我国粮食烘干仓储技术装备研究应用现状与趋势
2024-01-09 09:46何豪杰张银平龚魁杰李蕴慧
农机化研究 2024年4期
何豪杰,张银平,,龚魁杰,李蕴慧,万 鑫
(1.山东理工大学 农业工程与食品科学学院,山东 淄博 255049;2.山东省农业科学院作物研究所,济南 250100 ;3.淄博博大钢板仓有限公司,山东 淄博 255000 )
0 引言
粮食安全是国家重大战略,尤其是在当前疫情全球爆发、极端天气频现和国际形势紧张的大背景下,更应该“把饭碗端在自己手里”。长期以来,提高粮食产量是农业不断追求的目标。我国粮食产量已实现十八连增,但损失严重,每年在储藏、运输、加工环节的粮食损失量达350亿kg以上,全产业链总损耗率约为12%[1],在粮食持续增产难度越来越大的情况下,减少损失成为增加产量的重要措施。烘干是粮食生产全程机械化的最后环节,也是薄弱环节,烘干设备利用率低,区域烘干能力不平衡,粮食烘干率不足10%;仓储作为粮食产后减损的关键未得到足够的重视,农户储粮设施简陋、缺少科学储粮知识等问题突出,每年因为晾晒方式不当及存储等因素造成虫害、鼠害、霉变、发芽,粮食损失在5%左右[2]。2021年9月10日,国际粮食减损大会召开,山东省出台《粮食减损行动方案》并开展粮食减损行动[3],明确提出“广泛开展粮食清理、烘干、储存等服务,实施绿色仓储提升行动,开发绿色储粮新型设备,积极推动农户科学储粮。”因此,分析烘干仓储装备的研究应用现状,提高烘干仓储机械装备的技术水平,对增加粮食产量、保证粮食安全具有重要意义。
1 烘干仓储机械发展概述
1960~1990年,我国粮食烘干机经历了仿制国外产品到研制适合国情的中小型产品的过程,使农村经济和生产力得到快速发展[4]。进入21世纪,国内开始大面积流转土地,农业规模化经营,粮食集中收获,对烘干设备的需求激增;2015-2017年期间达到鼎盛时期,生产烘干设备的企业达400多家,但规模较小,缺乏核心技术,研发能力薄弱,缺乏竞争力。此后,烘干机行业走下坡路,现有烘干机械功能单一、效率低、成本高、利用率低等仍是其发展的弊端[5]。
我国的仓储机械技术在新中国成立初期处于空白状态,大多是寺庙改造的简易仓库[6]。20世纪50-60年代,随着国家粮食部科研机构的成立,粮仓机械研究开始起步,借鉴前苏联的建仓经验,确定了苏式粮仓为我国的标准仓,后来以实现储粮的某一环节机械化作业为主,对粮食输送、入仓、上囤等作业进行试验。20世纪70年代,粮仓机械处于科技成长期,移动式输送机在此时期研发量最多,被广泛应用在粮食出入仓,能够实现专业化规模化生产,同时研发出粮食出仓机和灌包机。20世纪80年代,粮仓机械开始有序发展,粮仓机械的研究主力转入研究院所、大专院校和生产企业,研究重点由平房仓转为立筒库、钢板仓,同时开发了配套的斗式提升机、埋刮板输送机、网带式初清筛等[7]。20世纪90年代,仓储机械技术进入研发成熟期,重点建设机械化粮库和粮食流通设施,完成了250亿kg仓容的中央粮库[8],并配有粮情检测系统。21世纪后,随着土地规模化流转,大型的农业经营主体对粮仓的需求越来越大,原来主要应用于面粉厂、饲料厂、粮食收购组织等的大型钢板仓开始应用于新型农业经营主体,且粮仓机械技术随着科技的发展进入了持续进步阶段,粮仓机械已经从大型粮仓的建设工作转移到对粮仓技术的精细化研究和提高储粮品质上,并研发出与粮仓新发展相匹配的新技术和新装备,部分大型钢板仓内配有了日趋完善的成套自动化系统,从进出仓系统经过干燥系统、料位系统进入仓内,内部有测温系统和通风熏蒸系统,最后还能够通过粮情智能监控系统实时显示钢板仓内粮食的温度变化[9-10],让管理更加高效,储粮品质有了保障。
2 烘干仓储技术研究现状
2.1 烘干机
依照谷物流向与热空气流的方向,烘干机可分为横流式、顺流式、逆流式和混流式4种。横流式干燥方式中,粮食的温度和水分可以在粮食流动方向和高温空气流动方向上改变,称作二维干燥,如图1(a)所示。顺流式和逆流式只能改变谷物流动方向上的温度和水分,故称为一维干燥,如图1(b)、(c)所示。混流式则是结合横流、顺流、逆流的优点,将其相互结合的一种干燥方式[11],如图1(d)所示。
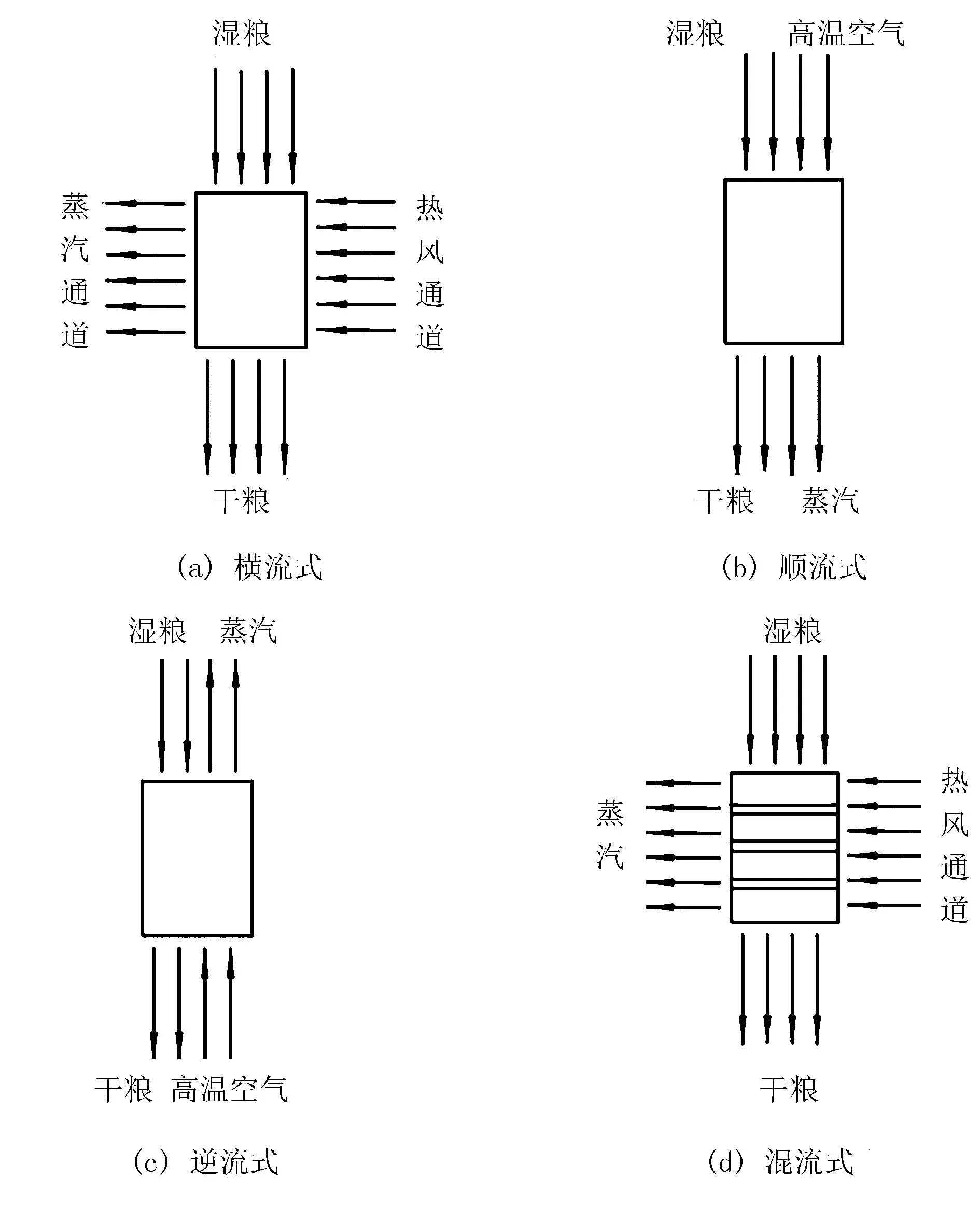
图1 粮食干燥方式Fig.1 The method of grain drying
2.1.1 横流烘干机
横流式粮食烘干机是我国最早引进的机型之一,工作时粮食从储粮段逐渐流向烘干段,通过对空气加热使热空气横穿梁柱[12]。横流式烘干机制造简单,成本低,效率高,主要结构是圆柱或者是方塔状筛孔结构,粮食干燥不均匀,单位热量消耗大,无法干燥多种谷物,作业品质很难达到要求,内外筛孔需频繁清理。
2.1.2 顺流式烘干机
顺流式粮食烘干机大部分是塔式结构,烘干作业时物料和热气流运动方向相同,湿物料与高温低湿热气流接触,热交换急剧,干燥速度快;随着物料与热气流在烘干机内前进,物料水分逐渐减少,温度逐渐升高,在接近卸料端时热气流的湿含量和相对温度增大,气体温度已降低,此时干燥速率已很慢,故能保证热敏性强的物料的烘干成品的外观与品质[13]。顺流式烘干机最高段温度可达200℃,降水幅度可达10%~15%,单位热量消耗少,生产率较高,适合对含水量大的谷物和种子进行干燥[14];但结构复杂,导致顺流式烘干机在制造成本上比混流式更高,且如果烘干的粮食层较厚,需要较大的风机功率。
2.1.3 逆流烘干机
逆流式粮食烘干机作业时热风和粮食的流动方向相反,潮湿的粮食从上喂入往下流动,热风从底部往上,穿过粮食层从上部排出,流到底部接近烘干好的高温低湿物料与高温低湿空气接触,而上部刚进入烘干仓的高湿物料与低温高湿空气接触,粮食干燥较均匀;但烘干效率低、降水幅度小,只适合初水分含量不高的物料干燥。因此,单独使用纯逆流烘干机的较少,一般结合混流式烘干机以提高干燥能力[15]。
2.1.4 混流烘干机
混流式粮食烘干机一般为塔式结构,为了提高烘干性能多采用三角或者五角盒交错排列[16]。烘干时,谷物不是连续暴露在高温气流中,而是受高低温气流的交替作用,故粮食烘干后品质好,裂纹率和热损伤相对较少,粮食和种子均能烘干,又易于清洁不易混种;但是其结构复杂,产能相同下成本较高[17]。
无论采用什么干燥方式,保证烘干均匀性、提高烘干效率及减少能耗是烘干领域的研究重点。姜志富[18]等人发明了分区顺逆流粮食烘干机,采用倒正八棱锥设计,粮食向下均匀流动,依次经过高温区、中温区、低温区,中温和低温烘干区用顺流烘干,最后通过冷却区排出,解决了粮食堵塞和烘干不均匀的问题。董邦超[19]等人发明了循环式粮食烘干机,在烘干箱的底部安装了提升装置,可将落在底板上的粮食进行提升,使其再次对粮食进行烘干,以保证烘干的均匀性。为了降低横流式烘干机的能耗,张仲欣[20]等人设计了一种左右仓串流的谷物烘干机,一仓为低湿粮食烘干,另一仓为高湿粮食烘干,热风在穿过地湿粮层后温度仍较高再穿过高湿粮层,从而实现节能。黄若忱[21]通过增加换热管数量增加换热面积,在塔内各个风段设置导流板,以达到降低能耗的目的。
在粮食烘干的过程中,水分、温度的检测和控制是实现干燥均匀性的关键及影响烘干粮食品质的主要因素。蔡有杰[22]等人设计了顺流式烘干机水分检测和控制系统,在对塔内粮食水分有效检测的同时,保证了烘干温度在安全温度之内,在排粮口控制排粮的转速来控制烘干的时间。针对烘干塔中热风不规律、非线性且控制滞后的缺陷,郭利进[23]等人对利用Smith自适应控制算法代替传统PID控制器,对滞后进行补偿,并提出了一种自适应积分滑模面,用以消除误差和抖振,为粮食温度控制提出了一种新的方法。骆恒光[24]等人设计了水分自动检测烘干机,粮食从入料口进入缓苏段,经红外辐射均匀预热,进入闪蒸干燥段和逆混流干燥段干燥,然后经水分检测合格则排除干燥机,不合格再由底部排粮装置和提升机送至塔内,循环干燥,为设计优质高效节能的干燥装置提供了参考。
2.2 仓储机械
我国粮食仓储一般为平房仓、地下粮仓和钢板仓。其中,平房仓容量大,储藏种类广,但隔热性能差,容易受潮,导致粮食发霉,产生虫害;从地窖发展而来的地下粮仓,具有储粮效果好、低温节能的优点,但建仓易受地形、地貌的影响,存在容积小、占地面积大、机械化程度低等问题,限制了地下粮仓的推广应用。近年来,钢板仓由于耗材低、装配简单,储粮过程机械化程度高等优点逐渐成为新型农业经营主体的储粮选择。钢板仓的型式主要分为以下4种[25]:
1)铆接式:这种钢板仓是由6~12mm的钢板用铆钉连接而成,但由于设计理论、材料技术不成熟等原因,导致铆接式钢板仓的仓容小,虽然连接之后强度较高,但消耗时间,制造效率低,规模小,推广起来较为困难,现已被淘汰。
2)焊接式:随着焊接技术的积极发展,焊接钢板仓应运而生,所采用的钢板的厚度一般为4~12mm。焊接仓库牢固,单个仓库容可以用万吨来衡量。焊接钢板仓具有气密性好、仓壁较厚的特点[26],可以用于港口等有盐类腐蚀的地方,使用寿命通常长达50年。这种仓应用广泛,维护成本低,建设速度快,运转效率高。
3)薄壁仓:通常见到的主要是螺栓装配式波纹钢板仓。波纹板是辊压法逐次成型,内应力小,成品质量好。大多数板材由镀锌板制成,经过机械冲孔,穿插高强螺栓连接形成装配仓体。这种仓环保、组装方便、质量轻、成本低;不过,当内外温差较大时会发生结露,应配备相应的测温系统,且密封性能不足,使用寿命通常在30年左右,储存量可达1000t/仓。装配式钢板仓是用较薄的波纹板作为仓壁,虽然减少了用钢量,但是也带来了仓壁容易失稳损坏的问题。
4)螺旋式钢板仓(利浦仓):该技术是从德国引进的,将展平的板材卷到所需弧度,咬边机将上下板材咬制成一个整体,达到所需高度之后切割并吊离,移动到所需位置,下落仓体与预埋件连接。仓体外有螺旋型的咬合凸边,加上内壁上下对称加筋肋,能较好地保证仓的高强度、刚度和稳定性。咬边由机械完成,不需要人力投入,制作时间短,设计样式简洁,制作工艺巧妙,粮仓密闭性好。
在对粮食仓储机械的优化中,钢板仓壁的承载能力是钢板仓研究的重点。钢板仓组合剪力墙是一种新型的抗侧力结构,由两侧的钢板和中间支撑的圆管组成,并在其空腔内装填混凝土。郁有升[27]等人对该结构内的圆管支撑数量、轴压比、含刚率和高宽比进行建模分析,分析得出其具有较高的承载能力和变形能力。
2.3 烘储一体机
现有的烘干设备多为塔式烘干机,功能单一,设备投资大、利用率低,且现有的仓储机械主要功能为粮食储存,兼有通风功能,无烘干功能,高湿粮食无法直接入仓,增加了晾晒或烘干成本,也增加了产后损失。烘储一体化技术可实现高湿粮食就仓干燥,减少产后晾晒损失、防止鼠害、节约设备投入,是今后烘干仓储技术装备的发展趋势。闫文玺等人[28]设计了小麦智能烘干仓储一体机,能够对蜡熟期含水率为20.38%的小麦进行就仓干燥,并定期通风储藏,具有明显的减损效果。李浩权[29]等人以热泵干燥机在工作时既产生热量又产生冷量为基础,以热量输出对稻谷进行烘干,用冷气对稻谷进行低温储藏,实现了烘干仓储一体化,减少了稻谷的晾晒环节。
3 储粮中霉变、虫害防治方法
在储粮过程中,霉变和虫害是降低粮食品质的主要原因,控制粮仓温度和使用杀虫技术是解决霉变和虫害的主要途径[30-31]。
3.1 粮仓控温技术
目前,粮仓控温技术主要包括隔热、通风和制冷补冷等。其中,隔热技术一般通过在外仓面涂刷反光隔热材料[32]、内仓面粘贴聚苯乙烯泡沫板或PEF隔热板使粮堆密闭,或在仓顶喷涂聚氨酯发泡层隔热、在粮堆的表面采取盖压密闭的方法降低外界高温对粮仓温度的影响,有效控制粮温的上升[33]。机械通风技术是目前储粮仓中普遍使用的控温技术,通过风机和通风管道给粮仓定期通风,将粮食的热量带走,达到降低粮温的目的。但是,机械通风控温能力有限,尤其是夏季高温季节,如果想达到低温或准低温状态,只靠机械通风并不能达到想要的温度环境,这就需要制冷技术来对粮食进行降温并维持一定的低温状态。制冷技术包括空调、制冷机组和谷物冷却机[34]。夏季主要是靠空调和谷物冷却剂对粮食补充冷源,降低粮温;冬季向粮仓内部通入外界冷风,维持粮仓低温状态;当外界温度升高时,粮堆表层温度会上升,内部的温度会维持在较低的状态,则可利用内环流技术将冬季粮仓内部的冷气通过管道进行气流循环,保持整体的低温状态,主要的技术有整仓环流控温技术、膜下环流控温技术以及局部环流控温技术[35]。
3.2 杀虫技术
杀虫处理主要有化学、物理处理方法和生物防治方法。
化学方法主要是化学熏蒸杀虫,是我国粮食仓储行业常用的害虫治理技术。熏蒸的载体绝大多数以化学药品(如磷化氢、溴甲烷)为主[36]。白春启[37]通过在高大平房磷化氢熏蒸方法的基础上,通过风机的进出口调换改变熏蒸方向,优化硫化氢熏蒸工艺,达到较好的杀虫效果。但是,由于磷化氢毒性大、溴甲烷破坏环境,该工艺将逐渐被淘汰[38],无毒无害的熏蒸方法成为当前绿色储粮的研究重点。陆驰宇[39]提出八角茴香油的主要成分茴香脑对赤拟谷盗有极好的熏蒸效果;山东省农业科学院的张守娜[40]等发现植物精油中的肉桂精油和牛至精油对小麦存储期间抑制真菌的效果最好;程昉[41]等人用牛尾蒿、灰苞蒿、红足蒿、白莲蒿和华北米蒿挥发油对烟草甲和嗜卷书虱进行趋避活性试验,表明这5种植物挥发油对仓储害虫居于明显的趋避作用。为了减少植物精油无效挥发延长有效期,洪鑫发[42]等人用异佛乐酮二异氰酸盐和二乙烯三胺为膜材,研制了含有植物精油的微胶囊,显著提高了植物精油的药效持久期。
相比于化学熏蒸技术,物理杀虫是无毒无害的绿色杀虫技术,包括气调杀虫、臭氧杀虫、控温抑虫、真空技术及微波杀虫等[37]。充氮气调是通过调节仓内的气体浓度改变仓内有害生物的生存和繁殖条件,一般是将氮气浓度调节到96%左右,将氧气的浓度调节到3%左右[43],这种浓度下的仓内气体环境已经破坏了仓内有害生物的生存和繁殖条件(如害虫霉菌等),能有效达到防治效果,且其环保安全,因而成为国内外仓储害虫防治领域的研究热点。臭氧对于仓储害虫也具有良好的防治效果,目前臭氧熏蒸杀虫也有广泛应用。相关研究指出[44-45]:在臭氧浓度为120×10-6的环境条件处理24h即可将玉米象杀死,在此条件下处理45h即可将赤拟谷盗完全致死。孟宪兵[46]利用臭氧环流熏蒸方式对粮食进行杀虫灭菌处理,能将玉米象、谷蠹、赤拟谷盗、锈赤扁谷盗等全部杀死,具有较好的杀虫效果。低温防控是将仓内的环境温度调节到一种对害虫和霉菌生存造成影响甚至可以将其杀死的温度条件,并且能保障在对粮食品质没有影响的条件下对害虫进行防治,从而达到安全仓储的目的[47]。张会娜[48]指出,害虫的生存和活动状态会随着温度的下降而受到抑制。温度低时会产生休眠,当低温状态超过害虫的冷却点时则会将害虫体内的水分析出,进而杀死害虫。同样,高温环境也对防治害虫有着显著的效果。钟建军[49]指出,高温瞬间加热后,会对烟草甲的幼虫、卵、蛹和成虫都会产生不利影响;李苇[50]指出,当以较快的速率(0.5℃/min)将仓内温度从46℃上升到52℃时对杀死玉米象有着显著的效果,而以较低的速率(0.1℃/min)升温时效果则明显有所减弱,因为对空气进行较低速率加热时玉米象会产生适应性,从而降低了杀虫效果。微波杀虫同样具有杀虫效果好、能耗低、无残留污染物等优点。王殿轩[51]指出,在微波320W的条件下25s能将赤拟谷盗的成虫和幼虫100%杀死, 800W条件下25s可将赤拟谷盗的卵杀死。
4 粮情监控技术
粮情数据主要包括了仓内温湿度与外界环境温湿度的监测、仓储粮食数量检测、气体浓度检测及仓内自动通风控制等[52]。曹磊[53]在对粮情数据进行分析整合的基础上,研发了电脑智能数据分析系统,通过对数据进行智能分析给出符合粮食储藏的建议,节省了时间,减少了由于人为判断准确性低而引起的粮食仓储损失。陈龙[54]对图像化储粮粮情智能分析系统进行了研究,通过电脑软件进行编程,建立分析模型,对粮情数据进行分析;通过图表将数据整合比对,对粮食储藏情况进行合理的预测,对不合理的数据进行预警,及时控制以避免损失。粮情检测技术能通过直观的表格数据了解到粮情演变的过程,减少人工分析数据的难度和误差,为粮食的仓储作业提供了准确性的分析,提高了效率,增强了人机交互性。师亚祥[55]设计了一种粮仓检测智能管理平台,粮仓信息监测终端采集数据,通过ZigBee无线网络发送到本地的数据采集主机汇总,采集主机通过RS232数据端口与无线汇总节点通信,数据经过处理后存储到SQL Server数据库中。粮仓远程监控平台主要由云服务器和云数据组成,可以为管理者提供人机交互界面和数据查询。
目前,除国家储备粮库和较大的粮食收购代储机构在粮情检测上应用了信息化管理技术外,粮情监控技术在一般农业经营主体的粮仓中还未普及,仍然依靠肉眼统计霉变和鼠害、虫害等,工作效率低,每年因为霉变、鼠害、虫害没有做出及时处理而造成大量粮食损失。
5 结论
随着土地的规模化流转,农业合作社、家庭农场等新型农业经营主体成为我国农业生产的主力军,而粮食集中收获带来的晾晒和储藏问题制约了新型农业经营主体的发展[56],故解决烘干和仓储技术问题对促进农业规模化生产、应对气候变化、减少粮食损失和保证粮食安全等方面具有重要的意义。通过对粮食烘干和仓储机械装备以及安全储粮技术现状的分析可知:当前粮食烘干技术与装备相对成熟,混流式烘干机是目前烘干机械的主流机型;钢板仓在新型农业经营主体中也有部分应用,但单一功能的烘干机或钢板仓投资高、利用率低;储粮过程中的霉变、鼠害、虫害的预防和粮情检测技术在国家粮库、大型粮食收购代储机构应用较多,在新型农业经营主体中应用相对较少,新型农业经营主体的粮食烘干仓储损失仍然严重。因此,发展智能、多功能的烘干仓储一体化设备或烘干仓储设备群组,应用绿色高效的安全储粮方法提高设备的利用率、减少粮食损失是解决新型农业经营主体安全储粮的发展方向。
猜你喜欢
今日农业(2022年14期)2022-09-15
时代文学·上半月(2019年6期)2019-12-13
中国粮食经济(2018年4期)2018-12-27
电子制作(2018年16期)2018-09-26
宝藏(2017年10期)2018-01-03
中国粮食经济(2018年7期)2018-01-01
中国粮食经济(2018年7期)2018-01-01
幼儿画刊(2017年5期)2017-06-21
西藏科技(2016年9期)2016-09-26
中国资源综合利用(2016年1期)2016-02-03