
大吨位黏滞阻尼器的安装施工与效果分析
2024-03-04 03:54赵继丁丁永洁冯誉洲许瑞瑞
四川水泥 2024年2期
赵继丁 丁永洁 冯誉洲 许瑞瑞 张 桐 杨 康
(中建七局安装工程有限公司,河南 郑州 450000)
0 引言
黏滞阻尼器作为抗震结构部件,通常由油缸、活塞、柱塞杆、衬套、介质、销头和其他部件组成[1]。当外力传递到结构上时,通过损伤结构的平均力产生阻尼力,从而实现能量转换并降低结构振动响应[2]。随着对黏滞阻尼器研究和应用的发展,黏滞阻尼器将逐渐取代传统的抗震构件,成为抗震保护第二道防线的重要构件[3]。阻尼器具有调整幅度大,适用范围广,稳定性好,施工维护方便等优势。由黏滞阻尼器纤维扰动器组成的能量分布扰动系统在许多国家中广泛应用于各种建筑、桥梁结构,如增梁混凝土、钢管拱和索基桥梁。黏滞阻尼器有大吨位和小吨位之分,小吨位黏滞阻尼器施工成本较高,位移量大,效果较差,而大吨位黏滞阻尼器却能化解这些问题,但安装精度要求。为了提高大吨位黏滞阻尼器安装施工质量,本文就其安装施工技术要点进行详细介绍,并分析其安装效果。
1 工程概况
西固黄河大桥项目工程是一座双塔、双索和三个半区域钢复合梁的悬索桥工程,也是该省第一座跨铁路悬索桥[4],是我国高地(8度)高震区最大的斜拉桥。南塔高151m,北塔高147m。主梁为钢-混凝土组合梁。为了满足高强度(8度)地震带桥梁的抗震要求,结合桥梁的结构形状,在桥梁的纵向方向上安装了弹塑性块,桥塔的水平轴线和梁塔的末端(过渡墩)应安装在桥塔和梁塔之间的锚块的纵向方向上,每个块应使用650T黏滞阻尼器[5]。安装技术含量高,施工难度大[6]。
2 大吨位黏滞阻尼器安装施工技术要点
为了确保大吨位黏滞阻尼器(本节以下简称“阻尼器”)安装精度,提升施工质量,须把控好以下技术要点。
2.1 钢构件支架制作
在施工地点,钢构件支架应根据施工阶段在各地进行处理和组装。钢构件支架制作是阻尼器安装施工中的一项重要工作。在施工前,需要根据工程要求和现场实际情况,进行钢构件支架的设计和加工。制作过程中,需要选用合适的钢材,并进行精确的切割、焊接和打磨等加工处理,以确保支架的强度、稳定性和精度。制作完成后,需要对钢构件支架进行质量检验和验收,确保其符合设计要求和安全标准。在施工过程中,需要根据工程进度和现场情况,合理安排钢构件支架的运输和安装工作,以确保施工的顺利进行。同时,还需要采取相应的防护措施,确保支架在运输和安装过程中的安全和质量。阻尼器由生产厂家提供,两端球铰连接,其支架根据施工现场需要,在工厂分段加工后,由现场整体组装。阻尼器支撑结构的大样如图1所示。

图1 阻尼器支撑结构
2.2 预埋件设置
预埋件设置:在确保地板结构位置的基础上,将加固部件埋入混凝土塔层和立柱中,以确定预埋件的锚固。同时,现场减少点焊,以防止相关部件移动。
预埋施工:利用施工图的柱轴线设计尺寸进行平行线的控制,调整控制轴线距离后平移。随后将激光投线仪架设在钢尺平移的轴线控制线的交点处。将调整好的激光投线仪十字丝与平移线完全重合,以检核另一条激光束线是否也完全对齐。若两者完全重合,说明垂直平面的测量放线符合规范要求;若不重合或偏差大于+2mm,则应进行重测。确定位置,摆放预埋件,塔身各部分采用卡芯加钢板的组合结构,通过卡芯和钢板的配合使用,可以有效地固定梁底,并确保其位置的精确度和稳定性。然后进行浇筑施工,在浇筑过程中,将最后1 块模板封闭后,进行混凝土烧筑,混凝土与主体的框架梁板柱一次浇筑,对发生移位或碰撞的预埋件进行重新调整,确认无误后,重新固定预埋件并安装左端连接件。钢主梁与钢盒利用阻尼器预留孔进行螺栓连接,见图2所示。
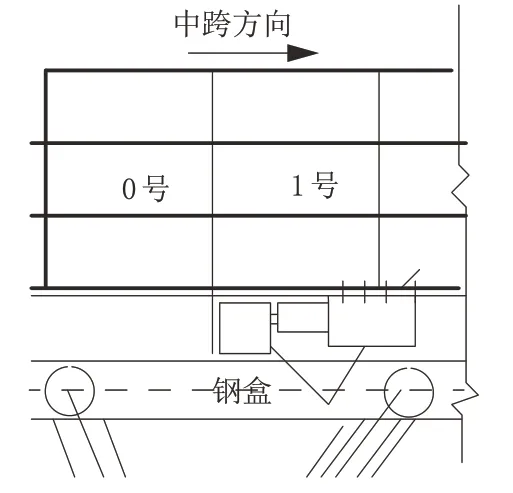
图2 纵向临时刚接示意图
吊装孔预埋:在阻尼器安装位置的地面上,预先安装脚手架钢管,使用Ф48mm×3.5mm的提升管,以便后续顺利安装阻尼器。吊装孔预埋是阻尼器安装前的重要准备工作,其施工步骤包括:
(1)在阻尼器安装位置的地面上准确确定吊装孔的位置,并按照设计要求进行明确标记。根据吊装孔的大小和深度进行土方开挖,同时清除周围的杂物和障碍物,确保施工环境整洁。
(2)进行脚手架钢管的安装,通过螺栓连接的方式进行固定,以增强其牢固性和稳定性。脚手架搭设高度约22m,立管横向间距为800mm,纵向1500mm,每步高1800mm。悬挑梁采用工字钢,外侧连续梁采用槽钢,悬挑钢梁锚固端采用预埋钢筋拉环的方式与主体结构连接。在脚手架钢管内部铺设提升管,利用钢筋或其他支撑材料进行加固,确保提升管的承重能力和稳定性。
(3)回填吊装孔,在该过程中,使用微膨胀水泥砂浆进行填充,确保回填密实,达到要求的强度。
(4)在吊装孔周围设置醒目的警示标志和必要的安全防护措施,以确保施工及行人的安全。
2.3 支架安装
预埋钢板的厚度为20mm,钢板的厚度是为了确保熔炉和熔炉设备的安装质量。为了确保阻尼器支架安装的质量,应避免整体钢板的热膨胀和分布而造成的结构损坏。标记和定位支架安装点和节点。同一安装位置的支架中心线在同一垂直平面上,偏移不超过10mm。使用预安装管满足要求,并通过预留安装孔穿吊链。为了确保焊接设备的准确性,焊接及其焊点必须配备密封钢结构,并控制焊接的变形和不等压差。要焊接的钢板厚度为20mm。为了确保金属的质量,在地面上使用3层到6层金属,金属从上到下,从左到右依次排列。点焊时,焊点温度可能达到3000℃,需要将其冷却至600°C,并严禁用水冷却。同时,钢板距离柱结构边缘仅余5cm,焊接过程要求严格地控制钢材温度,以确保柱结构不受损坏。
2.4 阻尼器长度调节
两个螺旋轴的中心长度需要在阻尼器的中心位置确定,该位置也是距螺旋连接两座管中心的距离。将其与设计间距进行比较,如果超过误差范围,应根据以下方法调整长度。
将阻尼器一端连接承轴处挂起,垂直切割另一侧,使阻尼器延长并增加其长度。当阻尼器由于自身重量而无法被切割时,使用vinch辅助压力将柱塞的一端与耳板连接。质量块必须在U形末端悬挂,拉伸并连接另一端在卷扬机的钢索上。使阻尼器一端落在地面,竖直起吊阻尼器。利用千斤顶调节直至达到目标长度,缓慢压缩阻尼器,依靠阻尼器的自重,进行顶进压缩,完成阻尼器长度调节。
2.5 阻尼器耳板安装
在完成阻尼器长度调节后,拆除主梁的临时钢接,然后,安装阻尼器的耳板,耳板安装误差为±5mm之内。耳板由左右两个耳板组成。在安装过程中,需要精确测量右耳板轴线中心到左右耳板表面之间的距离,在板体上的左耳板下放置螺栓,使左耳板与塔身相连,右耳板与主梁相连。
将耳板从塔的侧壁移到墙壁设备的位置,使用左耳板安装链条顶部,通过吊带将左耳板穿过销轴孔并提起。使用1800~2100N·m的扭矩紧固耳板。阻尼器右耳板安装时,使用右耳片以防止耳板折断。首先将右耳板安装在靠近目标主要部位的主梁上。然后,在主梁下安装吊点,利用4根链条将4个吊点与设备连接起来。随后,将连接好的耳板移至设备位置,安装右吊耳板,并确保加强扭矩控制在2100~2300N·m范围内。
2.6 阻尼器安装、补漆
在阻尼器耳板安装施工后,安装阻尼器。使用手动方式将所有保护器固定在安装位置,保障阻尼器整体安装的协调性。采用悬挂制动器将阻尼器的边缘分开并提升到安装高度,并利用链条高度配合塔吊水平移动阻尼器(特殊的平移方法类似于平台的平移方法),直到阻尼器移动到安装位置。阻尼器底部设置临时支撑,保证安装过程中处于水平状态。在确保水平状态后,与预埋的节点板连接固定,并且将阻尼器右端的球形管与右耳板连接,如果链条的高度有限,可以使用类似于耳板安装方法和安装工具帮助阻尼器本体安装施工。阻尼器两端耳板分别用销轴连接上、下连接件,销轴两端上挡片,拧紧挡片螺母。
在阻尼器安装后,进行设备补漆防护,在补漆前,对整个设施进行全面清理,去除表面的污垢、油渍和杂质。将油漆、固化剂、稀释剂进行兑制,兑制时充分搅拌,使油漆的色泽、黏度均匀一致。在阻尼器磕碰部位及节点板焊接部位进行补漆处理。油漆干后拆除临时连接板,在阻尼器表面包裹塑料薄膜,后续进行定期的保养和维护,以确保设施的美观和长期使用效果。
3 施工结果
该项目配备的4个650T黏滞阻尼器,属于大吨位黏滞阻尼器。如果选用小吨位黏滞阻尼器需要8个,其安装工艺对预埋件设置、吊装孔预埋、补漆处理等事项要求不高。选择大吨位黏滞阻尼器不仅能降低购买和安装成本(见表1所示),且工期能缩短10d,塔与梁连接处的位移量控制在±2mm以内。

表1 主要经济效益对比分析
为了比较大吨位黏滞阻尼器施工精度要求,测试过程设置3个测点,分别为桥梁墩顶与横梁底连接处,桥梁墩柱身与横梁侧面连接处,跨越桥墩的横梁连接处,对应编号为1、2、3,测试结果如表2所示。

表2 大小吨位黏滞阻尼器施工精度对比分析
根据表2可知,大、小吨位黏滞阻尼器的位移量均低于2mm,满足安装施工精度要求。但大吨位黏滞阻尼器安装施工技术的位移量低于1mm,位移量最高值仅为0.94mm,而小吨位黏滞阻尼的位移量高于1.7mm。由此可见大吨位黏滞阻尼器安装施工技术具备更好的施工精度。
4 结束语
综上所述,小吨位黏滞阻尼器安装施工的成本和位移量大,大吨位黏滞阻尼器安装施工的精度要求高,必须把控好安装施工技术要点。案例工程的实践证明,大吨位黏滞阻尼器的科学安装施工,较小吨位黏滞阻尼器安装成本直接节约165.4万元,缩短工期10d,并且位移量最高值仅为0.94mm。
猜你喜欢
中国建筑金属结构(2023年4期)2023-05-23
山东冶金(2022年1期)2022-04-19
重型机械(2021年6期)2021-12-24
建材发展导向(2021年15期)2021-11-05
机械工程师(2020年10期)2020-11-26
江西建材(2018年4期)2018-04-10
中国工程咨询(2017年4期)2017-01-31
中华建设(2017年10期)2017-01-19
中华建设(2017年10期)2017-01-19
设备管理与维修(2016年5期)2016-03-16
