
一种利用回收垃圾袋制备环保布料的工艺
2024-01-05 12:42牟昱
纺织报告 2023年11期
牟 昱
(绍兴慧欣家纺有限公司,浙江 绍兴 312000)
环保布料是制作箱包、家纺与户外用品的重要材质,通过特殊的热压、复合工艺技术赋予材料优异性能,在工业及家居领域得到了广泛应用。通过将废弃塑料垃圾袋回收再利用熔融成再生料,然后与织物热压复合,制备新型环保布料是研究的新趋势。但现有工艺技术还存在一些问题,如再生料在热压过程中厚度难控制、均匀性差,导致布料容易出现褶皱,产品厚度不均匀、性能均一性较差等,严重影响了产品的综合性能指标[1]。针对上述问题,本研究提出了一种利用回收垃圾袋制备环保布料的新技术,利用自主开发的新型工艺设备对塑料垃圾袋进行粉碎、加工、熔融处理,以高温布为基材,经过热压复合工艺制备具有高性能的新型环保布料,并研究工艺设备、热压条件、材料选择等对产品性能的影响,研究结果可为开发废弃垃圾袋制备环保布料的工艺提供理论借鉴。
1 环保布料结构设计
综合考虑环保布料的力学性能、单位面积质量等性能指标,对复合布料进行多层结构设计。环保布料包括主体底层和面层,面层为回收的塑料垃圾袋(主要材质为聚乙烯PE、聚丙烯PP和/或聚氯乙烯PVC)经清洗、粉碎、加工、熔融制备的再生料;主体底层采用高温布,该层为承力层,具有优异的力学性能和耐高温特性,通过热压工艺将两种材料复合在一起。
2 实验设备
塑料粉碎机、清洗剂、烘干机、环保布料制备机(自制),其中,环保布料制备机结构如图1所示。
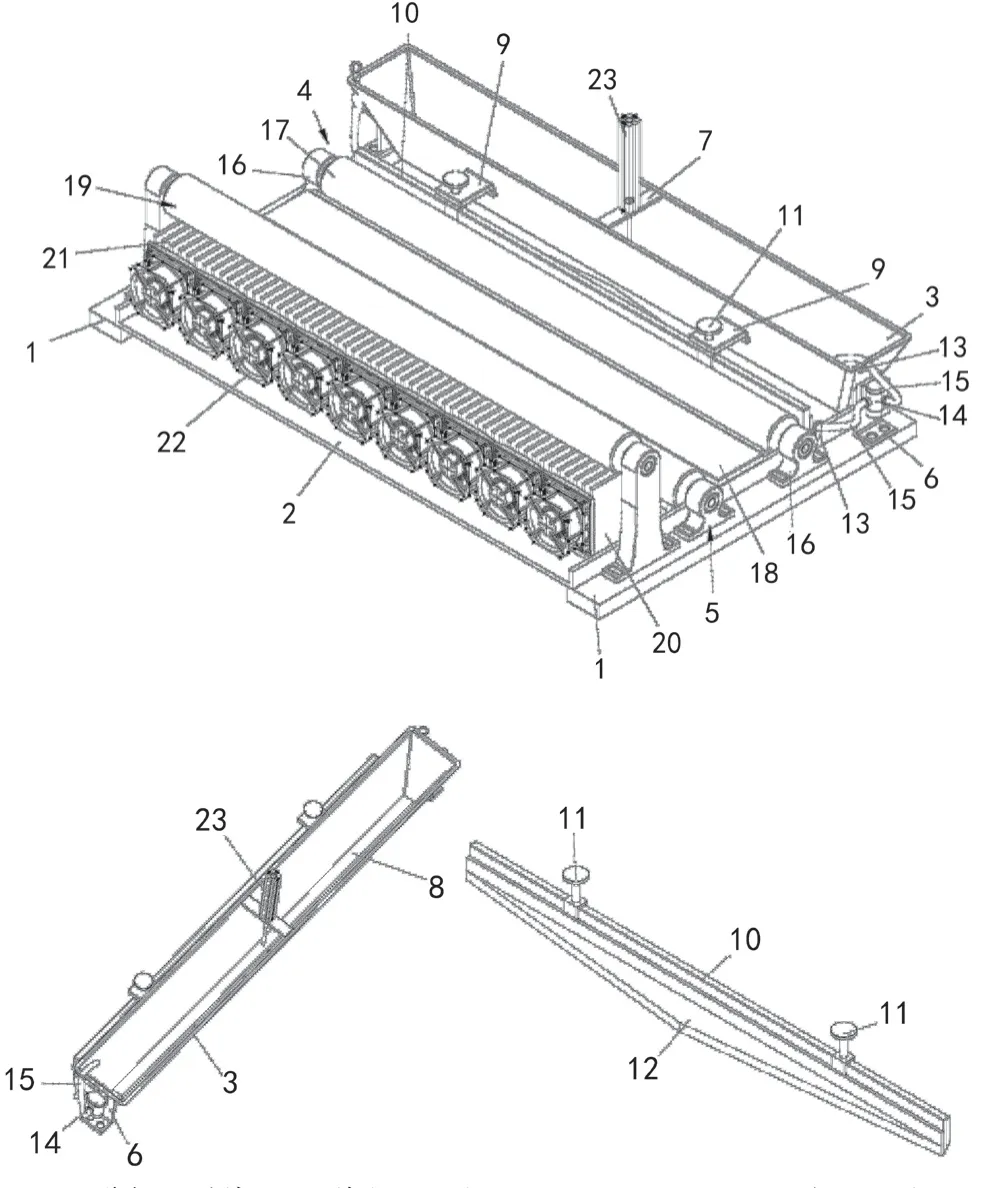
图1 环保布料制备机结构
3 环保布料制备工艺
3.1 环保布料加工工艺流程
3.1.1 回收垃圾袋制备再生料加工工艺
(1)收集和分类:收集含有聚乙烯、聚丙烯、聚氯乙烯的塑料垃圾袋,并进行分类和筛选。
(2)清洗:清洗塑料垃圾袋,以去除表面的污垢、油脂等杂质。
(3)烘干:清洗后的塑料袋需要烘干,以去除表面残留的水分。
(4)粉碎:干燥后的塑料袋会被送入粉碎机,将其破碎成小颗粒或者颗粒状粉末,加工成细小的塑料片、条、丝或颗粒。
(5)熔化:粉碎后的塑料颗粒通过挤出机或者熔化炉加热熔化,形成熔融的塑料熔体。
3.1.2 再生料与底层布料的复合工艺
(1)将主体底层布料(高温布)设于滑料台内,依次经过下料斗、平料机构、压紧辊组、加热板、热轧辊组,后经冷却机构抬升冷却送出;
(2)布料移动,下料气缸缩回开启下料斗底部,将再生料落于滑料台上的布料上;
(3)再生料通过平料机构中的平料板刮平,多余的再生料通过两侧吸尘器送入下料斗内;
(4)再生料通过压紧辊组压实,再经加热机构加热,温度保持在120~170 ℃,将再生料熔化;
(5)熔化后的再生料通过热轧辊组热压,将熔化后的再生料与布料熔合;
(6)将相互结合的环保布料通过冷却机构分级冷却。
3.2 工艺控制关键点
在该技术中,厚度控制是至关重要的环节,产品均匀性对一些高要求的产品来说尤为重要,因此,必须使用适当的模具和热压参数确保产品的厚度符合要求,从而保证产品的功能和性能达到设计要求[2]。
(1)通过精确测量和设定热压机的温度、压力、时间等参数,可以实现对复合材料厚度的精准控制。在热压过程中,确保温度适宜且稳定,以保证塑料能充分熔化并与高温布紧密结合。
(2)采用先进的压制模具设计和制造技术,可以精确控制复合材料的成型尺寸,从而保证所得产品的厚度符合设计要求。通过合理设计模具的凹凸部位,可以确保塑料在热压过程中均匀分布,避免产生厚薄不均的情况。
(3)通过材料预处理的方式控制复合材料的厚度。在对塑料和高温布进行预处理前,可以通过切割、挤出等工艺手段控制好原材料的厚度,从而在热压过程中取得更好的控制效果。
4 工艺优化
4.1 材料优选
基体材料是承力层,也是决定环保布料力学性能的关键,在选择基体材料时,应综合评估材料的强力和单位面积质量。本研究选择4种不同规格的涤纶织物,依次标记为1#、2#、3#和4#,单位面积质量分别为650、80、141、158 g/m2,断裂强力依次为550、898、1 450、1 623 N。可以看出,织物的单位面积质量较大,断裂强力也较大,但质量过大不利于材料的轻量化设计。因此,本实验选用3#织物作为复合环保布料的承力层,既能保证复合布料具有足够的强力,又可以合理减小复合布料的质量,达到轻质的效果[3]。
4.2 设备优化
布料加工用热压复合装置复合时,由于表面再生料的厚度难以保证一致,环保布料易出现褶皱、厚度不均匀、产品柔韧度不一致的问题。为解决该问题,本研究从以下两方面改进工艺设备。
4.2.1 设置平料机构
再生料通过平料机构中的平料板刮平,多余的再生料通过两侧吸尘器送入下料斗内,而后再生料通过压紧辊组压实,再经加电加热板加热,温度保持在120~170 ℃,将再生料熔化;熔化后的再生料通过热轧辊组热压,热轧辊组设于加热板后侧,并保证热轧辊组结构与压紧辊组结构一致,热轧辊组中的辊轴低于压紧辊组中的辊轴1.0~1.5 mm,将熔化后的再生料与布料熔合,进一步确保了厚度的一致性。通过设置平料机构,利用平料板对布料上不平整的再生料进行刮平,避免在后续热压过程中导致压力不同,进而引发布料厚度不均匀的情况。此外,利用平料机构中的三角导料板将多余的再生料导至左右两侧,并通过吸尘器将多余的再生料送回下料斗内,避免再生料的浪费。
4.2.2 设置分级冷却机构
为了进一步避免布料出现褶皱,还设计了分级冷却工艺过程,冷却机构包括风冷组件与抬升辊组,风冷组件由固定台、多条通风道和多台风机组成,风机设置在固定台的后断面。为了保持温度一致性,对风机进行等距设置,抬升辊组结构与压紧辊组一致,并保证抬升辊组中辊轴的高度高于下料斗。设置分级冷却机构不仅保证了布料的快速充分冷却,还避免了因冷却过快或冷却不均匀导致收卷布料易出现褶皱问题,提升了布料的平整度,保证了布料的品质。
4.3 制备工艺优化
热压环节是制备环保布料的关键步骤,热压温度是重要工艺参数,对产品的力学性能具有重要影响。本研究对110、120、130、140、150、160、170 ℃下制备的环保布料的断裂强度进行了测试,结果如图2所示。当温度为110~140 ℃时,随着热压温度的升高,环保布料的断裂强力逐渐增加,当温度为140 ℃时,断裂强力最高,为1 456 N;进一步升高温度,环保布料的断裂强力反而出现了下降趋势。分析认为,在一定温度范围内,温度越高,再生料熔合程度越高,在压力作用下,能与基体材料实现更充分的接触,更好地填充于织物材料的内部孔隙结构,增强了纤维之间的抱合力。此外,适当的热处理使织物发生了微小的收缩,使基底材料的单位面积质量有所增加,厚度加大,进而提升了布料的强度[4]。但当温度过高时,纤维的收缩程度不断加大,导致纤维内部发生应力松弛,与此同时,纤维无定形区分子链热运动能加大,使纤维取向发生改变,降低了纤维的断裂强力,因此,本研究所制备环保布料的断裂强力在150 ℃之后出现了一定的下降趋势[5]。

图2 不同温度热压复合布料断裂强力
5 结语
本研究基于工艺需求,成功研制开发了一套一体化加工设备,通过对废弃塑料垃圾袋进行清洗、粉碎、熔融、热压等,再与高温布复合,制备了力学性能优异的新型环保布料。该环保布料在强度、使用性能等方面表现出一定优势,满足了一般布料的使用要求,在家居、服装、包装等领域具有广泛的应用前景。未来,对于设备、工艺技术等方面仍需进一步研究和实践,以完善工艺,提升产品性能,并在实际应用中解决可能出现的问题,以推动该技术的广泛应用。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
大灰狼画报(2022年2期)2022-05-23
小读者(2022年21期)2022-02-10
四川劳动保障(2021年9期)2022-01-18
制造技术与机床(2019年8期)2019-09-03
今日农业(2019年15期)2019-09-03
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年11期)2018-11-23
小哥白尼(军事科学)(2018年2期)2018-05-25
发明与创新·大科技(2018年2期)2018-03-17
