新能源汽车用铝合金焊接结构高温服役性能分析
2023-12-05 09:10金文福刘东利董刘颖
有色金属加工 2023年5期
邓 鑫,金文福,刘东利,李 欢,金 鑫,董刘颖
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
铝合金因具有良好的机械加工性及比强度而被广泛应用于新能源汽车等领域,但铝合金精深加工产品由于地域差异、季节交替及使用环境等多重因素影响,其服役时的温度不尽相同[1]。因此,需要铝合金焊接构件在高、低温服役条件下均能保持良好的力学性能。国内对于铝合金焊接构件低温性能研究较多,对于铝合金焊接结构件高温服役性能分析的参考资料较少[2-4]。本文针对现阶段新能源汽车所使用频率较高的5052-H32、6082-T6、6005A-T6、6061-T6铝合金板材展开焊接结构件的高温服役性能研究,旨在通过进行不同温度的高温力学性能测试探索出铝合金焊接构件的高温服役性能规律,对正确评价材料的高温服役性能及使用寿命具有重要意义。
1 试验材料及方法
1.1 试验材料
本次试验选用尺寸为300 mm×150 mm×3 mm的5052-H32、6082-T6、6005A-T6、6061-T6铝合金板材,采用新能源汽车生产制造中常用的MIG焊对5052-H32及6082-T6铝合金板材进行焊接,采用搅拌摩擦焊对6005A-T6、6061-T6及6082-T6铝合金板材进行焊接。5052-H32、6082-T6、6005A-T6、6061-T6铝合金与ER 5356焊丝的化学成分、力学性能分别见表1和表2。
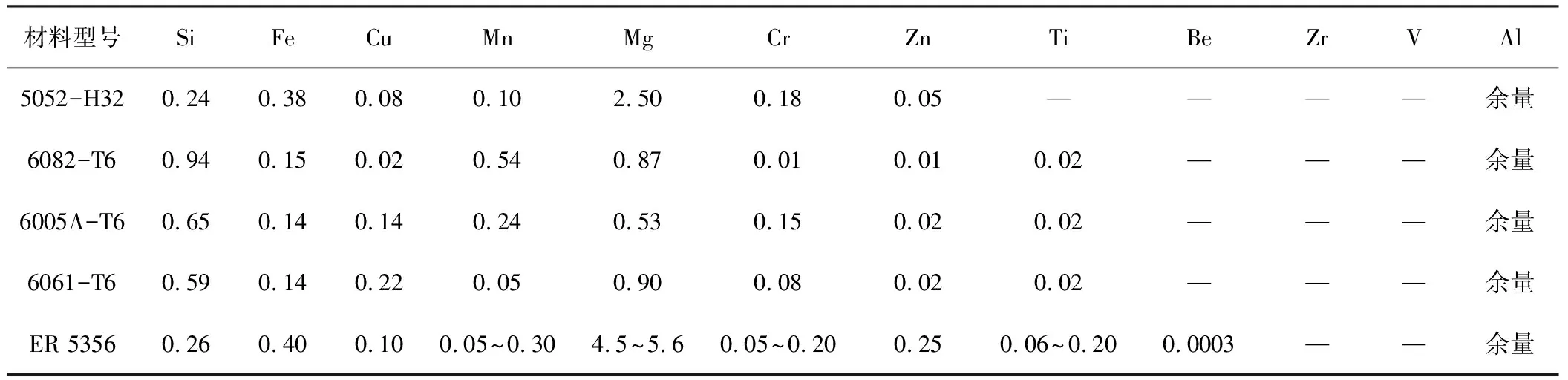
表1 四种铝合金及ER 5356焊丝化学成分(质量分数,%)

表2 四种铝合金及ER 5356焊丝力学性能
1.2 焊接过程
焊接过程分为MIG焊及搅拌摩擦焊两部分,采用的接头形式均为对接。为保证MIG焊焊缝熔透、减少焊缝缺陷,焊前对待焊位置进行开坡口处理,坡口形式为V形,角度为70°,MIG焊试板坡口尺寸如图1所示,使用的MIG焊设备为福尼斯TPS 5000半自动MIG焊机。搅拌摩擦焊时试板不开坡口,焊接设备采用HT-JM16×30/2二维静龙门搅拌摩擦焊机,焊接时采用恒位移控制方式,选用的搅拌头针长为2.85 mm,轴肩为内凹形式,轴肩直径为12 mm。

t1=t2=3mm,α=70°,b=0.5~1.0mm
焊前使用气动钢丝刷打磨坡口及焊缝25 mm内区域,以达到去除氧化膜的目的,并使用酒精擦拭打磨区域,露出金属光泽。焊接过程中所使用的焊接工艺,MIG焊焊接电流90 A,焊接电压19.4 V,焊接速度45 mm/min,保护气体流量22 L/min;搅拌摩擦焊焊接速度600 mm/min,转速1 200 r/min。
1.3 试样检测方法
参照GB/T 228.2《金属材料 拉伸试验 第二部分 高温拉伸试验》标准,使用AG-X 100KNH电子万能试验机进行高低温拉伸试验,拉伸速率6 mm/min,试验温度范围为50~250 ℃,温度间隔50 ℃,试样保温20 min后进行拉伸测试,每组测试三个试样取平均值作为该组有效值。
2 试验结果与分析
2.1 焊接接头高温力学性能
由5052-H32铝合金MIG焊焊接接头高温力学性能得出抗拉强度和断后伸长率随温度变化的曲线,如图2(a)所示。由图可知,当温度低于150 ℃时,随着温度的升高抗拉强度缓慢下降,断后伸长率水平波动变化;当温度超过150 ℃后,抗拉强度和断后伸长率分别呈现急剧下降和上升的变化,并均在250 ℃时均达到极值,最低抗强度152 MPa;最高断后伸长率11.8%;最高与最低抗拉强度差值为59 MPa,加热温度在200 ℃以内时,强度降低51 MPa。
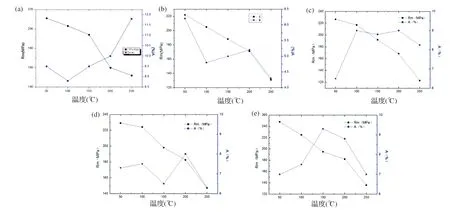
图2 焊接接头抗拉强度和断后伸长率随温度变化的曲线
6082-T6铝合金MIG焊接接头高温力学性能得出抗拉强度和断后伸长率随温度变化的曲线,如图2(b)所示。由图可知,随着温度的升高抗拉强度呈下降趋势,在250 ℃时达到最低值131 MPa;断后伸长率变化与5052-H32相反,随着温度升高阶梯状下降,在250 ℃时达到最低值4.3%;最高与最低抗拉强度差值为91 MPa。加热温度在200℃以内,强度降低51 MPa。
6005A-T6铝合金搅拌摩擦焊接头高温力学性能得出抗拉强度和延伸率随温度变化的曲线,如图2(c)所示。从图中曲线可以看出,当温度低于150 ℃时,随着温度的升高抗拉强度缓慢下降,延伸率呈先上升后下降变化;当温度超过150 ℃后,抗拉强度急剧下降,在250 ℃时达到极值,最低抗拉强度123 MPa,最高与最低抗拉强度差值为103 MPa,加热温度在200 ℃以内,强度降低58 MPa。
6061-T6铝合金搅拌摩擦焊接头高温力学性能得出抗拉强度和延伸率随温度变化的曲线,如图2(d)所示。从图中曲线可以看出,随温度升高,接头抗拉强度整体变化趋势为下降趋势,温度高于100 ℃时,抗拉强度急剧下降,250 ℃时达到最低值147 MPa;延伸率随温度升高,整体呈阶梯状下降,变化趋势为先上升后下降,在250 ℃时达到最低6.3%;最高与最低抗拉强度差值为82 MPa,较6005A-T6铝合金强度差值低21 MPa。在加热温度200 ℃以内,强度降低了47 MPa。
6082-T6铝合金搅拌摩擦焊接头高温力学性能得出抗拉强度和延伸率随温度变化的曲线,如图2(e)所示。从图中曲线可以看出,随温度升高,接头抗拉强度整体变化趋势为下降趋势,当温度高于200 ℃时,抗拉强度急剧下降,在250 ℃时达到最低值136 MPa;延伸率随温度升高,变化趋势为先上升后下降,150 ℃时达到最高,后又下降到50 ℃时的延伸率值;最高与最低抗拉强度差值为112 MPa,较6005A-T6与6061-T6比较抗拉强度差值最大。加热温度在200 ℃以内,强度降低了66 MPa。
由焊接接头高温力学性能得出抗拉强度和断后伸长率随温度变化的曲线可以看出,无论MIG焊还是搅拌摩擦焊焊后接头均随着温度升高,力学性能呈下降趋势,断后伸长率变化有所不同。
2.2 焊接接头拉伸断口形貌
由于不同焊接方式所焊接头高温力学性能均随着温度的升高而降低,遂只针对6082-T6搅拌摩擦焊接头拉伸断口进行扫描电镜拍摄,进而得出铝合金焊接接头在进行高温力学性能检测时,断口形貌的相关规律性变化。6082-T6搅拌摩擦焊高温拉伸断口形貌如图3所示。
由图3可以看出,各温度下拉伸断口呈典型的沿晶断裂形貌,且拉伸断裂断口呈小而浅且均匀的微孔洞,这是由于焊后接头中存在一定数量的第二相粒子[5-7],力学拉伸性能测试时第二相粒子会在接头内部产生一定的应力集中,形成微孔洞进而导致断裂。
此外,随着高温力学性能测试温度由50 ℃变化至250 ℃,拉伸断口孔洞数量减少,这是由于随着温度的升高,第二相粒子逐渐长大,使接头断口处形成较大较深韧窝,符合高温力学性能随着温度增高而降低的规律[8-10]。
3 结论
(1)随着温度升高,MIG焊5052-H32和6082-T6焊接接头抗拉强度均有所下降,加热温度在250℃以内,6082-T6铝合金抗拉强度衰减受温度影响较大。
(2)随着温度升高,不可热处理强化型5052-H32铝合金与热处理强化型6082-T6铝合金MIG焊后断后伸长率变化相反。
(3)随着温度升高,6005A-T6、6061-T6及6082-T6铝合金搅拌摩擦焊接头抗拉强度均呈下降趋势,其中6082-T6铝合金50 ℃与250 ℃抗拉强度差值为112 MPa,在三种材质铝合金抗拉强度差值中最大。
(4)在温度低于200℃以内,6082-T6铝合金搅拌摩擦焊接头抗拉强度衰减变化最大,6061-T6铝合金接头受温度影响相较6005A-T6铝合金低。
(5)随着温度的升高,6005A-T6与6082-T6铝合金搅拌摩擦焊接头延伸率呈先上升后下降趋势,6061-T6铝合金接头延伸率呈阶梯状下降。
猜你喜欢
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
高师理科学刊(2020年2期)2020-11-26
山西冶金(2019年3期)2019-09-21
山东化工(2017年5期)2017-09-16
中成药(2017年6期)2017-06-13
理化检验(物理分册)(2017年5期)2017-06-01
钢管(2016年4期)2016-11-10
焊管(2015年4期)2015-12-19
电气传动(2015年10期)2015-07-11