SA-336M-F22V钢厚壁大锻件制造工艺
2010-09-26 04:38宋宏威陈秋华刘多智
大型铸锻件 2010年5期
宋宏威 蒋 波 陈秋华 刘多智
(中国第一重型机械集团公司轧辊电站事业部,黑龙江161042)
SA-336M-F22V是ASME标准中用于制造高温承压件的合金钢之一,相当于常用的压力容器用钢2.25Cr-1Mo-1/4V。近年来随着经济的发展,能源的需求量与日俱增。加氢裂化反应装置也向大型化发展,用这种材料制造的压力容器锻件尺寸也逐渐增大。
我公司生产的出口国外的反应器中,有数件SA-336M-F22V材料的大尺寸加氢锻件,性能热处理难度大,其中的顶部人孔大法兰锻件具有较明显的代表性。其工艺特点是壁厚大,顶部人孔大法兰锻件热处理有效壁厚为427.5 mm,见图1;需要经过705℃×32 h模拟焊后热处理后进行力学性能试验。

图1 锻件的尺寸简图Figure 1 The dimension sketch of the forging
1 技术要求
1.1 SA-336M-F22V钢的化学成分
SA-336M-F22V钢的化学成分见表1。
1.2 金相检验
晶粒度检验按ASTM E112进行测定,要求等于或细于5级。
夹杂物检验按 ASTM E45 《钢中非金属夹杂物显微评定法》进行评定,要求不大于4级。
要求贝氏体组织含量不低于90%。
1.3 力学性能
力学性能样坯要求取自T×T/2处,试样轴线方向垂直于主锻造方向。试样样坯经模拟焊后热处理(PWHT)后检验力学性能。锻件性能指标见表2,模拟焊后热处理参数最大为660±5℃×12 h+705±5℃×32 h;最小为705±5℃×8 h。
2 锻件制造过程及工艺控制
2.1 生产工艺流程
生产工艺流程见图2。
2.2 冶炼及锻造
此锻件的冶炼和浇铸采用LVCD+VCD工艺,尽可能降低P、S、As、Sn、Sb、[H]、[O]、[N]等有害元素的含量。在锻造过程中采用合适的锻比,为生产高质量的锻件奠定良好的基础。
2.3 锻后热处理

表1 SA-336M-F22V钢的化学成分(质量分数,%)Table 1 The chemical composition of SA-336M-F22V(mass fraction,%)
注:H含量<3×10-6,O含量<30×10-6,N含量<80×10-6。

表2 SA-336M-F22V钢锻件的力学性能指标Table 2 Mechanical properties technical targets of the SA-336M-F22V steel forging

图2 生产工艺流程Figure 2 The production process flow chart
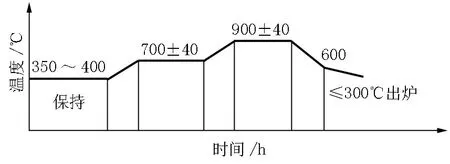
图3 锻后热处理工艺曲线Figure 3 The process curve sketch of after forged heat treatment
由于此锻件尺寸规格大,在锻造过程中极易产生晶粒粗大和混晶现象,而粗晶和混晶都会降低强度、塑性和冲击韧性,尤其对冲击韧性的降低非常明显。为了防止以上问题的出现,锻后热处理采用了退火工艺,其工艺曲线如图3所示。
2.4 性能热处理
此锻件的难点在于热处理壁厚很厚,以及焊后热处理温度在高于回火温度条件下进行32 h的模拟。为了使此锻件能够达到规定的性能指标,我们采取以下改进措施:(1)调整合金元素含量,提高锻件的淬透性和回火稳定性;(2)调质热处理时加退火工序,目的在于进一步细化晶粒和减小微观偏析(性能热处理工艺见图4)。
在满足设计化学成分要求的前提下,尽量提高Mo、V等合金元素含量,在锻后热处理、性能热处理前均进行了一次退火,这样可以有效地细化晶粒、调整组织、防止混晶。提高Cr、Mo等合金元素含量可增加材料的淬透性并提高材料的强度,保证淬火后锻件的T/2处得到90%以上贝氏体,防止析出过多的先共析铁素体,从而保证锻件T×T/2处的强度和低温冲击韧性;提高Mo含量可提高回火稳定性,以抵抗705℃×32 h模拟焊后热处理对锻件力学性能的影响。淬火温度较高时,有利于合金元素在奥氏体化时的充分溶解,同时奥氏体化晶粒长大速度较快,长大的奥氏体晶粒尺寸会降低强度指标。由于SA-336M-F22V钢中加入了不同种类的合金元素,使奥氏体的合金化程度提高、稳定性增加,影响了细化晶粒的效果,因此考虑到在不影响奥氏体化时合金元素充分溶解的前提下,适当降低了淬火温度(见图4)。
3 试验结果与分析
此锻件粗加工后超声波探伤一次合格,性能热处理后进行力学性能及金相检验,-30℃冲击性能均大于200 J,晶粒度为6.5级,贝氏体含量达到90%以上。各项检验结果见表3。

图4 性能热处理工艺Figure 4 The process curve sketch of performance heat treatment

试样试验状态试验温度/℃Re/MPaRm/MPaA(%)Z(%)AkV/J试样1最大焊后热处理20440-30466418-595486-312 405-81.577.5---296;276;296最小焊后热处理20440-30540457-650515-26.522.5-79.578.5---296;296;296试样2最大焊后热处理20440-30470397-600479-30.526-79.577---296;276;296最小焊后热处理20440-30540452-650510-2622-8077.5---212;196;176
4 结语
由于提高了Cr、Mo、V合金元素含量,在性能试样经过32 h最大模拟焊后热处理,且模拟温度高于回火温度的情况下其性能指标仍然合格。这说明通过采取调整合金元素含量、降低有害元素含量、合理的锻造和锻后热处理工艺以及合理的调质工艺等措施,可以生产出合格的SA-336M-F22V材质厚壁大锻件。
[1] 康大韬、叶国斌等.大型锻件材料及热处理.龙门书局,1998.
[2] G.克劳斯.钢的热处理原理.北京:冶金工业出版社,1987.
猜你喜欢
一重技术(2021年5期)2022-01-18
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
凿岩机械气动工具(2016年3期)2016-03-01
焊接(2016年9期)2016-02-27
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年5期)2015-12-16