
PUMA 浇注机随流孕育装置研究及改进
2023-10-10 08:01王圆圆刘志豪孙元良王艳杰赵宏俊侯心洋
中国铸造装备与技术 2023年5期
王圆圆,刘志豪,陈 蕾,孙元良,王艳杰,赵宏俊,侯心洋
(潍柴(潍坊)材料成型制造中心有限公司,山东潍坊 261100)
0 引言
随着铸造行业的快速发展,浇注机的使用也由半自动浇注设备向全自动浇注设备发展。我公司浇注机是由瑞士SLS 公司生产,为当前世界上较先进的全自动浇注机。该浇注机由X、Y、Z 轴驱动实现浇注机水平和垂直运动,A 轴驱动实现浇注机的重心倾转从而实现铁水浇注,IX 轴驱动实现随流孕育剂加入功能,在浇注过程中随流孕育装置根据配方将孕育剂均匀输送到铁水中。潍柴材料成型中心自2006 年以来陆续安装4 条PUMA 浇注生产线,原随流孕育装置设计能较好实现闭环控制,正常使用时稳定可靠。但随着使用最长年限达15 年、关键备件的陆续更换,其中一台随流孕育装置使用过程中孕育剂系统精度下降,当出现不稳定时,调试难度大,成为维修的一大难题;且存在部分关键备件停产或即将停产,维护成本加大;孕育剂加入量波动范围较大,不能满足生产工艺要求,直接导致铸件质量问题。针对我公司孕育剂材料供应商稳定特点,本文结合现状通过摸索分析,对本台浇注机孕育剂装置进行改进,通过选用一种螺旋送料定量加注方式代替原有动态称重、振动输送方式,达到设备维护简单、运行可靠、备件维护成本低的效果。
1 原随流孕育装置介绍
原有随流孕育装置采用动态称重、振动输送方式进行孕育剂定量加注,主要有称重系统、振动输送系统、检测反馈系统组成;称重系统主要起标定及偏差校准作用,主要由称重传感器及称重控制器组成,通过自动反馈调节,实现精准加料(如图1、图2 所示)。
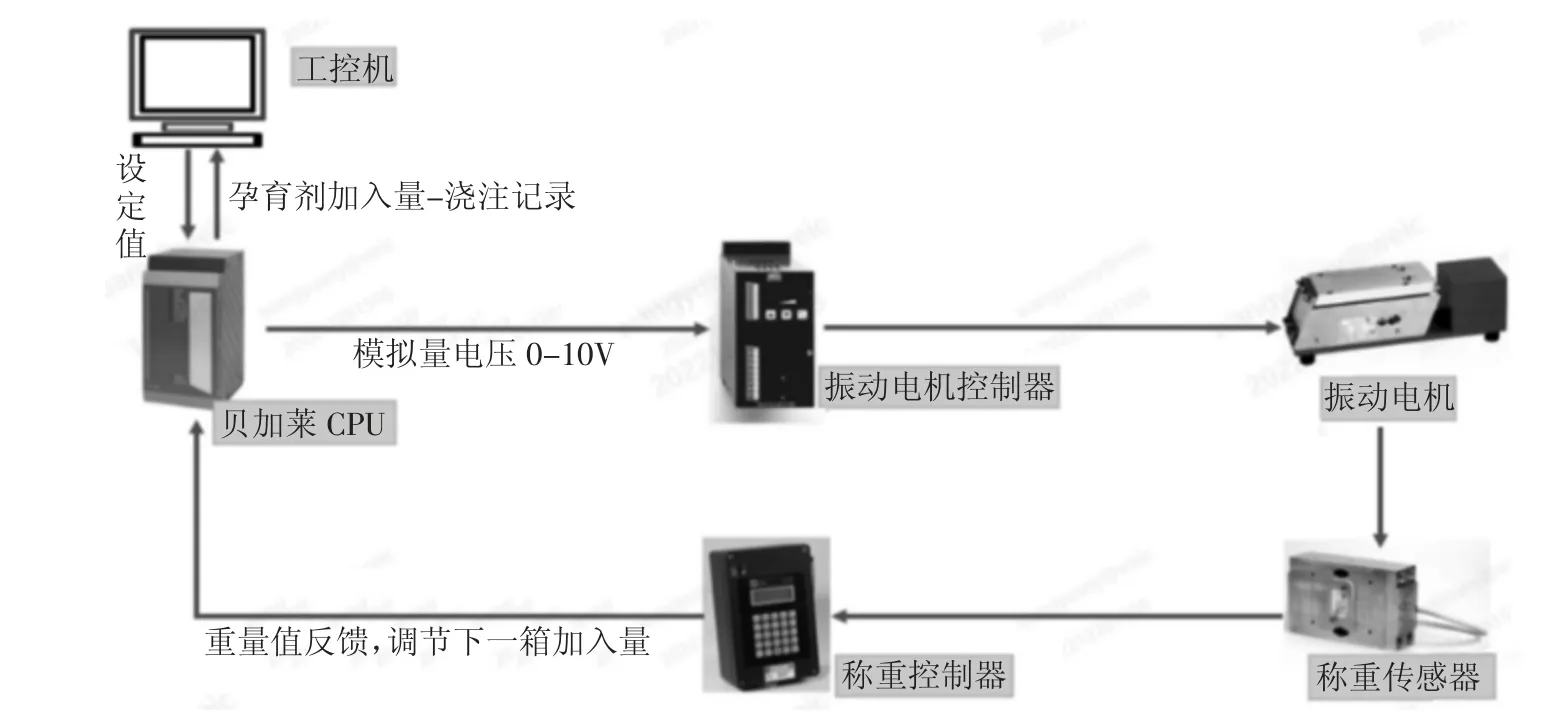
图1 原随流孕育装置原理
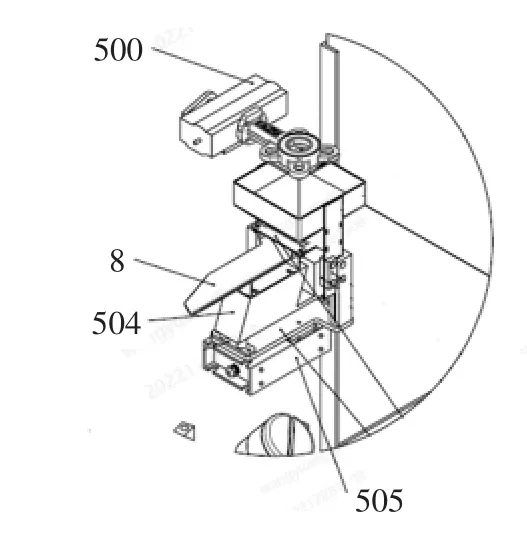
图2 原装置结构图
实际使用过程中,振动电机、振动电机控制器、称重传感器性能发生下降时,比如称重传感器零位有时发生漂移,均会造成孕育剂加入量不稳定情况,维修人员维修难度大。随着使用年限增加,备件故障现象也时有发生,随着备件停产或即将停产,采购难度大、周期长、采购成本高,维修成本大大增加,若备件供应不及时,将影响功能使用,直接制约现场生产运行。基于此,本文对本台浇注机随流孕育装置进行研究及改进。
2 浇注机随流孕育装置改进
2.1 设计原理
新装置选定伺服驱动加螺旋给料的方式,结构简单、中间控制环节较少,可提高设备运行可靠性与定量精度。新装置由料仓、加料闸板、螺旋、装置底座、送料管、料位传感器、流量监测传感器、送料管管路堵塞检测传感器、孕育剂吹送装置、送料管吹扫装置、气动回路、电机及伺服控制器组成。调试过程中测试并记录变频器频率与孕育剂流速关系,通过数据拟合曲线得到固定关系后进行PLC 编程,伺服控制器根据设备运行人员设定的孕育剂加入量和时间,进行电机转速调节来旋转给料,同时随着螺旋磨损,拟合的曲线会存在偏差,针对该情况,通过PLC 程序计算偏差值,从而得到新的电机运行频率,使孕育剂驱动装置按照新频率运行,将孕育剂均匀地由送料管送入铁水中,达到投料准确的效果(如图3 所示)。
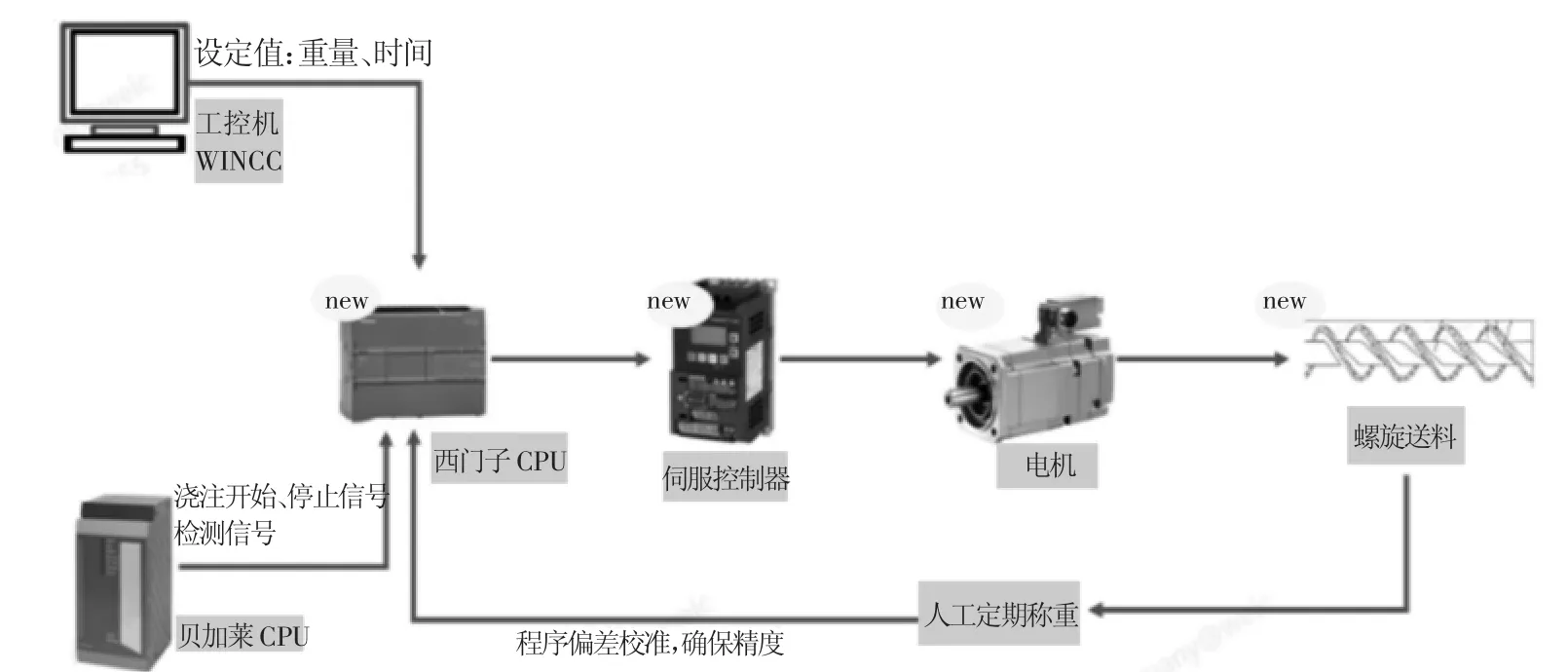
图3 新装置原理
设定变频器频率为Y,孕育剂流速为X,调试时通过曲线拟合得到Y=AX+B,(本设备中A=906.26,B=480.55),A,B 数值受孕育剂颗粒体积、螺旋结构等影响。当随着螺旋使用频次增加会出现一定程度磨损,导致校准曲线精度达不到工艺要求时,可采用校准功能。比如测试模式下,操作人员测试1 组数值即为孕育剂的实际测试重量m,可得到速度偏移V1=(实际测试重量m- 设定测试重量n)/孕育剂加入时间,新速度V2=(速度偏移V1×运行时间+设定重量)/运行时间,新速度V2更新为曲线Y=AX+B 中的X 参数,变频器采用得到的新的频率来工作,从而达到校准功能。
新装置孕育参数主要是孕育剂加入时间(s)和孕育剂总量(g),控制参数选定控制孕育总量的方式,可更精准的控制孕育剂加入量。另外,新孕育系统与浇注机控制系统进行交互,尽可能的利用浇注机系统信号,减少新孕育系统的检测信号,以降低成本。
2.2 动作流程
新装置工作模式包含测试模式及工作模式,其中工作模式采用工艺配方中的孕育剂添加重量及加入时间,测试模式用于日常校准使用。根据输入值,程序自动控制变频器动作,实现孕育剂的加入及挤压阀、吹清阀、清料阀的动作。具体流程见图4 所示。
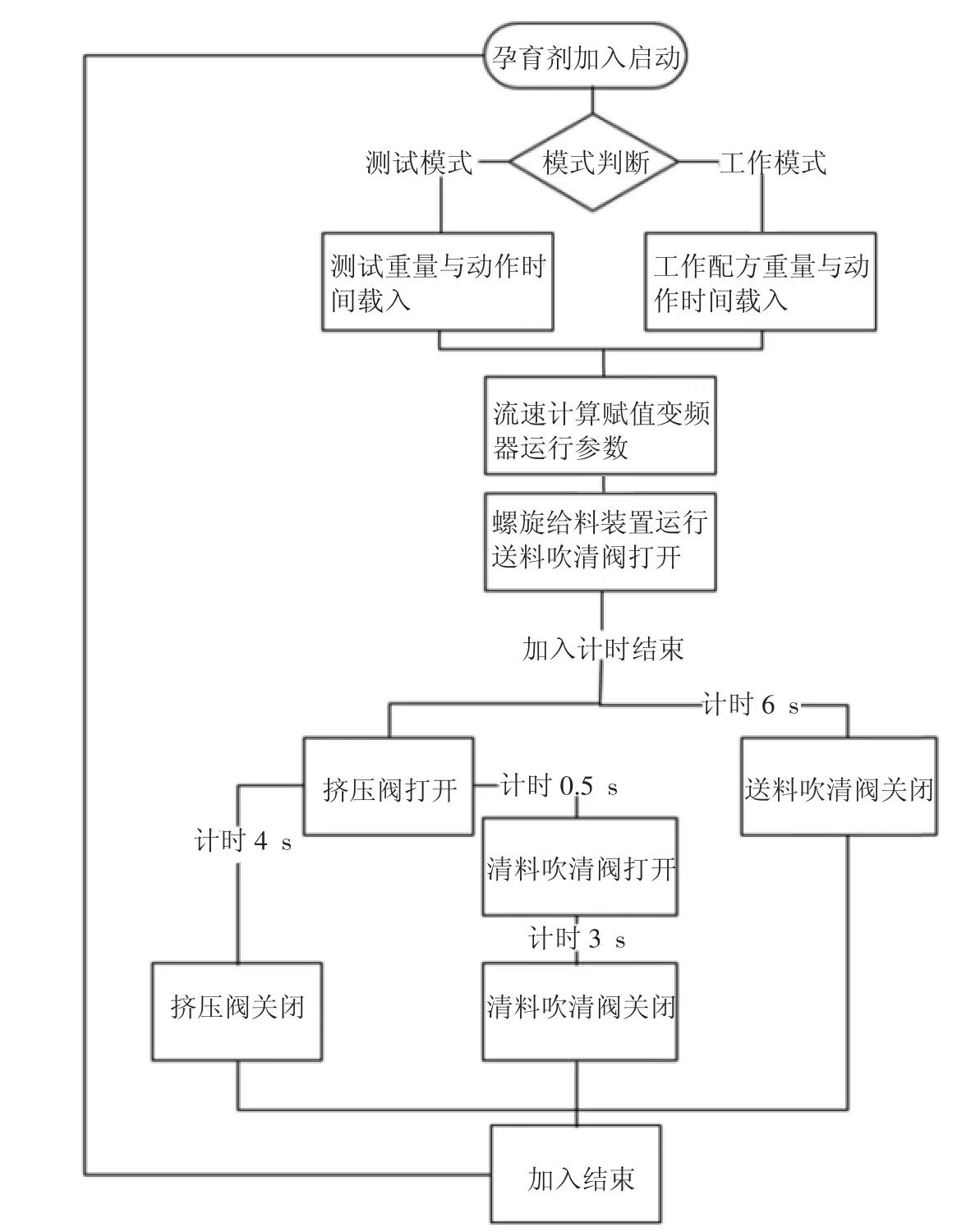
图4 动作流程图
2.3 实施步骤
2.3.1 机械装置选型
根据现场安装环境,测绘随流孕育装置安装尺寸,根据工艺要求测算装置技术参数,根据工艺要求确定螺旋装置供应效率,功率为100 W,速比为1/20,如图5 所示。由于孕育剂颗粒度小,料流下后挤压在螺旋上,起步时出现过载,在我们设计中,在进料处增加减压板以降低负载,同时在电机选型时,建议在100 W 基础上可适当提高电机功率。
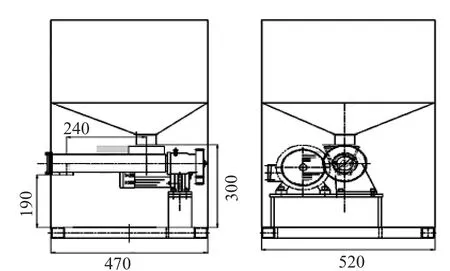
图5 机械装置图
2.3.2 控制系统设计
控制系统由控制柜、可编程控制器、WINCC7.3、变频器及电气管线等组成。电控系统采用西门子S7-1200 系列可编程控制器,变频器采用0.75 kW 的G120C 变频器,通过PROFINET 通讯分别与浇注机CPU 和WINCC 通讯(图6)构成孕育剂控制网络,完成检测信号读取、加料、吹扫、蝶阀等动作控制、故障报警、孕育剂加入偏差校正等功能,实现孕育剂随铁水连续、稳定加入。安装完实物图见图7。
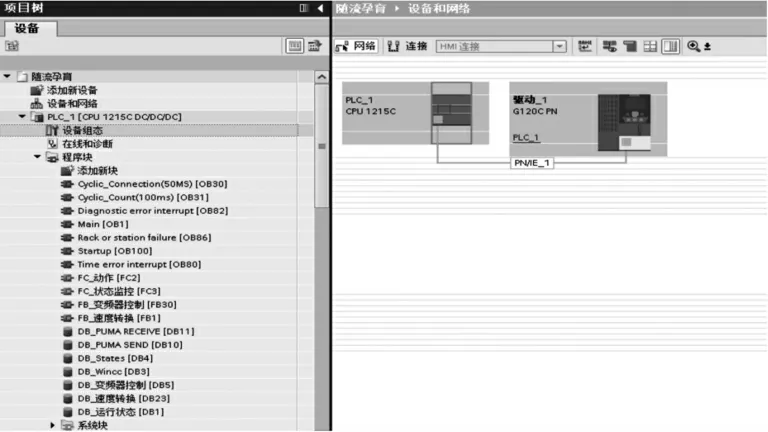
图6 工程画面

图7 实物安装图
为便于孕育剂参数随生产件号变化,特将孕育剂参数纳入配方管理,在WINCC 中添加参数I/O 域n_Recipes_dat_1 和In_Recipes_dat_2,代表孕育剂加入重量和加入时间设定值,使用脚本HMIRuntime.Tags ("@UA_Recipes_dat_1").Write(HMIRuntime.Tags("In_Recipes_dat_1").Read)下载型板数据至WINCC 内部变量,在配方归档中进行显示,归档中关联新的名称Recipes_dat_1,在WINCC 的VBS 编 辑 器RW_Recipe_PLC.bac 中,增 加 HMIRuntime.Tags("SetWeight_run").Write(objRecordset.fields("Recipes_dat_1").value),即可将重量和时间传递给PLC 中参与计算与控制。另外,通过修改WINCC 脚本,将原先浇注数据归档中的孕育剂加入量替换为新装置变量地址,从而实现新装置与原浇注系统完全融合。
设备操作人员定期检查显示控制器中定义的孕育量是否与实际量相符,如果实际和设定值不一致,将通过【孕育剂校准】按键进行校准,如图8。
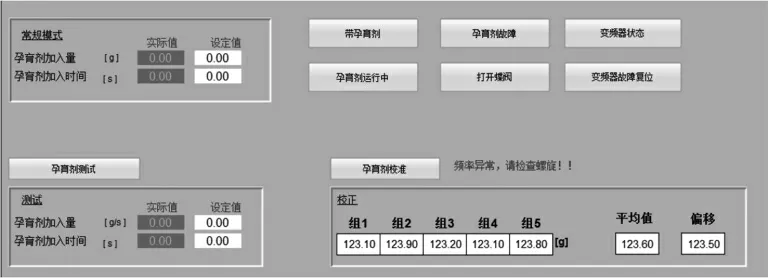
图8 新增WINCC 画面
3 总结
通过近一年的使用验证,螺旋给料孕育剂添加装置运行可靠、可保证较高的添加精度,能有效提高铸件质量及工艺保障能力,可有效解决原装置维护成本高,调试难度大的缺点。
进口设备原理一般较为先进,当出现使用瓶颈时,要大胆探索,积极尝试,对结构进行相应调整改进,彻底摆脱使用过程中各种束缚,同时该改造可在同类设备中进行推广。
猜你喜欢
水泥技术(2022年4期)2022-07-27
防爆电机(2020年3期)2020-11-06
文苑(2020年6期)2020-06-22
活力(2019年15期)2019-09-25
测控技术(2018年5期)2018-12-09
制造技术与机床(2018年10期)2018-10-13
电子制作(2017年7期)2017-06-05
中国核电(2017年1期)2017-05-17
筑路机械与施工机械化(2014年2期)2014-03-01
自动化博览(2014年12期)2014-02-28
