(AI)技术的引入,使智能化装车实现的同时,系统更加稳定可靠。受控单元更多采用了闭环伺服控制,大幅提高了控制的精准性。
2) 散料检测技术:物料的性质对装车效果有着很大的影响。对于物料性质的检测有利于及时自动调节装车站的控制参数。Takraf集团引入了人工智能技术,通过内置学习能力,评估散料的密度和流动特性的影响,自动研判一些主要条件,如粒度、湿度和温度等。Indrad公司通过在上站胶带增加散料质量和体积传感器,实现物料性质的实时在线测量。
3) 车辆信息的识别:装车前获得车厢的信息(标载、车型、车号),以协助装车站完成配料和装备的控制。国内外厂商都在之前RFID单模式获取信息的基础上新增加了基于OCR图像识别的车号获取技术,在两种识别模式下实现车辆信息的100%稳定可靠读取。
4) 车厢的位置与速度检测:车厢的位置识别和速度识别是卸料实现无人智能化作业的关键因素。车厢位置的检测有直接检测和间接检测两种。直接检测比较常见,主要是基于光栅群组、激光雷达以及二维成像系统来进行直接测量。速度可通过位移检测结果微分得到,或者通过火车雷达直接测量得到。还有一种是通过高精度的测量速度,对速度积分后得到火车行驶的位移,进而得到火车的位置。后者主要应用在国家能源集团的神东洗选中心。
5) 残料检测与装车效果检测:装车必须考虑偏载问题,这是因为轨道通常有负载的极限。当物料的负载分布有问题时,前转向架和后转向架之间存在较大风险,可能会导致出轨情况。因此装车前对残余在车厢底部和角落的残余材料需要定位和确认数量。装车后,对装车效果进行确认,保证前后不偏载。国内主要基于激光雷达技术开发相应的成像系统[6],国外则习惯于使用2D/3D的视觉成像系统进行确认。
6) 装车过程的可视化:通过搭建数字装车站可视化平台,对装车站及配套设备3D建模,实时3D渲染,进行3D+2D孪生,展示装车流程相关指标,实现设备3D场景直接控制,数据全量记录和BI可视化分析,完成数智一体化的装车管控等。国内企业在IT技术与控制技术的结合应用上具有一定的优势。
虽然我国通用的是定质量的装车模式,但是国际上一些地区采用的是定体积的装车模式,即在保证不偏载的情况下,要保证一辆车厢内尽量多装货物。因此,国外的智能化装车技术还在车厢尺寸检测和装车形状控制等方面进行更深入的研究和应用。
智能化装车为装车作业的减人增效发挥了重要作用。国外企业针对定体积装车在澳大利亚和巴西的装车站进行了统计,经智能化改造后,装车速度提高超过33%,前者偏载问题减少37.8%,后者单车装载量增加2.1 t.国内很多煤矿在经过智能化改造后,实现了无人装车,达到了减员增效的目标。
3.2 装车智能化的瓶颈与发展趋势
铁路装车未来面对的是全场景全流程全要素的智能化,是一套完整体系的建立,如图4所示。例如在装车过程中出现设备故障、配煤精度波动、卸煤抛洒偏载等问题,需要智能化调整优化,由于部分智能化环节的缺失,会形成木桶效应,最终影响智能化的整体效果。目前对BP神经网络智能算法和智能化设备的开发正在飞速发展,下一步智能化的发展会进一步补齐短板。

图4 智能化装车体系的建立
1) 给料控制的智能化:不同装车站配套的给料系统是不同的,包括输送机(驱动方式、输送长度、输送效率),给煤机(给料方式、给料量、控制方式),输送量检测方法(胶带秤、激光秤、视觉识别)等。给料系统的无人化控制要求物料的输送能够和装车的节奏匹配:既不能让机车等待给料,也不能造成缓冲仓的溢仓。给料系统的控制属于控制理论中的大时滞控制模型,具有相当的难度。输送的长度越长,控制难度越大。现有给料系统控制的智能化大部分都是基于现场的生产经验总结实现,缺乏通用的模型支撑,鲁棒性不强,时常需要人为进行修正和调节。此外,现有的给料系统的控制模式往往是在给料设备投入运行后,再对其进行控制上的优化。但是智能化不仅需要智能化算法,同时更需要智能化的设备,因此选用符合智能化算法需求的装备也是一条重要的举措[7]。未来的智能化给料控制将是智能化装备与算法的有机结合体,同时会有具备通用特性的控制策略和模型出现。
2) 机器学习及人工智能技术:装车自动控制的一些环节无法直接建立控制模型,面对复杂条件时,仍需要人工操作。针对类似情况,机器学习及人工智能技术将是解决该类型问题的重要途径。PLC厂商,如AB、西门子陆续推出了AI模块以适应这种技术需求。该技术现有条件下还处在辅助参考的阶段,复杂条件下直接控制的稳定性和可靠性还需要实践验证。
4 结 语
国内外的铁路装车技术对以煤炭为主题的散料的大规模快速运输发挥了不可替代的作用。尤其对于我国,其在能源保供、矿石储备等关系到国家战略的实施过程中,扮演了承上启下的角色。但是按照现有装车模式和技术,铁路装车的规模和市场都受到了一定限制。随着装车站朝着小型化、集约化、装备化以及智能化的不断发展,快速定量装车将会向着更多领域渗透,促进散料运输行业的整体进步。装车技术也会以更新的模式,更快的速度,更高的效率,更精准的称量,更智能的控制呈现在行业需求面前。
猜你喜欢
哈尔滨铁道科技(2020年4期)2020-07-22
四川文学(2020年11期)2020-02-06
新能源汽车报(2019年13期)2019-06-11
船舶标准化工程师(2017年4期)2017-08-07
中国油脂(2017年6期)2017-07-25
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年3期)2016-05-17
专用汽车(2016年9期)2016-03-01
中国铁道科学(2014年6期)2014-06-21
汽车维修与保养(2014年7期)2014-04-18