
FDM 型3D 打印机制件精度研究★
2023-11-30 04:45井石磊
机械管理开发 2023年10期
井石磊
(陕西开放大学,陕西 西安 710065)
0 引言
3D 打印技术,又称为增材制造技术,是一种可以改变产品生产流程、供应链设计的突破性制造技术,其制造快捷、成本低、材料利用率高等特殊优势在模具制造领域被广泛应用。以木模砂型铸造为例,需要提前进行木模模具车铣,模具使用过程中也存在尺寸形状磨损变化问题,损耗时间长、精度较低。3D 打印技术可以通过调整打印参数,获得成型精度更高、品质更好的铸模模型,通过分析打印工艺参数与产品精度之间的关系,选取最优打印工艺参数组合。
1 增材制造技术特点及应用类型
与传统车铣加工工序的减材制造加工方式不同,3D 打印技术是通过对所需构筑铸件进行提前软件建模,并通过逐层扫描处理,利用打印机进行材料堆积而成。以FDM熔融沉积成型技术为例,就是通过选取低熔点金属或热塑性树脂材料,加热熔丝由打印机喷头挤出,在计算机设定程序控制下,按照预定轨迹,完成铸件逐层堆积成型过程。与传统减材制造工艺相比,3D 打印技术具备材料利用率高、数字化及成型产品个性化等特点及应用优势。
当前3D 打印技术的应用主要包含两方面内容:一是利用打印技术打印出模具模型,包括砂型铸造、陶瓷型铸造等类型,与传统模具制造工艺相比,该技术打印模具耐温抗湿效果更好,机械性能更高;二是利用3D 打印技术直接塑型,即通过逐层堆积方式完成铸型制造,该类铸造方式最大优势就在于无需制造模具,大幅缩短了生产制造周期。
2 试验方案设计
本次试验选用MakerPiM14 型号桌面性打印机,其应用了FDM 熔融堆积成型技术进行模型成型制造,主要技术参数如表1 所示。该打印机主要选用耗材直径1.75 mm 的PLA 塑料材料,兼容Windows、Linus、Mac 等操作系统,选用Cura 开源切片软件,软件适用STL、JPG、PNG 等多种格式,本次试验还需利用游标卡尺及螺旋测微器等测量工具。
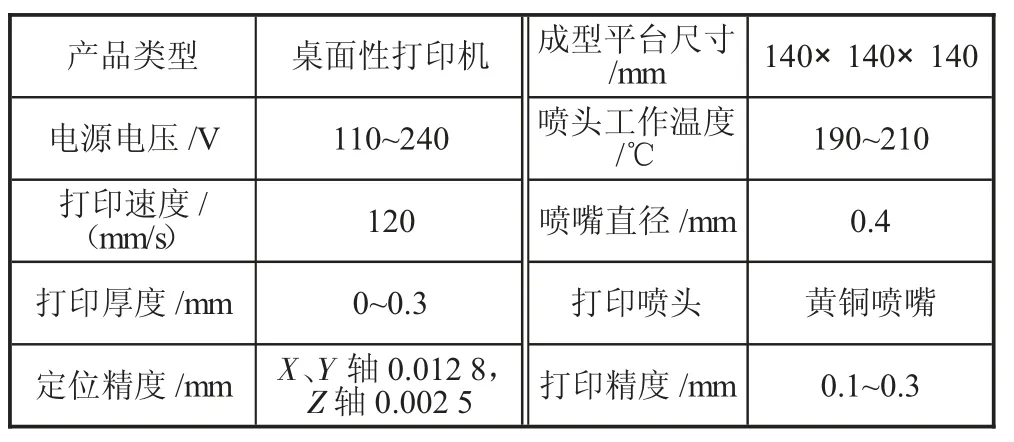
表1 MakerPiM14 打印机主要技术参数
进行模型铸造前首先利用UG 绘图软件绘制出试验模型,整体外宽为一个带孔圆柱体铸件模型,具体尺寸参数如图1 所示。该试验模型高度H=10 mm,内、外径尺寸分别为10 mm、25 mm,试验过程中精度测算标准按照打印成型模型的尺寸变化率,即(量测尺寸-设计尺寸)/设计尺寸,所得数值越小代表打印精度越高。
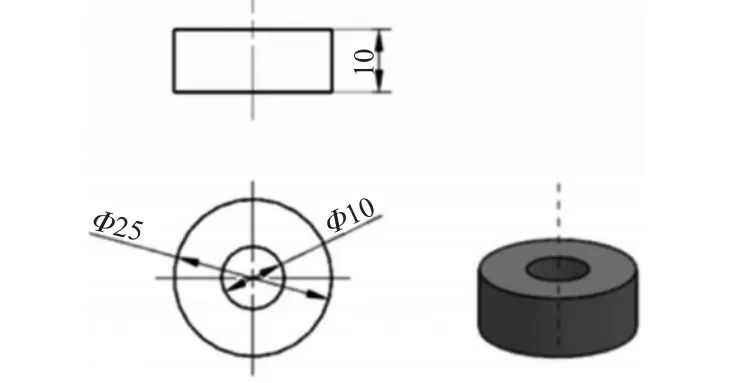
图1 铸件模型尺寸参数示意图(单位:mm)
FDM类打印机塑铸过程中影响制造精度的影响有很多,包括填充密度、打印速度、打印温度等,本文通过选取打印厚度、温度、速度以及壁厚4 项基本参数,通过分析上述参数与塑铸模型尺寸之间的关系,从而选取某一参数组合下打印铸件精度最高的最优参数组合。其中打印层厚与打印厚度的区别在于层厚是指喷头一次喷出熔丝的厚度,即每打印一层的宽度;打印厚度指整体铸件横向壁厚;打印速度指喷头水平面移动速度;打印温度指喷头处加热温度。结合上述MakerPiM14 打印机主要技术参数,设定出厚度A(0.6 mm、0.8 mm、1.0 mm)、层厚B(0.1 mm、0.15 mm、0.2 mm)、速度C(40 mm/s、60 mm/s、80 mm/s)、温度D(190 ℃、200 ℃、210 ℃)4 项参数取值进行正交试验,并按照上述因素水平设计出如表2 所示9 种参数组合方案[1]。

表2 铸件成型工艺参数组合试验方案
3 试验结果分析
将上述参数组合下成型铸件打印结果如图2 所示进行编号处理,并通过量测铸件高度、内外径尺寸,计算尺寸变化率,结果如表3 所示。通过计算试验结果极差,从而确定出上述参数因素中的影响主次因素顺序,得出精度更高的参数组合[2]。
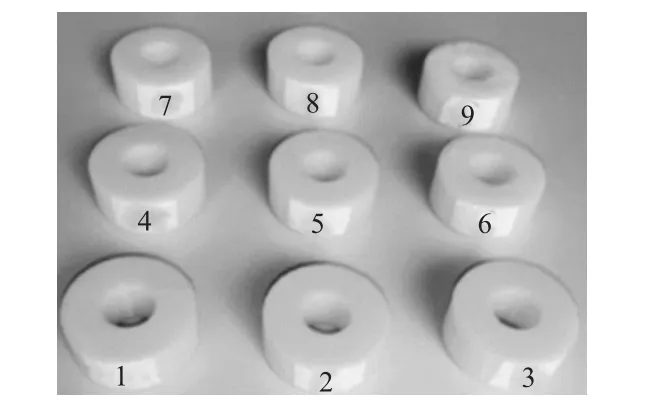
图2 参数组合试验打印结果

表3 试验结果极差Rj
3.1 水平最优打印工艺参数组合
由于尺寸变化率越小代表铸件塑铸精度越高,因此可以根据表3 中K 值分析各因素参数对铸件精度的影响效果,确定出各参数水平下最优打印组合[3]。
1)外径尺寸。根据外径尺寸中参数因素尺寸变化率计算结果可以看出,打印厚度因素A 中A1精度最高,同样可以判断出其他参数因素中的最优水平分别为B2、C2、D1,因此外径尺寸中精度最高的参数组合即为A1B2C2D1,即打印厚度0.6 mm、打印层厚0.15 mm、打印速度60 mm/s、打印温度190 ℃时,外径尺寸精度最高。
2)内径尺寸。同样分析表3 中各因素内径尺寸变化率的最小值,可以得出内径尺寸下的参数组合为A3B3C1D2,也即对于内径尺寸来说,选取打印厚度1.0 mm、打印层厚0.2 mm、打印速度40 mm/s、打印温度200 ℃时,尺寸精度最高。
3)高度尺寸。同理判断出高度尺寸下的最优打印组合为A2B2C3D3。
3.2 各参数影响主次顺序分析
完成上述分析步骤后,通过极差对各因素的影响主次顺序进行判断,极差值越大即代表该参数因素的影响力越大,也即该参数因素越重要。
1)外径尺寸中极差数值RB最大,也即外径尺寸中影响因素最大的为层厚参数因素,其次分别为速度、厚度和温度参数。
2)内径尺寸中极差数值RA最大,也即内径尺寸中影响因素最大的为厚度参数因素,其次分别为速度、温度和层厚参数。
3)高度尺寸中极差数值RC最大,也即高度尺寸中影响因素最大的为速度参数因素,其次分别为厚度、层厚和温度参数。
3.3 综合打印工艺参数组合确定
根据上述优选水平组合以及各参数影响主次顺序分析,来对打印工艺参数组合进行综合选取确定。对于打印厚度A 来说对内径尺寸的精度影响较大,也即选取A3;对于打印层厚B 来说对外径尺寸的精度影响较大,也即选取B2;对于打印速度C 来说对高度尺寸的精度影响较大,也即选取C3;对于打印温度D 来说对内径尺寸的精度影响较大,也即选取D2。所以最终选取打印参数为A3B2C3D2,也即在厚度参数1.0 mm、层厚参数0.15 mm、速度参数80 mm/s、温度参数200 ℃下,所得铸件的尺寸精度最高。
4 结语
本文通过介绍3D 打印中的FDM打印技术,并通过正交试样法测试影响铸件尺寸精度的各项参数因素,从打印厚度、层厚、速度以及温度参数中分析对打印铸件尺寸精度的影响水平,从而选取最优参数组合,对实际生产应用具有一定借鉴意义。
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
中国临床医学影像杂志(2022年5期)2022-07-26
哈尔滨轴承(2020年1期)2020-11-03
中国铸造装备与技术(2017年6期)2018-01-22
分析化学(2017年12期)2017-12-25
中国铸造装备与技术(2017年3期)2017-06-21
发明与创新(2016年34期)2016-08-22
中国塑料(2016年7期)2016-04-16
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
