基于STM32 的低功耗整箱自动检重设备
2023-09-21 01:36王思泽刘为国
物联网技术 2023年9期
王思泽,刘为国
(安徽理工大学,安徽 淮南 232001)
0 引 言
在21 世纪的今天,中国的制造业经济正在快速繁荣发展,中国已经成为世界第一的产品出口大国和最具发展潜力的制造大国之一。随着“工业4.0”和“中国制造2025”等新概念逐步深入人心,工业领域朝着智能化这个方向迈进的时代趋势已经变得越来越明显。考虑到目前市场上车架箱的称重和记录设备性能和功能仍不完善,本文设计了一台成本低、功能齐全、有较好的稳定性与可维修性的低功耗整箱自动检重设备。先使用该设备对车架箱进行称重,当一个车架箱运输过来,由光电传感器感知车箱的位置;然后传送信号给压力传感器测量。在此过程中当称重数据与预设数值不符时,则蜂鸣器报警并伴随警报指示灯亮起;对合格的车架箱称重数据进行记录并上传到PC 端。除此之外,该设备可进行自身工作状态检测,当连续检测3 个车架箱不合格时,设备长时间报警,提醒操作人员检查设备。该设备能够对车架盒子进行称重、异常报警、资料记录和打印等,有效减少产品称重记录环节的人工成本,提高称重记录环节的工作效率。
1 设备工作原理和实现方案
1.1 控制器
选用较为普遍的STM32 系列单片机,其体积小,便于移动,可以适用于许多工作场地;其次单片机的使用相对简单,开源方便,对使用者没有过多的要求。该模块是整个机器的核心部件,各个模块之间的连接控制、设备功能的完整运行与它密不可分。
1.2 传送装置
选用市面常见的带式传动输送方式,如图1 所示,传送带是实现动态称重过程中的重要设备,让车箱按照传送带所设定的速度并在规定的时间内到达相应的位置[1-3]。称重过程中,如果有车箱重量不合格时,要配合推杆结构将其从传送带上剔除,此操作过程不但可以提高工作效率,而且也在一定程度上减少了人为因素的影响。除此之外,要确保称重过程中不出现非正常的停滞状态,各功能部件和传送带的长度以及运行的速度都需要准确定位衡量。

图1 传送带
1.3 HX711 A/D 转换模块
HX711 是一个24 位A/D 转换器芯片,主要是为高精度电子秤设计的,该芯片与其他同类型的芯片相比,具有集成度高、抗干扰性强、响应速度快以及包含稳压电源、片内时钟振荡器等外围电路等优点[4]。在提高整体性能和可靠性的同时,整机的成本也较低。
1.4 推杆
本文自主设计的剔除装置在蜂鸣器与指示灯装置分别报警并亮起时将不合格的车箱从主流水线上踢走,这样一来也不会对整个生产流水线造成影响,无须流水线停止运行,使自动化程度更加完善。
将如图2 所示的推杆与步进电机结合,形成设备的剔除装置。使剔除装置与传送装置进行较好地贴合,则不会影响车箱在称重区域的称重状态与路径。设备会在不合格车箱称重完成后完全离开称重区域时对其进行剔除,这里将结合光电开关(触发推杆工作),共同实现设备的剔除功能。对于传感器,采用电阻应变式压力传感器,其稳定性较好,易购买;采用光电传感器,其检测距离长、响应速度快[5]。

图2 推杆
1.5 串口通信助手软件
为了保证一个RS 232 能够与一台移动计算机的两个TTL 端口相互连接,需要尽量实现它们之间的输出逻辑和输入输出高低电平的相互关系转化[6]。在一台上位机(移动计算机)上,安装了一个与所有单片机接口相连且可以进行单机串口通信数据包的接收与信号传输的通信软件,如图3 所示,通过它可以自动调节一个串口的各种通信处理参数,包括对应的数据位、波特率、停止位和奇偶校验,进而进行对接通信,接收符合要求的数据。
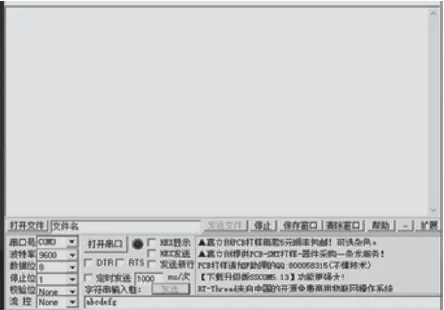
图3 串口通信助手软件
1.6 数据采集软件
如图4 所示,与串口通信助手软件相结合,由串口通信助手获取单片机程序中所得到的重量数据,紧接着由串口助手将所获取的数据进行整理生成文本文件。
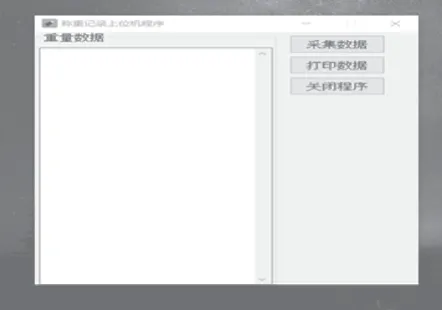
图4 数据采集软件
2 设备功能导图描述
本文设备是在全自动化下完成作业的。首先,把车架箱放在传送带上,当车架箱被第一个光电传感器检测到时(此时纸箱的重量相对稳定),带式输送装置下面安装的应变式压力传感器可以检测到压力信号,然后由数据采集模块将压力信号转换为数字信号,得到的数字则为车架箱的重量。针对单片机记录的连续3 组重量数据,取平均值确定最终的纸箱重量。通过单片机将此重量值与操作面板上所设定的标准重量和标准误差比较,判断纸箱是否符合要求。将符合要求的纸箱数据上传到PC 端,而不符合要求的纸箱在被第二个光电传感器检测到后,设备启动分拣装置将纸箱剔除并通过短时间的报警提醒工作人员。此外,考虑到企业生产技术的完善性,当连续3 个纸箱被判定为不合格时,设备发出长时间的报警,提醒操作人员是否存在预设值设置错误或其他原因导致的错误,从而减少企业因此造成的损失。将记录的数据传到PC 端,通过PC 端上的上位机程序将数据按企业要求绘制表格,方便打印机打印。
2.1 逻辑流程
设备逻辑流程如图5 所示。
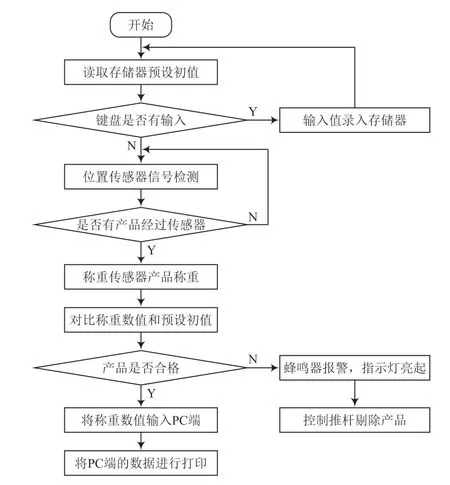
图5 设备逻辑流程
2.2 结构模型设计
设备结构模型设计如图6 所示。
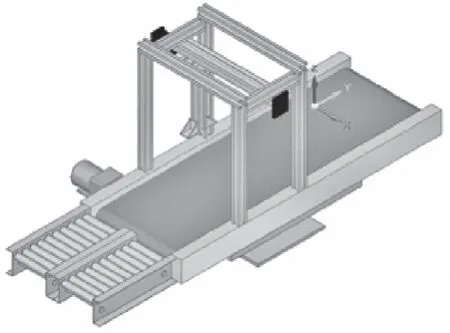
图6 设备结构模型
3 自动称重系统的精度
平均值和标准偏差是自动称重系统测量精度的两个重要评价指标。平均值是一组连续测得的数据的总和除以所测个数的数值;标准误差是一种量度数据分布分散程度的标准。针对本设备的动态测量精度,可以采取±3 倍的国际标准测量偏差作为计算公式,并用来对其进行精确定义[7]。
通过保证被检测产品的状态来保证其精度,同时改善设备的运行环境,例如工作中环境的气候、湿度、地面震动、空气的流通情况等[7]。做好器件的接地,降低静电传感器的敏锐度;远离弱辐射,避免受到无线电磁波的干扰。另外,空气的流动对于自动称重机的工作精度也是会产生一定的影响,最好把设备直接安装到避风的制造车间内,并且在称重的位置上再添加一个防风盖,可以有效地改善设备正常运行的稳定性[8]。
3.1 自动化筛选
剔除部件是自动称重器机构的重要部件。在线上进行操作的同时,检测到不合格产品就需要在最短的时间内准确地做出反应。机械运动过快或者用力太多都可能会使车辆产生振动,影响检重设备的称量精度[9]。我们可以通过对获得的重量进行长期延时,在确保所获得的重量相对准确时,由机械运动的冲击而带来的振动对精度不会有任何影响。剔除部分主要由步进电机驱动,为了使推杆的推力相对较大,应尽可能缩短推杆的长度。
3.2 设备的可靠性
可靠性是衡量设备质量的一项十分重要的技术指标,只有这种设备的质量和可靠性很好,安全性才能得到保障,它的市场竞争力也会很强,所以在设计的过程中,应谨记可靠性的重要性。此外还应兼顾到环境适应性、监控防护设计、可维修性等[10]。
4 设备调试
针对此设备进行技术测试时,对以下四大模块进行了调试:
(1)传送带的速度调试:为了让物体在传送带上有序地运输,在称重时确保质量的精确度同时满足称重时有且只有一个物体在上面。
(2)动态称重精确度的调试:将外界因素或者系统因素对它的影响降到最低,能够准确地称量物体的重量。
(3)不合格物体剔除的调试:在光电传感器接收到信号后并准确传递给推杆时,需要确保推杆能准确地把物体推向另一个传送带,这样就能帮助企业提高工作效率。
(4)异常报警的调试:当称重传感器称量到重量后,与单片机中所定义的质量范围不符合时,单片机板控制的蜂鸣器响起,同时LED 灯亮起,这样能够让作业人员很好地了解到产品的情况。
设备功能的指标验证及测试结果分别见表1 和表2所列。

表1 测试数据
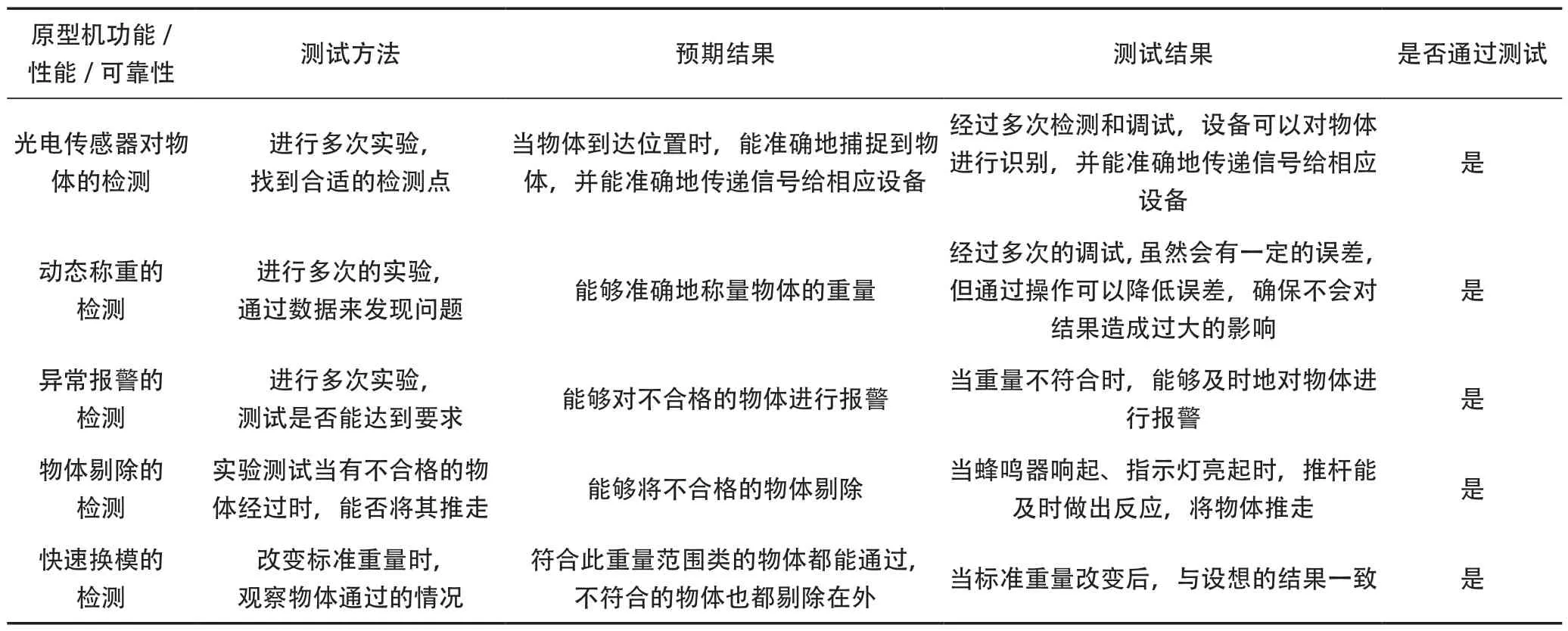
表2 功能指标验证和测试结果
5 结 语
本文设计的自动称重设备是一种动态称重系统,它不同于天平的静态称重,是对生产线上通过的产品进行在线称重,同时根据预设值对产品进行筛选或剔除。设备在结构上可分为:输入部分、称重部分、输出部分、显示部分、剔除部分和计算控制系统。为了适应社会的趋势,需要不断地更新机器的功能,使其能够满足未来的制造需求。
猜你喜欢
疯狂英语·新悦读(2023年11期)2023-12-26
数学小灵通(1-2年级)(2021年6期)2021-07-16
小太阳画报(2019年3期)2019-06-11
设备管理与维修(2018年15期)2018-11-08
设备管理与维修(2018年8期)2018-08-13
中国核电(2017年1期)2017-05-17
创新作文(小学版)(2017年33期)2017-04-04
物理通报(2012年1期)2012-03-20
制造业自动化(2011年10期)2011-01-19