
基于在线检测技术的砂轮磨损补偿方法研究
2010-08-22 07:35黄志伟
制造业自动化 2010年1期
王 磊 , 黄志伟
(湛江师范学院 物理科学与技术工程学院 机电工程系 ,湛江 524048)
0 引言
在数控磨削加工中,砂轮的磨损会使被加工零件的尺寸发生改变。当被加工零件的尺寸超差时,必须对砂轮的磨损进行补偿。传统的方法是停机由人工对工件尺寸进行检测,再根据检测结果确定砂轮的补偿量。这种方法生产效率低下,检测人员劳动强度大,并且在检测过程中容易引入人为误差。随着加工系统自动化程度的提高,对加工过程中砂轮磨损的在线检测与补偿技术就越来越重要。原来由工人观察磨削状态、测量工件尺寸,凭经验判断砂轮是否磨损并做出相应补偿的任务改由自动在线检测系统来承担。采用在线检测与补偿技术后,可减少人为技术因素引起的误差,降低了产品不合格率,在有效保证产品质量的同时,提高了生产效率。
1 砂轮磨损量的在线检测系统的分类和功能
砂轮补偿量是由砂轮的磨损量直接确定,所以如何在线检测砂轮的磨损量是砂轮补偿问题的关键。砂轮的磨损量的在线检测方法分直接检测法和间接检测法[1]。直接检测法包括射线测量法、光导纤维测量法、电视摄像法、接触电阻测量法和放电电流测量法等。间接检测法包括切削力法、扭矩法、切削振动法、工件尺寸法和工件表面粗糙度法等。
在线检测系统应具备以下功能[2]:
1.1 自动生成测量程序
在确定数据采集点和数据采集方法后,在线检测系统能够自动生成测量程序,以控制测量系统采集数据的动作和路径。
1.2 数据采集功能
在线检测系统能够准确高效的采集到被测尺寸数据,数据的采集是靠在线检测系统的探头来完成。根据采集数据时与工件的接触与否,探头可分为接触式测量和非接触式测量;根据发生信号原理以及信号的输出,探头可分为点位式和线性位移式。
1.3 数据处理功能
在线检测系统需要对采集到的数据信号进行分析、甄别;将采集到的模拟信号转换为数字信号。通过和设定工件尺寸的比较,计算出补偿量。
1.4 数据传输功能
在线检测系统能够和机床数控系统之间进行数据通信。
2 系统模型的建立
本文所采用在线检测工件尺寸的方法间接去确定砂轮磨损补偿量。系统模型图如图1所示。
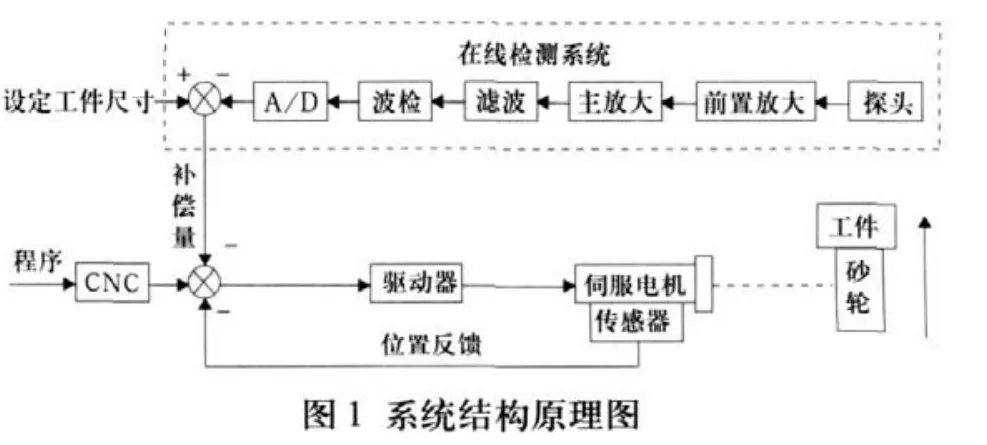
利用在线检测装置在磨削过程中对工件进行连续测量,通过测量加工工件的尺寸变化,将实际尺寸与预设定值进行对比计算出砂轮磨损的补偿量,然后向机床数控系统发出补偿信号,机床数控系统根据补偿信号调整砂轮的进给。当工件尺寸到达预设值时,在线检测装置向磨床数控装置发送逻辑输出信号,当磨床数控装置接受到在线检测装置发出的逻辑信号后会做出相应的反应,如停止进给和返回砂轮架等,从而实现整个加工过程的闭环控制,保证了加工的可靠性。
其中在线检测程序的流程图如图2所示。

3 结束语
本文所论述的利用在线检测装置补偿数控磨削加工中砂轮磨损的方法在我校数控实验室得到验证,在批量进行硬质轴类零件的数控磨削加工中,加装marpossP7型主动在线检测装置后,零件尺寸因砂轮磨损而超差的问题得到有效控制,并且成批零件的Cpk值达到1.33以上,有效的提高了工艺系统的稳定性。所以利用在线检测装置补偿数控磨削加工中砂轮磨损的方法在实际生产中有着广阔的应用前景。
[1] 雷彬.国外铣削刀具磨损量自动检测方法综述[J].军械工程学院学报,1999,25(2):73-76.
[2] 邓善熙,吕国强.在线检测技术[M].机械工业出版社,1996.
猜你喜欢
表面技术(2021年9期)2021-10-16
装备制造技术(2020年11期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
