浅析H 型钢腹板弯曲机理及消除措施
2023-12-21 09:27王建军辛本龙石孜江王玉文韩海生张忠良于雷雷
中国钢铁业 2023年8期
翟 兵 王建军 辛本龙 石孜江 王玉文 韩海生 张忠良 王 坤 于雷雷
1.前言
近年来,国内热轧H型钢产量稳步增长,2022年达到2030万吨,其中在装配建筑行业使用的薄壁轻型规格需求前景可观。优化热轧H型钢结构力学特性和设计特性,意义重大。
金鼎重工装配式高强度建筑H型钢产线,工艺技术和装备达到国内同行领先水平。配置了两座采用空煤气双蓄热燃烧技术和汽化冷却技术的步进式加热炉、一架BD二辊可逆开坯轧机、一台飞剪、十一架万能/二辊精轧机组、一座 153m带水雾冷却系统的长尺步进+链式冷床、一台十辊矫直机、长尺编组台架、五台冷锯机(一台固定式冷锯、四台移动式冷锯)、两套型钢码垛及收集台架等设备。生产线采用适用、成熟、可靠、绿色、节能、环保的先进技术和设备,集中体现了型钢生产专业化、规模化、智能化、持续化的设计理念,以及高产、高效、高质量、低成本的生产理念。
2.热轧规格腹板弯曲现状
2.1 腹板弯曲现状概况
热轧H型钢在生产过程中,部分轻薄型规格出现了不同程度的腹板弯曲现象,其中较为突出的是规格为H396×199×7×11mm的产品,在热轧过程中难以控制,无法实现保质稳定生产。根据中型钢产线生产统计,常规热轧型钢腹板弯曲存在超标及无法彻底解决现象,对产品质量及生产指标影响严重。根据某一段时间生产数据统计,产品尺寸类质量缺陷、具体规格腹板弯曲测量、腹板弯曲分布见图1。
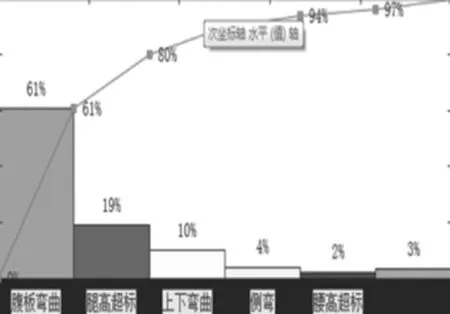
图1 各规格腹板弯曲分布情况
2.2 腹板弯曲超标情况
根据国标标准,金鼎型钢对现有规格腹板弯曲程度范围进行调查分析,发现H396×199mm规格腹部弯曲度较为严重,超过国标范围(0~2mm)(见图2)。通过对市场产品调研和生产现场的测量调查,发现H396×199mm规格腹板弯曲均存在控制瓶颈,且长期面临生产不稳定难题。
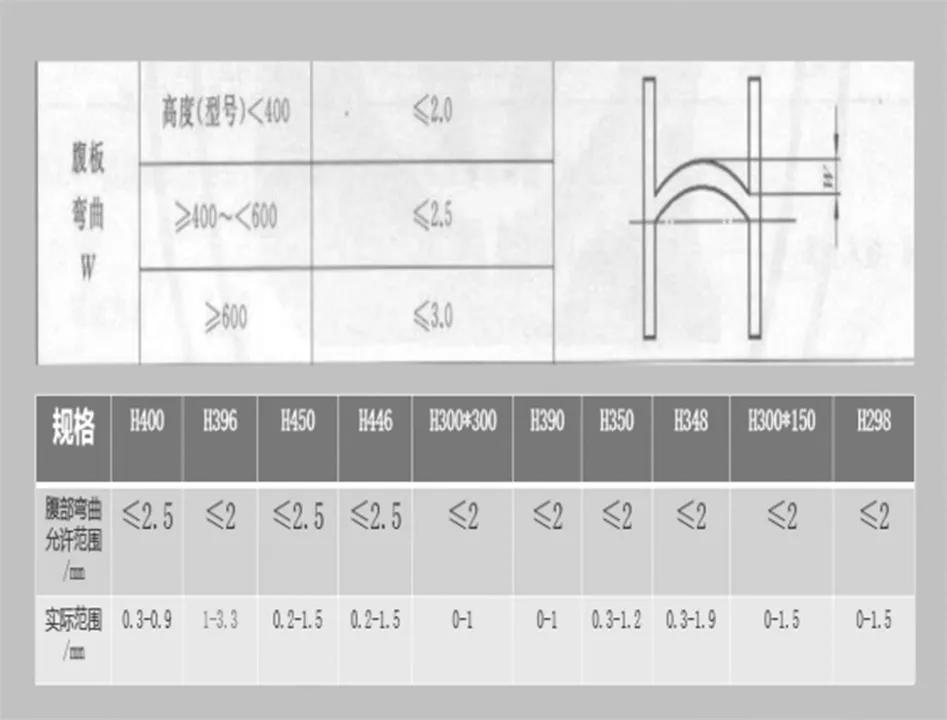
图2 H396*199mm规格超标统计
3.腹板弯曲产生机理分析
通过对产线各个工艺段实物测量,追溯腹板弯曲发生的工艺路径,可以发现,中间坯在粗轧大压下往复轧制后,整体腹板延轧制方向均呈现半弧,后经万能精轧机组水平压下变形。此过程由于腹板和翼缘的延伸不能完全均匀变形,腹板纵向呈现中间薄、两端偏厚的现象,轧制速度越快,延伸后该现象越明显,尤其轻薄型规格尤为突出。由此可以确定,腹板弯曲产生的根本原因,是金属塑性变形的不平衡造成的。
由于轧件在热轧机架间上下腹板温差不同,同时轧件在冷床环冷过程中,内应力不能完全消除,且金属量在R角积存冷却速度慢,截面冷却不均,加大了腹板弯心程度。
另外,通过SPC物化性溯源发现,由于普碳钢与低合金钢的成分不同、强度差异,普碳钢腹板弯心较为明显。由此可得出,强度低是造成热轧H型钢腹板弯心的间接因素。
4.腹板弯曲控制措施
4.1 热变形区域控制措施
针对短应力轧制机架轧制的半成品及成品腹板厚度不均,对各机架水平轧辊工作面的平直度及车削精度磨损情况进行检查。成品腹板呈中间薄、两边厚,厚度不均,需要对腹板塑性变形过程中存在的残余内应力等进行有效改善。
首先,机架塑性变形在一定区间,采用控制合理轧制温度,使轧件表层和芯部晶粒大小均匀,避免晶粒度差值在1.5以上。针对成品腹板厚度不均,制定措施,通过轧制原理,对各道次、各机架间压力及微张力平衡进行调整,解决腹板厚度存在的问题。匹配优化水平辊BI值,调整水平轧机,调整轧机辊缝,控制负差,控制标准-2.7%,使腹板厚度保持正差。
其次,轧制过程中,型钢上腹板有大量冷却水,下腹板没有,由于上下冷却存在温差,造成腹板出现冷却温差。采用万能机架过桥反吹气,在成品出口增设反吹气,减少上腹板与水接触,确保热轧成品轧件上下腹板温差在±50℃以内。
4.2 冷变形区控制措施
针对腹板横向受力变形存在失衡,通过外力介入,强制校正腹板与翼缘平衡。采取:①通过液压设备局部外力校正平整;②矫直机上2/上4辊进行强制平衡压下。
针对腹板R角处快速冷却,通过强制冷变形和强冷改善腹板弯心现象。采取:①冷床翻钢立冷,保证冷却均匀;②冷床喷雾,强制冷却,矫直温度控制在20℃以下。
4.3 应用实践改善情况
通过对H396×199mm规格腹板弯曲调整控制,由实施前的最高弯曲程度约3mm左右,控制到最高1.6mm左右,成功达到了目标值。
5.结论
轻薄型H型钢腹板弯曲问题可以通过冷弯矫正、热轧压力加工过程调整减轻甚至消除。根据规格特点、实物质量形貌,找出腹板弯曲产生环节,是快速解决腹板弯曲问题的突破口。
参考文献略
猜你喜欢
上海金属(2022年6期)2022-11-25
机械工程材料(2021年2期)2021-03-01
商品与质量(2020年23期)2020-10-09
家庭影院技术(2019年12期)2020-01-19
冶金设备(2019年6期)2019-12-25
工业设计(2016年4期)2016-05-04
现代冶金(2016年6期)2016-02-28
河南科技(2014年5期)2014-02-27
河南科技(2014年3期)2014-02-27
机械工程与自动化(2013年2期)2013-12-23