
同周速飞剪与异周速飞剪力能参数对比研究
2010-11-18 08:02朱文豪高文辉高洪军王俊萍
重型机械 2010年6期
朱文豪,高文辉,高洪军,王俊萍
(1.鞍钢集团公司,辽宁 鞍山 114033;2.中国重型机械研究院有限公司,陕西 西安 710032;3.鞍钢股份有限公司,辽宁 鞍山 114021)
1 前言
滚筒式飞剪结构简单,使用方便,一般装设在连续式轧机的轧制作业线上或横切机组上,主要对轧件进行切头和切尾。异周速飞剪是在同周速双滚筒飞剪机基础上发展起来的,与同周速滚筒式飞剪机相比,其本质区别是上滚筒刀刃回转半径大于下滚筒刀刃回转半径。目前已有学者对滚筒式飞剪机的结构及力能参数方面作过研究,如日本学者采用模拟实验装置对同周速滚筒式切头飞剪的剪切机理进行了详细的探讨,并对其力能参数的影响因素做了较为深入的研究;文献[1]主要运用有限元的方法分析了侧间隙、板厚及温度对异周速飞剪力能参数的影响。本文利用有限元软件DEFORM-2D研究同周速飞剪和异周速飞剪的力能参数的差异,为滚筒式飞剪的设计研究提供了合理的依据。
2 韧性断裂理论与断裂准则
在飞剪的剪切过程中,涉及到材料的断裂分离,首先需要有高温和高应变率下的材料曲线;在剪切过程中,不同的工艺参数会引起不同的断面质量,剪切过程模拟起来比较困难,因此还需要选择合理的断裂准则。
在剪切的数值模拟中,韧性断裂准则的选取对模拟结果的精度有非常大的影响[2]。上海交通大学国家模具CAD工程研究中心对不同样式的45#钢试件进行了拉伸、压缩、剪切、扭转等材料试验[2],对工程中使用的11个韧性断裂准则进行对比研究,并利用专业塑性成形分析软件对试验过程进行二维和三维的数值模拟。
对于大多数韧性断裂准则,在拉伸和剪切两种断裂方式下的阈值差别不大,因此以拉伸试验代替剪切试验是可行的。通过查取相关资料,Normalized Cockcroft&Latham是最常用的断裂准则,因此选用Normalized Cockcroft&Latham准则,同时将Normalized Cockcroft&Latham阈值代入有限元软件中对拉伸和剪切过程进行数值模拟,发现模拟出来的断面形状与真实断面形状也比较接近。Normalized Cockcroft&Latham断裂准则的函数表达式为[3]

式中,C断裂阈值;εf材料发生断裂时的应变;ε等效应变;σ等效应力,MPa;σ*最大主应力,MPa。
当最大主应力 σ1≥0时,σ*=σ1;σ1≤0时,σ*=0。
断裂阈值C的求取主要通过高温拉伸试验结合有限元法求的,参考文献[2]采用这种方法计算得到温度为950℃时断裂阈值为3.4。
3 同周速飞剪和异周速飞剪的结构参数
本文所用到的异周速滚筒式飞剪机是参照参考文献[2],同周速飞剪和异周速飞剪的主要参数如表1所示。
4 同周速飞剪和异周速飞剪力能参数结果分析
4.1 剪切力及剪切功对比研究
剪切力是飞剪机的重要参数,驱动飞剪机的电机功率与充分发挥飞剪机的能力都与剪切力有关。正确地计算在各种具体条件下的剪切力,对于合理的设计剪切机是非常重要的。通过有限元计算同周速和异周速飞剪得到的单位剪切抗力曲线如图1所示。

表1 异周速飞剪和同周速飞剪主要参数
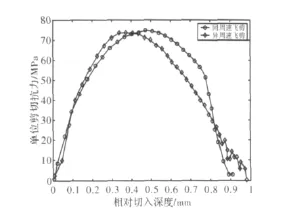
图1 不同剪切方式下单位剪切抗力曲线
滚筒式飞剪的剪切功是飞剪电机功率选择的重要参数,单位剪切功等于单位剪切抗力曲线所包围的面积,即剪切宽度为1 mm。断面为1 mm试件所需的剪切功。同周速飞剪为45.3 N·mm-2,异周速飞剪为43.5 N·mm-2。
由图1可知同周速飞剪和异周速飞剪最大单位剪切抗力比较接近,但同周速飞剪的单位剪切功比异周速飞剪大4%。
4.2 侧推力对比研究
在剪切过程中侧推力影响剪切质量的好坏,同周速飞剪与异周速飞剪的单位侧推力曲线如图2所示。
由图2可知同周速飞剪的单位侧推力基本为正,即侧推力使刀刃侧间隙变大,异周速飞剪的单位侧推力基本为负,即侧推力使侧间隙变小,可见异周速飞剪的侧间隙是有利于剪切质量的。
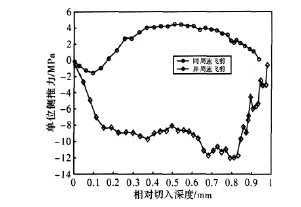
图2 不同剪切方式下单位侧推力曲线
4.3 剪切扭矩对比研究
在计算剪切机传动系统零件强度和电动机功率过程中,剪切扭矩是一个非常重要的参数。
图3为计算剪切扭矩简图,图中Ds为上剪刃回转直径,mm;Dx为下剪刃回转直径,mm;X1为上剪刃水平方向转矩臂长,mm;X2为下剪刃水平方向转矩臂长,mm;Y1为上剪刃垂直方向转矩臂长,mm;Y2为上剪刃垂直方向转矩臂长,mm;P1、P2为剪切力,N;PTH1,PTH2为侧推力,N;上滚筒剪切扭矩为

图3 计算剪切扭矩简图

于是上下滚筒总的剪切扭矩T可以用式(4)计算

同周速飞剪与异周速飞剪单位剪切扭矩如图4所示,可知异周速飞剪的总的单位剪切扭矩比同周速飞剪小。
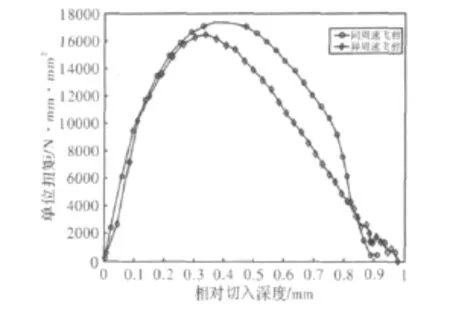
图4 不同剪切方式下总的单位剪切扭矩曲线
5 同周速飞剪和异周速飞剪剪切断面质量对比研究
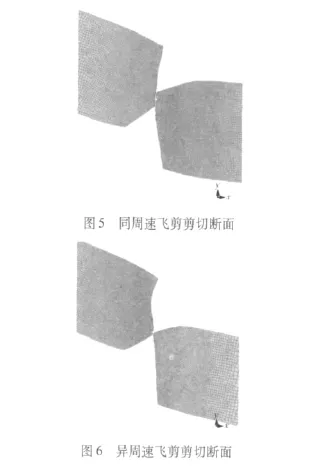
剪切质量是评价机器好坏的一个很重要的因素,切口形状不好有两种情况,一是料头未被切断,二是切口处有很多的针状毛刺。轧件在进入下道精轧时,如果切头形状不好往往会损伤轧辊。一般影响切口形状好坏的最重要的几个因素是:(1)刀片侧间隙;(2)板材厚度;(3)剪切温度;(4)板材材质。本文主要对比了同周速飞剪与异周速飞剪的断面形状。图5为同周速飞剪剪切板厚为30 mm,侧间隙为0.6 mm时得到的剪切断面,图6为异周速飞剪剪切板厚为30 mm,侧间隙为2.5 mm时得到的剪切断面。
6 结论
(1)本文介绍了断裂理论及断裂阈值的求取,将得到的断裂阈值运用到剪切过程的模拟中,结果表明,两种飞剪得到力能参数是有差异的。
(2)同周速飞剪与异周速飞剪的剪切力比较接近,但其单位剪切功比异周速飞剪大4%;同周速飞剪的单位侧推力基本为正,异周速飞剪的单位侧推力基本为负,可见异周速飞剪的侧间隙能够阻止剪刃侧间隙变大,有利于剪切质量。
[1] 王勇勤,赵才华.滚筒式飞剪力能参数研究[J].重型机械,2009,(6):27-30.
[2] 虞松,陈军.韧性断裂准则的试验与理论研究[J].中国机械工程,2006,17(10):2049-2052.
[3] Cockcroft MG,Latham D J.Ductility and the Workability of Metals[J].Journal of The Institute of Metals,1986,(96):33-39.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
水利科技与经济(2021年11期)2021-12-04
矿产勘查(2020年11期)2020-12-25
装备制造技术(2020年2期)2020-12-14
航空发动机(2020年3期)2020-07-24
模具制造(2019年10期)2020-01-06
凿岩机械气动工具(2017年3期)2017-11-22
浙江大学学报(工学版)(2016年2期)2016-06-05
铁道科学与工程学报(2015年4期)2015-12-24
中国机械工程(2015年13期)2015-12-16
