
卡特彼勒988H 型装载机铲斗故障解决方法
2024-01-03 09:09李广成
设备管理与维修 2023年22期
李广成
(江西铜业集团德兴铜矿,江西上饶 334224)
0 引言
一台卡特彼勒988H 型装载机在施工过程中出现铲斗提升、翻转缓慢的问题。操作工以为是铲斗在重载状态下提升力不够,轻载试验发现铲斗动作依然比正常作业时缓慢,导致装载机无法完成施工技术要求。
1 系统组成及工作原理
1.1 系统组成
卡特彼勒988H 型装载机的机具系统主要由泵、控制阀、油缸、传感器、ECM(Electronic Control Module,发动机电子控制模块)、电磁阀以及连接管路、线路等组成(图1)。

图1 卡特彼勒988H 型装载机电液机具系统框图
1.2 工作原理
设备发动机启动后,带动机具泵、先导泵工作,在机具主系统内部产生液压压力。当有一个控制杆被移动时,控制铲斗手柄位置传感器中的一个向机具ECM 发送一个PWM(Pulse Width modulation,脉冲宽度调制)信号。ECM 分析传感器信号和来自悬臂连杆位置传感器或倾斜联锁位置传感器的信号。然后,ECM发送一个成比例的信号使相应的先导控制装置的电磁阀带电,线圈组件使先导控制装置内的阀芯移动,建立起主控阀的先导压力,先导压力推动主控阀的阀芯将主压力释放到油缸,油缸再带动铲斗完成相应的动作。
2 故障分析
分析导致卡特彼勒988H 型装载机出现机具提升、翻转缓慢现象的原因如下:
(1)液压油缺少,导致油缸供油不足,工作装置动作缓慢。
(2)发动机输出功率不足,导致铲斗动作无力。
(3)先导液压压力低,先导压力不足以完全推动机具控制阀阀芯,导致主控阀未完全打开。
(4)工作机具泵输出压力低,导致主系统压力低。
(5)油缸內泄。
(6)机具控制阀阀芯磨损或卡涩。
(7)电控系统故障。
3 测试排查
(1)查看液压油箱液位指示浮标在正常区域,说明液压油不缺少。
(2)该设备搭载卡特彼勒C18 系列6 缸柴油机,发动机正常运行高怠速为(2100±50)r/min,低怠速为(710±50)r/min。
(3)先导压力测量(正常标准压力(2400±100)kPa):①将设备设置在制动位置,挡位设置为空挡,连接测压表;②启动发动机,将液压油温度提升至(63±25)℃;③发动机低怠速运转,测量先导压力。
(4)主泵压力测量(铲斗提升正常标准压力(31 000±600)kPa,铲斗翻转头端压力(15 500±350)kPa,杆端(34 500±350)kPa):①将设备设置在制动位置,挡位设置为空挡,连接测压表;②启动发动机,将液压油温度提升至(63±25)℃;③移动提升杆在上升位置,待工作装置在最高位时保持提升杆在完全上升位置,高油门保持不超过10 s,并测量铲斗提升压力;④将工作装置下降到地面,钥匙开关在OFF 位置,连接测压装置测量铲斗翻转头端和杆端压力;⑤启动发动机,提升铲斗在最高位,记录铲斗在完全倾倒和完全回卷位置时的压力值。
(5)检测油缸是否有內泄:①测试铲斗提升油缸:设置制动,启动发动机,将铲斗完全回卷工作提升在一定高位,将钥匙设置到OFF 位后发动机停止,5 min 内铲斗下降范围在17 mm 内。提升油缸在设备行驶位油温、时间、下降范围关系见表1,提升油缸在设备非行驶位油温、时间、下降范围关系见表2;②测试铲斗翻转油缸:设置制动,启动发动机,将工作装置提升一定高度并将铲斗完全倾倒位,将钥匙设置到OFF 位后发动机停止,5 min内铲斗下降范围在60 mm 内。翻转油缸在设备行驶位油温、时间、下降范围关系见表3;翻转油缸在设备非行驶位油温、时间、下降范围关系见表4。
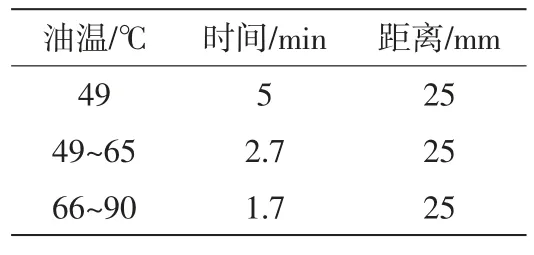
表1 提升油缸在设备行驶位油温、时间、下降范围关系
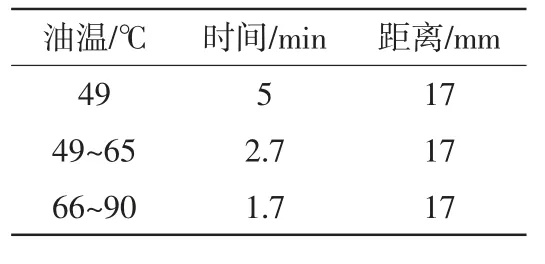
表2 提升油缸在设备非行驶位油温、时间、下降范围关系

表3 翻转油缸在设备行驶位油温、时间、下降范围关系

表4 翻转油缸在设备非行驶位油温、时间、下降范围关系
(6)机具控制阀阀芯磨损或卡涩。检查机具滤清器是否有铁屑残留或做油样检测分析铁元素含量,可以判断出机具控制阀是否有磨损;拆卸控制阀的阀芯可以判断阀芯是否卡涩。
(7)电控系统故障。一般而言,工作装置部分电控系统出现的主要问题是线束的短路或断路,根据电路图可以很快找出相关故障。铲斗举升、翻转控制原理见图2。
4 故障确认
装载机发生机具提升、翻转缓慢后,查看液压油箱液位指示在正常区域,查看驾驶室的监控面板有故障代码出现:“082 351 13”。查阅故障代码释义表指示是机具系统倾斜连杆位置传感器需要校正。
铲斗倾斜联锁位置传感器的主要功能是监控铲斗4个底销有无磨损。导致倾斜联锁位置传感器需要校正的原因主要有:
(1)传感器内部损坏。倾斜联锁位置传感器损坏后会导致机具ECM 接收不到传感器的信号,ECM 不能准确地发送信号给先导控制阀。
(2)铲斗4 个底销有磨损。988H 型装载机倾斜联锁位置传感器的作用是通过传感器轴承角度的变化,并由机具电子控制单元(ECM)监控铲斗底销是否磨损,当底销有磨损的时候,控制器给出一个故障代码。故障代码产生后发动机功率将下降10%,铲斗提升、翻转动作出现动作缓慢。仔细检查铲斗的4 个底销,并没有发现销子或销孔有过多的磨损。
(3)传感器的相关线路是否完好。传感器线路出现短路或开路时,机具ECM 会通过卡特数据链向监控系统发送信号产生短路或断路的故障代码,这与现场调取的需要校正的故障代码不一样,判断不是线路问题。
(4)机具ECM 内部损坏。ECM 内部分管传感器的单元或程序出现问题导致出现该项故障代码,但这样的情况概率比较小,可以最后考虑更换ECM。
5 解决措施
5.1 使用ET 对电磁阀进行校正
将安装有卡特彼勒电子技师诊断系统(ET)的电脑通过通信适配器与数据链接电缆与设备驾驶室里面的维修端口连接,进行在线诊断。
调取“实时诊断”有机具模块代码:“351-13 倾斜联锁位置传感器:超出校准”。
在ET 软件中进入“倾斜连杆位置传感器校准”命令,按照校准命令步骤逐步校正。校正成功后故障代码消除,启动设备操作手柄查看铲斗动作情况。当铲斗在完全回卷位置时,该故障代码又出现。重复校正依然如此。
5.2 更换倾斜连锁位置传感器
首先怀疑是传感器的问题,更换新的传感器后再次校正仍出现此项故障,认定是铲斗底销确实存在磨损情况被传感器监控到。解决的办法是将4 个铲斗销孔修复,更换新销。但仔细检查铲斗底销的4 个销子,肉眼观察并没有发现销子或销孔有过多的磨损。为了不更换销子而解决故障,做了大量的维修与测试,最终确定维修方案。
(1)在ET 软件中进入“倾斜连杆位置传感器校准”命令。按照ET 的校正程序进行铲斗校准,在每一校准步骤最后记录“倾斜连杆位置传感器脉宽比”的数值(表5)。

表5 倾斜连杆位置传感器脉宽比
(2)校准结束后将倾斜联锁位置传感器的U 形拨叉取下,然后重新进入“铲斗回卷校准”程序。转斗连杆位置传感器实物如图3 所示。通过手动旋转倾斜联锁位置传感器的角度轴承,模拟出校准时传感器角度的变化,将上面记录的脉宽比数值与现在的调试步骤一一对应,完成铲斗回卷校准。

图3 转斗连杆位置传感器
(3)在ET 中监控倾斜位置传感器脉宽比数值,将传感器的正常位置模拟出来。将传感器的脉宽比手动调整至50%开始测试,启动设备后设置停车制动器,通过手柄对铲斗进行测试。当铲斗在高位时如果翻转缓慢,将测试数值向上调整;如果铲斗在低位时翻转缓慢,则将测试数值向下调整。通过反复调整与测试,确定出正常位置的脉宽比数值。
(4)最后在ET 中进入“配置”模块,在机具项目中将“铲斗回卷启用状态”设置为“禁用”,退出ET 完成维修与调试。
6 总结
根据故障现象,通过逐步排查,找到装载机铲斗提升缓慢的原因所在,提高维修效率,减少设备停机时间。通过维修与调整,已将“082 351 13”的故障代码消除,铲斗功能状态恢复正常。由于设备禁用了铲斗回卷功能,机具ECM 将不会对铲斗的4 个底销进行监控,这就需要维修人员在日常点检与维修过程中注重铲斗底销的磨损情况,在每次保养时对斗底销加注润滑脂,适时安排销孔修复和底销更换工作。
猜你喜欢
蜜蜂杂志(2021年10期)2021-12-06
装备制造技术(2021年4期)2021-08-05
蜜蜂杂志(2021年11期)2021-02-18
冶金设备(2020年2期)2020-12-28
铁道通信信号(2018年11期)2019-01-19
纤维复合材料(2018年2期)2018-12-07
保健与生活(2018年17期)2018-01-27
制造技术与机床(2017年6期)2018-01-19
新农业(2016年14期)2016-08-16
食品与健康(2015年1期)2015-09-10
