超薄宽玻璃压延机机架通用焊接工装设计
2023-12-14 07:09蒋涛涛蒋和峻俞泽田
建材世界 2023年6期
蒋涛涛,俞 茂,张 勇,蒋和峻,俞泽田
(蚌埠凯盛工程技术有限公司,蚌埠 233010)
超薄宽玻璃压延机的机架是保证压延机稳定运行的关键零件,其结构承担设备水冷系统、风冷系统的传输功能、承载动力部件、功能部件等的安装功能。架体结构为矩形管焊接结构。
因各生产企业玻璃生产线对玻璃板幅和厚度要求不同,玻璃压延机设备架体部分长度、各功能部件安装板的尺寸大小及间距位置都会发生相应变化,压延机产品生产又属于小批量非标生产,常规压延机机架焊接是钳工在通用焊接平台上划架体各零件位置线后进行组焊。这种焊接方式存在效率低、劳动强度大、对制作人员技术要求高。每件机架上相关焊接尺寸位置偏差大,影响后期机械加工效率。
1 超薄宽玻璃压延机机架通用焊接工装总体布局设计
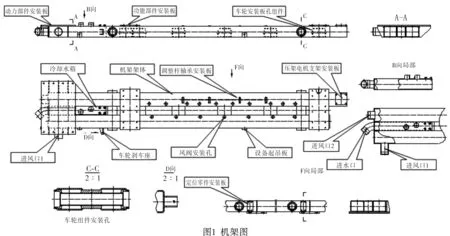
超薄宽玻璃压延机机架是由架体部分、动力部件安装板、功能部件安装板、车轮安装孔组件、冷却水箱、调整杆轴承座安装板、压架电机支架安装板、设备起吊板、定位零件安装板和车轮刹车座组成(见图1)[1,2]。按照产品设计要求,机架的各功能安装板只有严格控制位置尺寸和几何误差才能保证后续机械加工的质量和效率。结合压延机产品客户的具体要求,设计的机架通用焊接工装为:以焊接工装底架作为焊接平台,作为保证各方向定位基准要求;配合相关可调整位置的定位支架和定位块、定位机构、辅助定位靠板,满足相关零件因产品需求尺寸变化的定位要求;安装可调整位置的紧固机构满足机架长度变化的紧固需求,具体布局见图2。

2 机架通用焊接工装设计
2.1 机架通用焊接工装底架设计
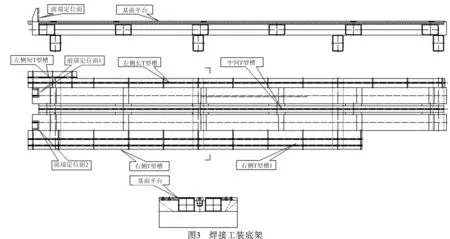
机架通用焊接工装的底架(见图3)为矩形管焊接结构,两主矩形管通过连接矩形管焊接连成一体,形成底架主体。在矩形管上焊接钢板,并通过加工保证钢板上平面的平面度,作为机架焊接的基准面。钢板上同时加工“T”型安装槽,作为定位支架的安装槽,实现定位块的安装位置调整要求[3]。
2.2 定位支架和定位块设计
1)定位支架分为通用固定定位支架、可调节定位支架和专用定位支架三种。
图2中定位支架4、5、7、9、10为通用固定定位支架,具有与“T”型安装槽定位的凸台,只能够沿“T”型安装槽移动安装位置;具有两个安装孔,用于通过螺栓与“T”型安装槽中螺母固定在焊接工装底架上。定位支架4、5负责作为机架架体侧面定位基准面定位机架架体主矩形管1,其中定位支架5还兼顾压架电机支架安装板的定位靠板4的安装定位座使用。定位支架7、10负责作为功能部件安装板的定位靠板1、2的安装定位座使用。定位支架9负责作为调整杆轴承座安装板的定位靠板3的靠板座的安装定位座使用,其中定位支架9与定位支架5的形式相同。
图2中定位支架1、2、3均为可调节定位支架,没有与“T”型安装槽定位的凸台,自己可以前后移动,也可沿“T”型安装槽移动;具有四个安装孔,用于通过螺栓与“T”型安装槽中螺母固定在焊接工装底架上。定位支架1、2、3负责动力安装板的焊接定位。
图2中定位支架6、8均为专用定位支架,定位支架6负责主矩形管1的侧面定位零件安装板侧面、底面焊接定位,并通过螺丝将定位零件安装板与主矩形管1侧面固定;定位支架8负责主矩形管1的侧面设备起吊板侧面焊接定位。
2)定位块具有与“T”型安装槽定位的凸台,只能沿“T”型安装槽移动;具有两个安装孔,用于通过螺栓与“T”型安装槽中螺母固定在焊接工装底架上。定位块负责架体中间连接矩形管的焊接定位。
2.3 紧固机构、定位机构设计
紧固机构、定位机构由固定到“T”型安装槽中的紧固机构(或定位机构)支架、紧固(或定位)气缸、导向块、紧固块(或定位块)组成,见图4。紧固块(或定位块)由紧固(或定位)气缸带动沿导向块移动。紧固机构负责将按照图纸要求放置在焊接工装中的机架架体固定成一体后,通过点焊将主矩形管与连接矩形管、冷却水箱焊接成一体。定位机构的定位块负责车轮刹车座组件的底面和侧面定位,保证车轮刹车座与主矩形管2的焊接连接满足图纸设计尺寸要求[3,4]。

2.4 定位靠板设计
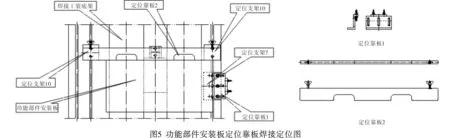
1)功能部件安装板定位靠板设计见图5。功能部件安装板定位靠板由定位靠板1通过腰形孔安装在定位支架7上,负责宽度方向尺寸定位。定位靠板1后方安装定位螺栓顶紧定位支架7后,具备对定位靠板1定位作用,防止碰撞造成移位。定位靠板2安装在定位支架10上,负责长度尺寸方向定位,定位靠板2后方连接螺栓固定到定位支架10后,保证定位靠板2不发生移动,同时方便焊接固定后拆卸,不影响焊接完成后机架的吊装转运工作。定位靠板2中2处缺口是为功能部件安装板与主矩形管1、2焊接预留的焊接空间[4,5]。
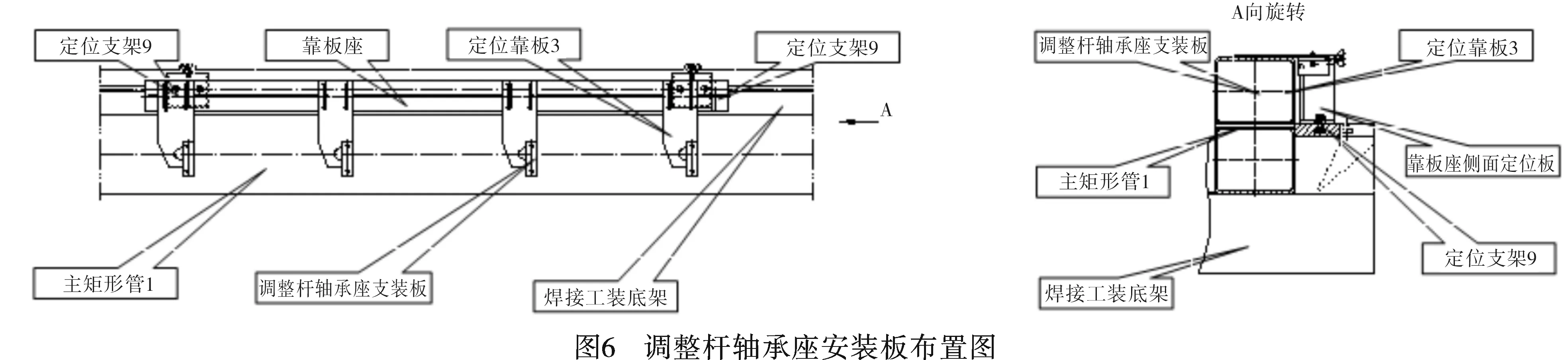
2)调整杆轴承座安装板定位靠板设计
调整杆轴承座安装板定位靠板由靠板座和定位靠板3组成都为板状结构,其中靠板座有腰形安装槽基本贯穿整个靠板座长度方向,方便定位靠板3长度方向位置调整。靠板座下方两端有定位板,当靠板座放在定位支架9上时,负责卡放定位在定位支架9的侧面,保证靠板座长度方向定位尺寸;靠板座后方有固定螺栓,固定后保证靠板座紧靠定位支架9后方台阶,实现对靠板座宽度方向的定位;同时靠板座后方固定螺栓松动后,可以快速取出调整杆轴承座安装板定位靠板组件,不影响焊接完成后机架的吊装转运工作。定位靠板3安装在靠板座能够小尺寸长度方向和宽度方向移动,保证对调整杆轴承座安装板焊接定位的需要,其定位布置图见图6。
3)压架电机支架安装板定位靠板设计
定位靠板4负责压架电机支架安装板焊接定位,直接安装在定位支架5上,通过与定位支架5侧面和后台阶定位定位靠板4,并用台阶槽中螺栓固定。焊接后只需松动螺栓的螺母即可拆卸定位靠板4,不影响焊接完成后机架的吊装转运工作。
3 结 语
论文设计的超薄宽玻璃压延机机架焊接工装能实现对机架组焊的各零件定位要求,有效提高产品制作效率和质量要求。同时针对因各生产企业对超薄宽压延玻璃生产线生产的玻璃宽度、厚度、产量需求不同,产生对压延机功能件设计变化,造成压延机机架长度尺寸及相关零件位置、形状尺寸变化的压延机机架,该焊接工装同样适用。因此,该文论述的超薄宽玻璃压延机机架焊接工装具有很好的通用性和应用性,能够有效用于压延机机架焊接制作生产。
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
计算机仿真(2021年9期)2021-11-17
昆钢科技(2021年4期)2021-11-06
工业加热(2021年8期)2021-09-11
建筑施工(2021年3期)2021-08-06
装备制造技术(2021年2期)2021-07-21
煤炭科学技术(2021年3期)2021-05-14
中国铸造装备与技术(2017年3期)2017-06-21
烟台果树(2015年3期)2015-12-10