
唐钢1700mm工程飞剪系统
2010-10-26 09:13李建东唐钢自动化公司063020
中国科技信息 2010年2期
李建东 唐钢自动化公司 063020
唐钢1700mm工程飞剪系统
李建东 唐钢自动化公司 063020
本文简单介绍了唐钢1700mm工程切头剪系统的构成,详细阐述了切头剪系统控制原理及控制方法。
切头剪; 热金属探测器; 夹送辊;PLG;管角
1、概述
本转鼓式切头飞剪(以下简称飞剪)安装在唐钢1700热轧带钢厂热卷箱之后,精轧机列之前,用于将运行中的带坯切去头部和尾部。其由固定在上,下转鼓上的两对剪刃相对回转形成对带坯的剪切,两对剪刃是分开的,一个用于剪切带坯的头部,一个用来剪切带坯的尾部,使其剪切带坯的头部和尾部具有前凸和后凸的端部形状。从而使剪切后平整的带坯能更好的在精轧机穿带,延长轧辊的使用寿命,并且最后获得一个板形更好的成品卷。
飞剪的主要组成:交流主电机(1200KW)、联轴器、齿轮箱、制动器、绝对值编码器(ABS)、测速编码器(PLG)、热金属探测器(HMD)、现场ET200控制箱、变频器控制系统、TDC控制系统、计算机监控系统等电气设备组成。
2、飞剪的控制原理
飞剪的控制原理如图示1所示,在飞剪剪切板坯头部时,当HMD3505检测到板坯飞剪开始剪切,通过卷箱夹送辊底辊的速度及其HMD3505到飞剪的距离计算得出飞剪的剪切速度,飞剪以计算的速度完成板坯的头部剪切。在飞剪剪切板坯尾部时,当HMD3505由检测到板坯到检测不到板坯的一瞬间飞剪开始剪切,通过除鳞夹送辊底辊的速度及其HMD3505到飞剪的距离计算得出飞剪的剪切速度,飞剪以计算的速度完成板坯的尾部部剪切。
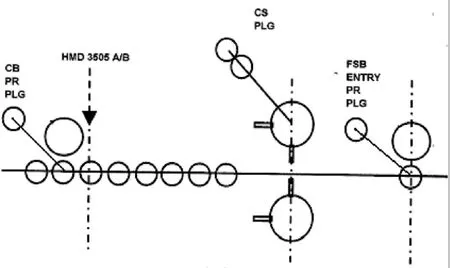
图1
3、飞剪的工作原理
飞机的工作即飞剪剪刃的三种位置控制
3.1 飞剪的剪刃在等待位
如下图2所示,在飞剪没有工作时,飞剪的剪切板坯头部的剪刃在向前旋转270度的位置,而飞剪的剪切板坯尾部的剪刃处在180度的位置,剪刃在这个位置有两种情况:飞剪没有工作,等待执行命令;板坯的头部已经剪切,板坯的头部和尾部的中间位置正在通过飞剪。

图2
3.2 飞剪剪切板坯头部剪刃的动作位置
当飞剪接受到剪切板坯头部的命令时,飞剪的剪切板坯头部的剪刃由等待位置的270度旋转到220度,这个位置就是剪切头部剪刃的开始位置。当飞剪得到剪切命令时,飞剪开始动作,剪刃剪切板坯的位置大约是1 7.7度(板坯厚度是40mm),在原理上完成剪切板坯是在0度,实际上剪刃已经在5度的位置完成剪切。在-20度时飞剪开始制动并且在130度完成制动,然后飞剪再回转到等待位270度的位置准备剪切板坯的尾部。板坯头部的位置由安装在飞剪前面大约5.73米位置的HMD检测以及安装在卷箱出口夹送辊上的PLG共同决定。飞剪的剪切速度也由安装在卷箱出口夹送辊上的PLG测的速度决定。

图3
3.3 飞剪剪切板坯尾部剪刃的动作位置
当飞剪接受到剪切板坯尾部的命令时,飞剪的剪切板坯尾部的剪刃由等待位置的180度旋转到240度,这个位置就是剪切尾部剪刃的开始位置。当飞剪得到剪切命令时,飞剪开始动作,剪刃剪切板坯的位置大约是17.7度(板坯厚度是40mm),在原理上完成剪切板坯是在0度,实际上剪刃已经在5度的位置完成剪切。在-20度时飞剪开始制动并且在130度完成制动,然后飞剪再回转到等待位180度的位置准备剪切下一块板坯的头部。板坯头部的位置由安装在飞剪前面大约5.73米位置的HMD检测以及安装在飞剪后面的除鳞进口夹送辊上的PLG共同决定。飞剪的剪切速度也由安装在除鳞进口夹送辊上的PLG测的速度决定。
4、飞剪的软件控制
软件采用西门子PCS7系统CFC(连续功能控制)编制,该软件功能强大,可以很好的实现飞剪的各种控制功能及快速响应。
在飞剪角度控制中,主要采用了CFC中的M_VG模块,其可以对实时数据进行处理并且及时反馈,而且能够选择操作模式(如换剪刃位置和各种调试位置等)等诸多模式。其最主要的输出管角X_ACT6根据控制字1,控制字2,辅助控制字,传动控制字这4个主要输入信号变化输出特定的16进制数,通过乘360除16384等一系列运算可以输出直观的控制切头剪的角度数270°、220°、60°等一系列平滑的角度数。而在这4个控制字中传动控制字ECTLW是最直接对角度控制进行调节的,其采用了一个简单的SBC2模块。该模块有16个相关输入值,管角6的LG_STR即HMD监测到带刚头布信号,管角9的GO_WAIT即270准备位,管角11的GO_HD_START即切头开始,管角16的GO_TL_START即切尾开始等。当本CPU检测到现场信号并且LCO发出给切头剪相关的动作命令后,这几个相关的设定值会进行相应变化。

图4
5、飞剪工作的互锁条件
5.1 飞剪工作的开始条件;
5.1.1 润滑油, 冷却水供应正常;
5.1.2 操作台正常;
5.1.3 轧钢速度 (卷箱出口夹送辊和 除鳞进口夹送辊) 正常;
5.1.4 供电系统正常(供电电源的过载保护);
5.1.5 飞剪的剪刃要校正好并且紧固好。
5.2 以下几种情况飞剪将不工作
5.2.1 板坯在静止状态;
5.2.2 相同的板坯号;
5.2.3 板坯的温度低于900度。
6、结束语
飞剪控制系统现已正式投入运行,在调试和生产中,飞剪控制系统运行稳定,能够准确的剪切板坯的头部和尾部,这样剪切后的钢坯能使精轧机更好的穿带,保护轧辊,延长轧辊的使用寿命,并且最后获得一个板形更好的成品卷。该系统在唐钢等企业使用,运行稳定可靠,效果良好。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
军事文摘(2020年22期)2021-01-04
重型机械(2020年3期)2020-08-24
重型机械(2019年3期)2019-08-27
红领巾·探索(2019年6期)2019-08-01
天津医科大学学报(2015年2期)2015-12-22
中国塑料(2015年4期)2015-10-14
早期教育(美术教育)(2010年7期)2010-06-28
