
氯气吸收系统改造
2010-09-22 07:54宋俊庚陈俊杰
中国氯碱 2010年10期
宋俊庚,陈俊杰
(浙江巨化股份公司电化厂,浙江衢州324004)
氯气吸收系统改造
宋俊庚,陈俊杰
(浙江巨化股份公司电化厂,浙江衢州324004)
在离子膜和隔膜烧碱系统开停车和发生突发事故时,通过对淡氯塔和事故塔未吸收完全的尾气进行二级吸收处理,达到保护人身安全和环保排放的目的。实践证明,该工艺能满足大中型氯碱装置的安全环保生产需要。
氯气;二级吸收;改造
浙江巨化股份公司电化厂烧碱装置规模为46万t/a离子膜烧碱和13万t/a隔膜烧碱。原氯气吸收装置都采用2塔,1备1开,很容易在开停车、突然失电、碱循环泵不能正常运转、液化系统排污量大等情况下造成氯气吸收不完全或没有吸收而直接排放等事故的发生,在烧碱生产中形成严重的安全隐患。为解决氯气系统泄漏问题,对原有的氯气吸收装置进行了改造,采用2级吸收工艺进行处理,取得了明显效果。
1 改造前吸收系统工艺存在的问题
改造前的吸收工艺流程图见图1。
淡氯塔和事故塔都是采用碱泵对塔底的碱(17%~21%,由32%碱配置)打循环的方式吸收氯气,吸收后的废气由塔顶风机排到大气中,碱液浓度低于指标后外送,再联系送碱后配碱。淡氯塔处理的氯气包括开停车时氯压机的废氯、液化排污废氯、电解废氯、其他抽空排放废氯等日常性的氯气,前两者氯气浓度比较高,有时量也比较大。事故塔处理的主要是事故停车时电解系统来的湿氯气,具有纯度高、量大的特点。该处理系统存在以下问题。
(1)一旦发生系统全面失电,事故处理系统应急电源无法立即启动,系统氯气大正压,很容易从事故塔顶外逸;
(2)事故处理系统连锁都是单一的点对点作用,其中一个环节出现故障,无法及时启动,系统发生跳停或波动后,同样会发生氯气外逸;
(3)虽然有1开1备2台碱泵,但碱泵上液不及时或不上液时氯气很容易从事故塔逸出。离子膜装置在2006年5月发生过泵连锁启动但打不上液的情况;
(4)在系统开停车时,由于电解出来的湿氯气纯度不合格,在次钠配置工序通氯量不够时,很容易造成淡氯塔碱液浓度下降快、氯气吸收不完全的情况。在隔膜系统开停车时,经常造成氯气外逸。
2 氯气吸收处理系统的改造情况
2.1 改造方案
(1)增设1台带风机及碱液循环泵的填料吸收塔,事故塔及淡氯塔尾气全部接入新增填料吸收塔,形成2级吸收处理,新增风机能力为填料塔阻力降。
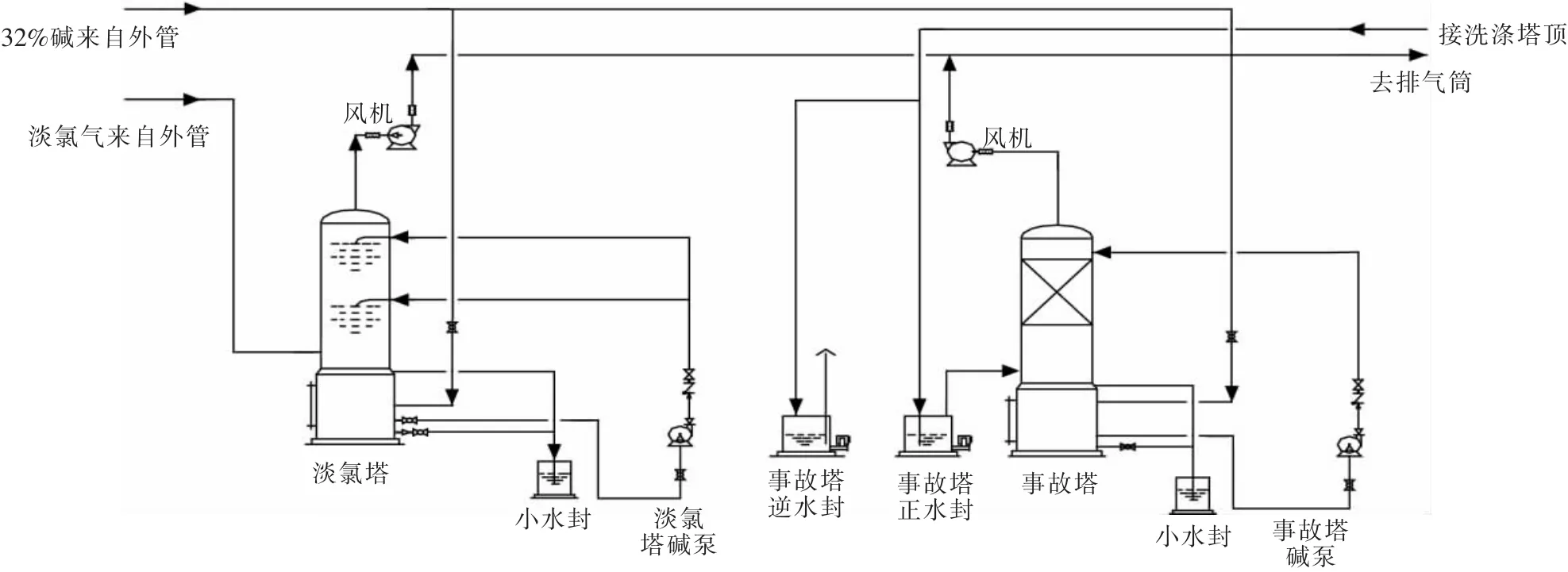
图1 改造前吸收工艺流程示意图
(2)增设1台烧碱高位槽,在碱循环泵无法打循环时,通过位差使高位槽的碱液流到二级吸收塔对氯气进行吸收。
(3)新增填料吸收塔碱液循环泵和风机投入连锁状态,当事故塔正水封压力达到连锁值后,新增碱液循环泵和风机将连锁启动,碱液打入烧碱高位槽及二级吸收塔,最终形成2级吸收。
(4)在烧碱高位槽出口设置1个气闭调节阀,操作室设置控制阀位,使烧碱高位槽平时保持一定液位,停气、失电时,阀门自动打开或在操作室手动打开。
2.2 工艺流程
改造后的处理工艺流程见图2。
当发生突发事故或意外时,先由事故塔和淡氯塔对系统氯气进行一次吸收,未吸收完全或没有吸收的氯气从事故塔和淡氯塔风机出口送入二级吸收塔进行二次吸收,二级吸收塔的碱液循环泵可通过事故氯气压力连锁启动或手动启动,使碱液形成碱液循环泵—高位槽—二级吸收塔—碱液循环泵、碱液循环泵—二级吸收塔—碱液循环泵2条循环线。烧碱高位槽液位由出口气动阀控制,在循环泵无法打循环时,手动或自动打开气动阀,以保证二级吸收需要的碱液。二级吸收塔底的碱液浓度控制为17%~21%,浓度低时可送出配次钠用。

图2 改造后吸收工艺流程示意图
3 工艺及设备参数
根据装置产能、电槽类型、现场管路情况以及系统内氯气的挥发余量等情况设计的工艺及设备参数如下。
3.1 隔膜烧碱系统
二级吸收塔采用填料塔,填料散堆,塔底循环段规格为Ø2 500 mm×2 500 mm,填料高度Ø2 000 mm× 3 600 mm;烧碱高位槽规格Ø2 000 mm×2 400 mm,出口管径DN150,高位槽约排空需5 min。
3.2 离子膜烧碱系统
二级吸收塔采用填料塔,填料散堆,塔底循环段规格为Ø3 000 mm×3 800 mm,填料高度Ø2 200 mm× 4 800 mm;烧碱高位槽规格为Ø2 400 mm×3 800 mm,位差4 m,出口管径DN200,高位槽约排空需8 min。
4 运行情况
改造后的离子膜烧碱装置氯气吸收系统自2006年9月运行以来,经历了多次电网波动、氯压机事故停车等大正压考验,都能充分发挥作用,从未发生过跑氯事故,同时也极大地降低了日常排氯的操作风险。离子膜系统近几年不断扩建,由于每套系统都接入了二级吸收装置,多套系统的跑氯安全风险不但没有增加反而降低了。
改造后的隔膜烧碱装置氯气吸收系统自2007年11月投运以来,在系统开停车时,特别是频繁开停车过程中发挥了极大的作用,现场基本上做到无氯气味,达到了保护职工身体健康和环保排放的目的。
实践证明,氯气吸收系统采用二级吸收工艺可以满足大中型氯碱装置的安全生产需要。
Innovation of chlorine gas absorption system
SONG Jun-geng,CHEN Jun-jie
(Electrochemical Plant,Juhua Co.,Ltd.,Quzhou 324004,China)
When the system of ionic membrane and diaphragm caustic soda was in start-stop and unexpected accident,tail gas that was not absorbed completely by chlorine tower and incident tower was carried out secondary treatment to protect the personal safety and environmental discharge.The secondary treatment met the needs of the medium and large scale chlor-alkali equipment safety,environmental protection and production.
chlorine;secondary absorption;reform
TQ124.4+16
B
1009-1785(2010)10-0012-02
2010-05-12
猜你喜欢
水泵技术(2022年2期)2022-06-16
石油和化工设备(2022年2期)2022-03-11
水泵技术(2021年5期)2021-12-31
水泵技术(2021年3期)2021-08-14
煤气与热力(2021年2期)2021-03-19
化工设计通讯(2020年2期)2020-04-08
天然气与石油(2019年4期)2019-09-10
制冷技术(2019年6期)2019-03-19
中国氯碱(2014年8期)2014-02-28
中国氯碱(2014年8期)2014-02-28
