K644 钴基合金钎焊接头组织与性能
2024-03-01 03:27刘保侠
焊接 2024年2期
刘保侠
(国家管网集团北方管道有限责任公司压缩机组维检修中心,河北 廊坊 065000)
0 前言
K644 钴基铸造高温合金具有较高的高温强度、良好的抗蠕变性能和优异的抗热疲劳、耐热腐蚀性能,被广泛用于制作工作温度900 ℃以下的燃气轮机导向叶片[1]。作为承受温度最高的发动机部件,导向叶片在使用过程中长期受到热冲击、燃气腐蚀及振动载荷的作用,易出现烧蚀及裂纹等缺陷,这严重影响了发动机的使用寿命[2]。真空钎焊具有操作简单,形状和尺寸适应性好,可实现批量修复等优点[3-5],其通过在真空环境中对装填钎料的叶片进行加热,利用真空环境的去膜等作用,使钎料润湿铺展,最终形成致密的焊缝[6],已被应用于单晶、定向、等轴晶高压涡轮导向叶片的连接及修复[7-10]。该研究采用Co-Cr-Ni-W-Al-Ti 系钎料对K644 合金进行了钎焊试验,对钎焊接头的显微组织进行了观察与分析,并研究了保温时间对钎焊接头组织及性能的影响,为实现K644 合金的优质连接及燃机导向叶片钎焊修复提供数据参考和试验基础。
1 试验材料、方法与设备
试验材料为K644 钴基铸造高温合金,其主要成分见表1。该合金以碳化物为主要强化相,其铸态微观组织为γ 固溶体基体上分布着骨架状和块状的M23C6,M3C2,M7C3等碳化物相,其中初生碳化物相M3C2和M7C3在高温下不稳定,会转变为细小的颗粒状M23C6相,同时有微量的M6C 碳化物析出,而M23C6相会与γ 基体形成共晶结构,在高温下较为稳定,会对基体产生沉淀强化作用[11]。采用的钎料为Co-Cr-Ni-W-Al-Ti 系钎料,该钎料添加有Al,Ti,W,Mo 和Ta等强化元素,仅以B 元素为降熔元素,不含Si 元素,熔化温度为1 148~1 180 ℃。

表1 K644 合金化学成分(质量分数,%)
采用线切割在母材上切取45 mm×25 mm×3 mm的试板,对试板进行机械打磨直至露出清洁的待焊表面,使用丙酮清洗待焊表面后将2 块试板对接放置,中间采用0.1 mm 厚的纯镍箔作为间隙片对试板接头间隙进行控制,使用储能点焊机将试板点焊固定后,在接头处装填膏状钎料。装配完毕后,将试板放置于HHVB669S 型真空钎焊炉中进行真空钎焊,以10 ℃/min 的升温速率升至1 220 ℃,保温时间分别为15 min,30 min,60 min 和120 min,保温结束后随炉冷却至200 ℃以下出炉,炉内真空度全程优于5×10-2Pa。钎焊结束后,将试板加工成图1 所示试样进行高温持久性能测试,试验标准为HB 5150—1996《金属高温拉伸持久试验方法》。钎焊接头经线切割、抛磨和腐蚀后采用扫描电镜和能谱分析仪进行微观组织观察与物相成分分析。
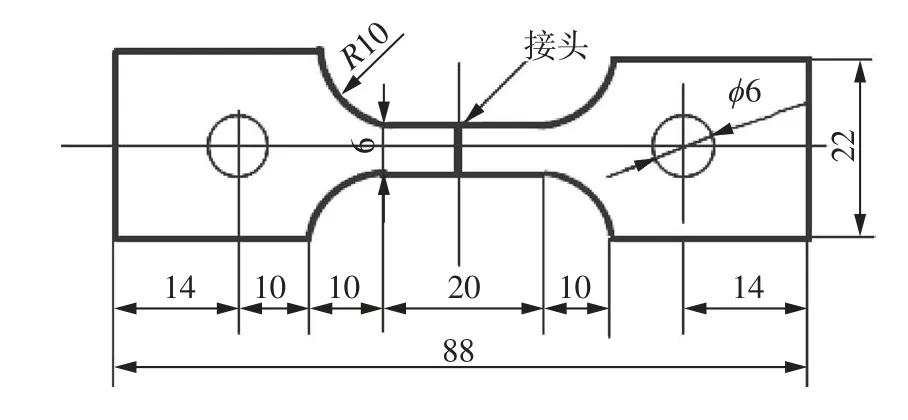
图1 接头持久寿命试样
2 结果与分析
2.1 钎焊接头显微组织
在1 220 ℃保温15 min 条件下获得的钎焊接头的显微组织如图2 所示,通过对其背散射形貌进行观察可以发现,Co-Cr-Ni-W-Al-Ti 系钎料实现了K644 合金的良好连接。钎缝为典型的共晶组织形貌,主要由灰色的固溶体、浅灰色及白色的粗大骨架状化合物相、白色的不规则状化合物相和钎缝与母材界面处弥散分布的白色颗粒状化合物相组成。这是由于选择的钎料与母材的成分近似,钎焊过程以元素的相互扩散和母材向钎料的熔解为主。在保温过程中,钎料中的降熔元素B 在浓度梯度的作用下向母材中扩散,导致临近钎料的母材熔点降低,随着母材的不断熔解,钎料中的B 元素占比不断减小,当B 元素减小至一定比例后,钎料液相线的温度超过钎焊温度,钎料开始凝固,由于接近母材的钎料所含的B 元素最少,所以,钎料首先沿母材表面形核,最终形成峰峦状的固溶体初晶,而过饱和的金属及非金属元素如Cr,W,B,C 等被排挤到钎缝中央及晶界上,形成了大量具有复杂形貌的化合物相。
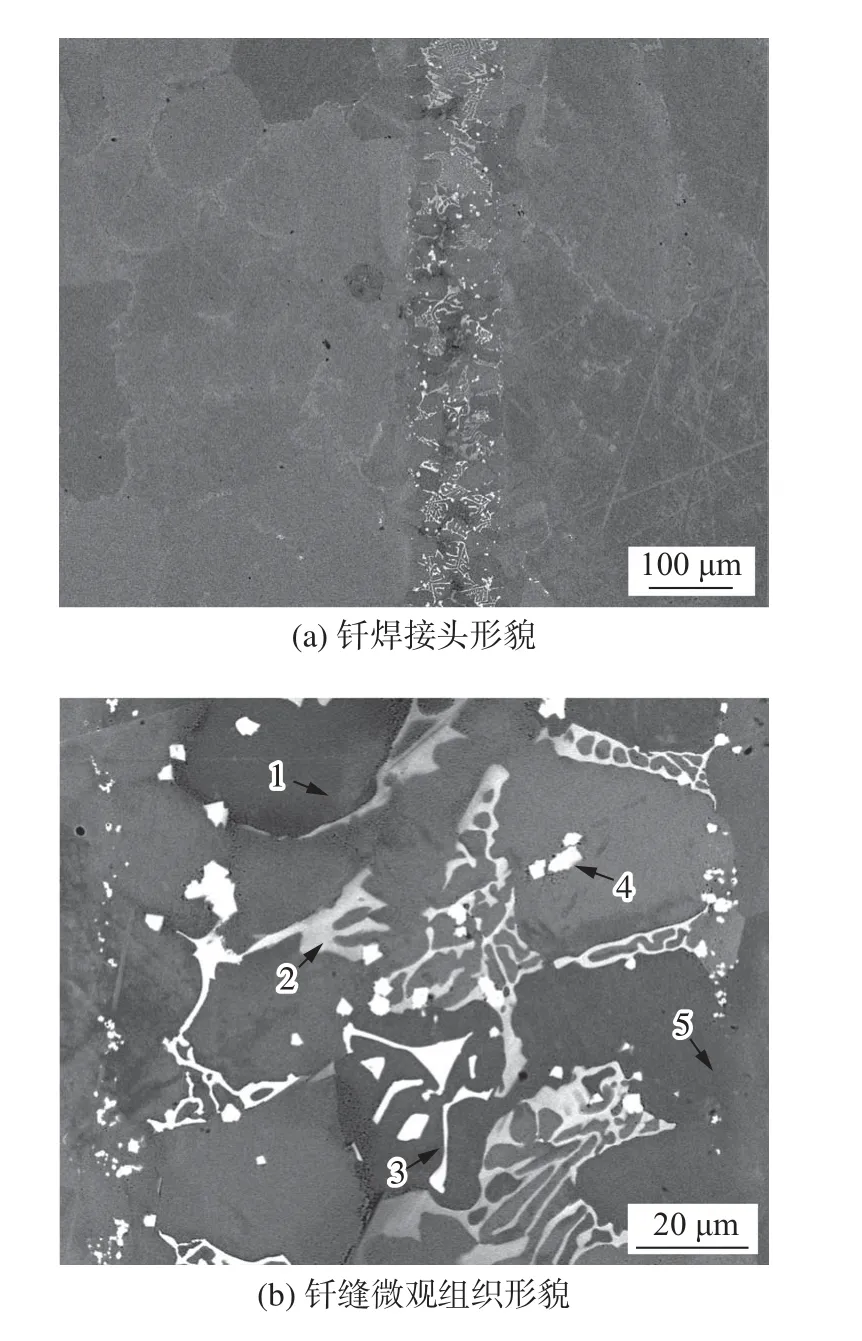
图2 1 220 ℃/15 min 钎焊接头背散射形貌
采用能谱分析仪对上述钎焊接头进行了元素面分布分析,结果如图3 所示,可以看出Ti,Cr,Mo,Ta和W 元素呈明显的区域性分布,其中灰色固溶体的主要成分为Co,Ni 和Cr 元素,浅灰色骨架状化合物相的主要成分为Cr 元素,白色骨架状化合物相的主要成分为Mo 和W 元素,白色不规则状和颗粒状化合物相的主要成分为Ti,Ta 和W 元素。

图3 钎焊接头元素面分布
为了进一步分析化合物相的成分,采用能谱分析仪对图2(b)所示的化合物相进行了分析,结果见表2。可以看出,灰色固溶体1 的主要元素为Co,Ni 和Cr元素,由于Co 和Ni 元素可以无限固溶,因此应为富Cr 的Ni-Co 固溶体;浅灰色骨架状化合物相2 含有较多的Cr 元素,应为富Cr 的硼化物相,结合之前的研究[12],推测其为CrB 相;白色骨架状化合物相3 的Cr元素含量同样较高,且含有较多的Co 和W 元素,应为富Cr 的(Cr,Co,W)3B2相[13],由于其Co,W 元素的比例增加,所以呈白色;白色不规则状化合物相4 的主要元素为Ti,Ta 和W 元素,应该是Ti,Ta,W 元素和母材中的C 元素反应生成的MC 型碳化物相[14-15],钎缝与母材界面处弥散分布的白色颗粒状化合物相5的元素含量与白色不规则状化合物相4 类似,应同样为富含Ti,Ta 和W 元素的MC 型碳化物相,但是由于Ta 和W 元素的扩散能力较弱,因此,其Ta,W 元素比例较低。
2.2 不同钎焊保温时间下的接头组织演变
在1 220 ℃保温30 min,60 min 和120 min 条件下获得的钎焊接头的显微组织如图4 所示。可以看出不同保温时间下钎缝的组织与形貌特征相似,均由固溶体初晶、骨架状化合物相和不规则状化合物相组成。当保温时间较短时,钎缝中化合物相的比例较高,且骨架状化合物相的尺寸粗大;随着保温时间的延长,元素的熔解与扩散能力增强,钎缝变宽,化合物相的总量减少,骨架变细。当保温时间达到120 min 时,钎缝两侧部分区域的固溶体初晶生长至相互连接,接头处出现了明显的元素扩散区,此外,钎缝中的浅灰色骨架状化合物相基本消失。对保温120 min(图4(f))时白色骨架状化合物相的成分进行了分析,发现其组成元素主要为Cr,Co 和W 元素,应为富Cr 的(Cr,Co,W)3B2相(见表3)。但与保温15 min 时的化合物相相比,其元素含量出现了明显的变化,其中Cr,W 元素的含量介于浅灰色骨架状化合物相2 和白色骨架状化合物相3 之间,Co 元素的含量出现了升高。这主要是因为保温时间较短时,Cr,W 等元素来不及扩散即在冷却过程中析出,导致钎缝内形成了成分相差较大的2 种化合物相;随着保温时间的增加,液相中的Cr,W 等元素发生了充分的均匀化扩散,各区域化合物相的成分趋于一致,且降熔元素B 的持续扩散使得Co 元素含量较高的母材大量熔解并参与到均匀化扩散中,钎缝内各区域的骨架状化合物相最终转变为成分基本一致的(Cr,Co,W)3B2相。

图4 1 220 ℃下不同保温时间的钎缝组织

表3 1 220 ℃/120 min 钎焊接头组织化学成分(原子分数,%)
对不同保温时间下钎缝内的γ′相进行了观察,结果如图4(f)和图5 所示。可以发现,保温15 min 时,接头仅化合物相附近的固溶体初晶内存在少量γ′相,其尺寸与分布较不均匀;当保温时间延长至120 min时,固溶体初晶内和化合物相骨架间的γ′相含量出现了明显的升高,γ′相的尺寸轻微增大,且形状与分布更加均匀。这主要是由于γ′相的含量和形态与γ′形成因子Σ(Al+Ti+Nb+Ta+V+Zr+Hf+1/2W)%(原子分数)相关;当保温时间较短时,钎料中的Al,Ti 等元素来不及扩散,仅在化合物相附近的固溶体初晶内形成了少量γ′相;随着保温时间的延长,元素的扩散能力增强,固溶体初晶内和化合物相骨架间的Al,Ti 等元素的含量不断增加,γ′相的形成因子增大,且随着扩散时间的增加,Al,Ti 等元素的浓度梯度减小,所以,在保温120 min 下,接头固溶体初晶内和化合物相骨架间的γ′相含量明显升高,形状与尺寸变得更加均匀。
2.3 钎焊保温时间对接头性能的影响
对不同保温时间下的钎焊试样及随炉母材试样进行了高温持久性能测试,试验温度为815 ℃,钎焊试样的初始应力为60 MPa,持久寿命每增加100 h,试验应力增加15 MPa,直至试样断裂,母材试样的试验应力为150 MPa,持久寿命超过100 h 后加力拉断,每种参数均选取了3 个钎焊试样和3 个母材试样进行试验,试验结果如图6 所示。所有钎焊试样均断裂在钎缝位置,所以钎缝仍为接头的薄弱区域。可以看出,当保温时间为15 min 时,试样的平均高温持久寿命为116 h 56 min;随着保温时间的增加,试样的高温持久寿命先轻微降低至101 h 1 min 然后持续增加;当保温时间增加至120 min 时,试样的高温持久寿命达到了该试验的最佳值,平均值为487 h 21 min,相当于母材(815 ℃/150 MPa/100 h)的78.74%。而母材试样的平均高温持久寿命在保温时间达到60 min 时,出现了明显的降低;当保温时间增加至120 min 时,母材的高温持久寿命进一步降低至87 h 50 min,这表明钎焊热循环对母材的高温持久寿命产生了一定的不良影响,因此钎焊保温时间不宜进一步延长。钎缝内脆性化合物相的含量,尺寸及分布是影响接头力学性能的主要因素,脆性化合物相的含量越高,尺寸越大,分布越连续,则接头的性能越低。在高温持久过程中,由于化合物相的线膨胀系数与硬度等与基体相差较大,两者间的变形无法协调,因此在温度及应力的作用下,化合物相与基体界面处易成为裂纹的萌生与扩展区域,且钎缝中硼化物的初熔温度较低,容易出现热脆,这导致钎缝在高温下易成为接头的薄弱部位。当保温15 min 时,由于保温时间较短,脆性化合物相形成元素B 来不及扩散,在钎缝中心形成了大量富Cr,Co 和W 的粗大骨架状硼化物相,与块状或条状的化合物相相比,骨架状化合物相更易产生应力集中,促使共晶界面处微孔萌生,大量微孔聚集长大形成裂纹,将加速持久过程中的失效断裂。因此,保温15 min 时,钎焊接头的高温持久寿命较低;当保温时间延长至30 min 时,B 元素仅向母材中少量扩散,脆性化合物相的含量基本没有减少,且由于脆性化合物相合并长大,其分布变得连续,为裂纹的扩展提供了沿晶通道,反而导致接头的性能出现降低。随着保温时间的进一步增加,B 元素向母材中扩散的量逐渐增加,钎缝中化合物相的含量明显降低,组织均匀程度增加,且钎缝两侧部分区域的固溶体初晶生长至相互连接,形成“隔离岛”,阻碍了裂纹的扩展,因此接头的高温持久寿命不断提高。此外,随着保温时间的增加,Al,Ti,Co,Ni 等元素出现了不同程度的扩散,其中Al 和Ti 的扩散使得钎缝内形成了大量弥散分布的规则γ′相,对钎缝起到了高温强化作用[16],而随着高Co/Ni 比的基体中Co 和Ni 向钎缝中的扩散,钎缝内的Co/Ni 比不断提高,不仅提高了接头的强度、塑性及抗氧化性,还降低了裂纹的生长速率[17],进一步提高了接头的高温持久寿命。

图6 不同保温时间下钎焊及母材试样的高温持久寿命
3 结论
(1)采用Co-Cr-Ni-W-Al-Ti 系钎料可实现K644合金的良好连接,1 220 ℃/15 min 工艺条件下获得的钎缝主要由灰色的Ni-Co 固溶体、浅灰色的CrB 型骨架状硼化物相,白色的(Cr,Co,W)3B2型骨架状硼化物相,白色的富Ti,Ta 和W 的不规则状和弥散分布颗粒状的MC 型碳化物相组成。
(2)随着保温时间的增加,钎焊接头的元素扩散能力增强,钎缝变宽,化合物相的总量减少,骨架变细,各区域的组织成分趋于一致,浅灰色的CrB 相与白色的(Cr,Co,W)3B2相转变为同一种化合物相,固溶体初晶内和化合物相骨架间的γ′相含量升高,形状与尺寸更加均匀。
(3)在1 220 ℃/120 min 钎焊工艺下获得的接头性能最佳,其815 ℃/60 MPa 初始应力条件下的持久寿命平均值达到了487 h 21 min。
猜你喜欢
机械制造(2022年5期)2022-06-10
建材发展导向(2020年15期)2020-11-26
工业催化(2020年5期)2020-06-23
四川水泥(2019年9期)2019-02-16
电焊机(2018年4期)2018-05-03
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年5期)2015-07-18