
低温高速火焰喷涂制备钛涂层
2010-12-25 07:51陈建强邓春明邓畅光
材料研究与应用 2010年4期
陈建强,刘 敏,邓春明,邓畅光
(1.广东工业大学材料与能源学院,广东 广州 510081;2.广东省工业技术研究院(广州有色金属研究院),广东 广州 510650)
低温高速火焰喷涂制备钛涂层
陈建强1,2,刘 敏2,邓春明2,邓畅光2
(1.广东工业大学材料与能源学院,广东 广州 510081;2.广东省工业技术研究院(广州有色金属研究院),广东 广州 510650)
利用新研发的低温高速火焰喷涂在A3钢上制备钛涂层,对涂层的显微结构和基本性能进行了表征.显微结构表明,近表面Ti涂层结构疏松,而内部较致密,并且观察到明显的氧化物界面;XRD分析表明涂层中含有一定钛的氧化物.钛涂层在A3钢基体上的结合强度超过38 MPa,显微硬度高于纯钛材,说明涂层中有氧化物存在.
Ti涂层;低温高速火焰喷涂;性能;结合强度
钛是五十年代兴起的一种重要的结构金属,同其它结构金属相相比,它具有两个显著的优点:比强度高和耐腐蚀性能好,这使钛不仅能在极其恶劣大气条件下使用,而且能耐强化学试剂的腐蚀.钛还有其它的一些性能如韧性好、无磁性、熔点高、无毒及热膨胀系数低等.
但由于钛材的价格较贵,使其应用受到了限制.为此,国内外在钛涂层研究方面开展了许多工作,并取得了进展.
钛十分活泼,用常规等离子喷涂无法得到高质量的钛涂层,因此在70年代发展了低压等离子喷涂新工艺.该技术可得到致密度高、孔隙度小、结合强度好的钛涂层,但该制备工艺复杂,且成本耗费大.王德政,周克崧等[1]研究了低压等离子喷涂Ti-Ni合金涂层的工艺以及喷涂参数,如喷涂气氛、气氛压力、主气流量等对涂层质量的影响.周克崧等[2]还研究了青铜上面制备Ti-Ni合金涂层的抗空泡腐蚀性.近年来开发的冷喷涂工艺是常用的制备钛涂层工艺.但冷喷涂不仅对粉末颗粒的要求严格,为获得较好涂层质量,往往需要采用昂贵的氦气.Hong-Ren Wang等[3]在1Crl3不锈钢基体上制备了钛金属保护涂层,对钛涂层的显微结构和腐蚀行为进行了研究,并以数值的方法模拟了钛金属粒子在冷喷涂的过程的加速,发现增大气体的温度和压力能够增加粒子的速度,并且较小的粒子越能得到较高的粒子速度.此外,宋丹[4]采用低压电弧喷涂方法制备了Ti涂层,对其成分和组织进行了分析,并研究了喷涂工艺对涂层中杂质含量及对喷涂粒子形态的影响.结果表明,在Ar气保护条件下,防止涂层氧化和氮化仍然有一定的困难,需要采用低真空度保护才可能制备出致密的涂层.但这种方法由于喷涂温度低,粒子飞行速度比较低,所获得的涂层中孔隙率高,粒子之间的结合强度较低.
超音速火焰喷涂由于其喷涂过程中,喷涂颗粒是以超音速飞行而撞击到基体表面上沉积形成涂层,能够获得比普通火焰喷涂或等离子喷涂结合强度更高的致密涂层[5-6],广泛的用于制备高性能的金属、金属陶瓷涂层,随着该技术的发展,其发展方向朝着焰流低温高速发展[7].
本文采用新研发的低温高速火焰喷涂系统,即通过向燃烧室注水来降低焰流的温度和提高燃烧室的压力,从而使粉末粒子获得更高的速度和较低的温度.利用该喷涂系统对钛涂层进行尝试,并对涂层的结构和性能进行表征.
1 实验方法及表征
本试验采用普通的A3钢为基体,尺寸为150mm×100mm×6mm,基体经除油后采用24#棕刚玉进行喷砂粗化处理,以待喷涂.试验钛粉末是由陕西凤翔粉钛厂制备的高纯钛粉,尺寸为38~48 μm.钛粉末颗粒的制备工艺:氢化—破碎—脱氢,粉末呈尖锐的棱角.图1为粉末的形貌图.采用新近研发的低温高速火焰喷涂系统,燃烧室出口直径为5 mm,喷枪为100 K.喷枪固定在机器人上,喷枪移动速度为1000 mm/s.喷涂遍数为30遍.表1为喷涂工艺参数.
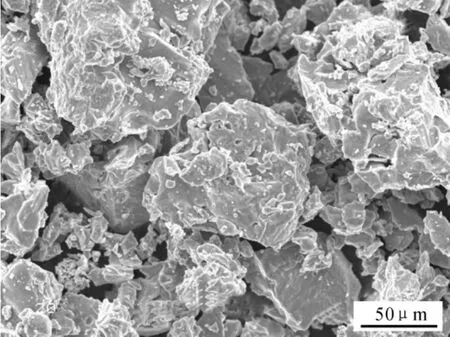
图1 Ti粉末的SEM形貌图
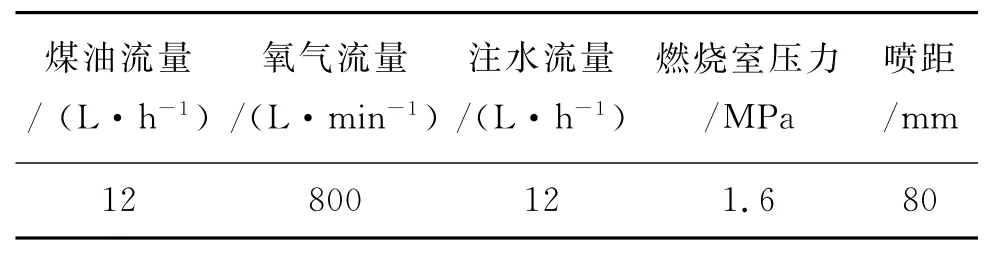
表1 钛涂层的主要沉积工艺参数
采用带EDS的JSM5910扫描电镜以及PhilipsX'PertProx衍射仪对粉末、喷涂态涂层的组织和相组成进行表征.参照ASTM C633-79标准测试涂层的结合强度,取三个平行样品,将喷涂的试样切成尺寸为D25.4 mm的圆片,并将涂层表面的疏松区磨掉后,用E-7胶将之与对偶件粘结在一起,并用夹具夹紧,放入干燥炉中于100℃固化3 h,室温下放置24 h.采用JDL-50KN型电子拉伸试验机测量涂层与基体界面的结合强度.涂层的结合强度按下面的公式计算:

式(1)中,F为拉伸断裂时的最大拉力,A为试样的断裂面面积.采用MH-5D型显微镜硬度计测试涂层的显微硬度,其中加载为3N,保持载荷15 s.
2 实验结果及分析
2.1 涂层的显微组织
图2为Ti涂层的扫描电镜图,图2(a)为Ti涂层组织放大100倍的表面形貌图,图2(b,c,d)分别为Ti涂层组织放大100倍、500倍和800倍的剖面SEM图.从图2(a)可知,涂层的表面很粗糙,可以观察到明显的间隙,涂层表面呈“菜花状”,表明在该粉末在喷涂过程中发生了局部熔融,但是没有完全铺展开.而从图2(b,c,d)可以看出,涂层整体比较均匀,但是在近表面存在疏松结构区,其粒子之间结合较差,还存在大量的裂纹,这与前面分析涂层表面粗糙度较高和表面存在较大间隙结论一致.而近表面疏松区下面的涂层却很致密.同时,在涂层致密区均发现存在灰色界面,该界面为钛的氧化物.可以发现沿灰色界面包围的形状与原始粉末粒子外形结构相似,表明灰色界面区域是由钛粉末粒子的外表面在焰流中被氧化后而沉积形成的.但涂层灰色界面较淡,表明涂层中的氧化物含量较低.
2.2 涂层的相结构
图3为Ti粉末颗粒与Ti涂层的X射线衍射谱.本研究采用的钛粉为99%以上的高纯钛粉,因此粉末的XRD图谱分析为单质钛.从图3可以看出,钛涂层的主要衍射特征峰与Ti粉末颗粒的基本上保持一致,表明涂层与粉末均具有相同的主晶相,但在涂层的XRD图谱中还发现有Ti的氧化物的衍射峰,说明粉末在焰流中发生了部分氧化.
Ti粉末的衍射峰强度比所有Ti涂层的都高,说明Ti粉颗粒的晶化程度要高于低温高速火焰喷涂制备的Ti涂层,这可能因为Ti粉末在喷涂过程中发生了强烈的塑性变形,使部分Ti粉末晶粒的晶格常数发生了变化.
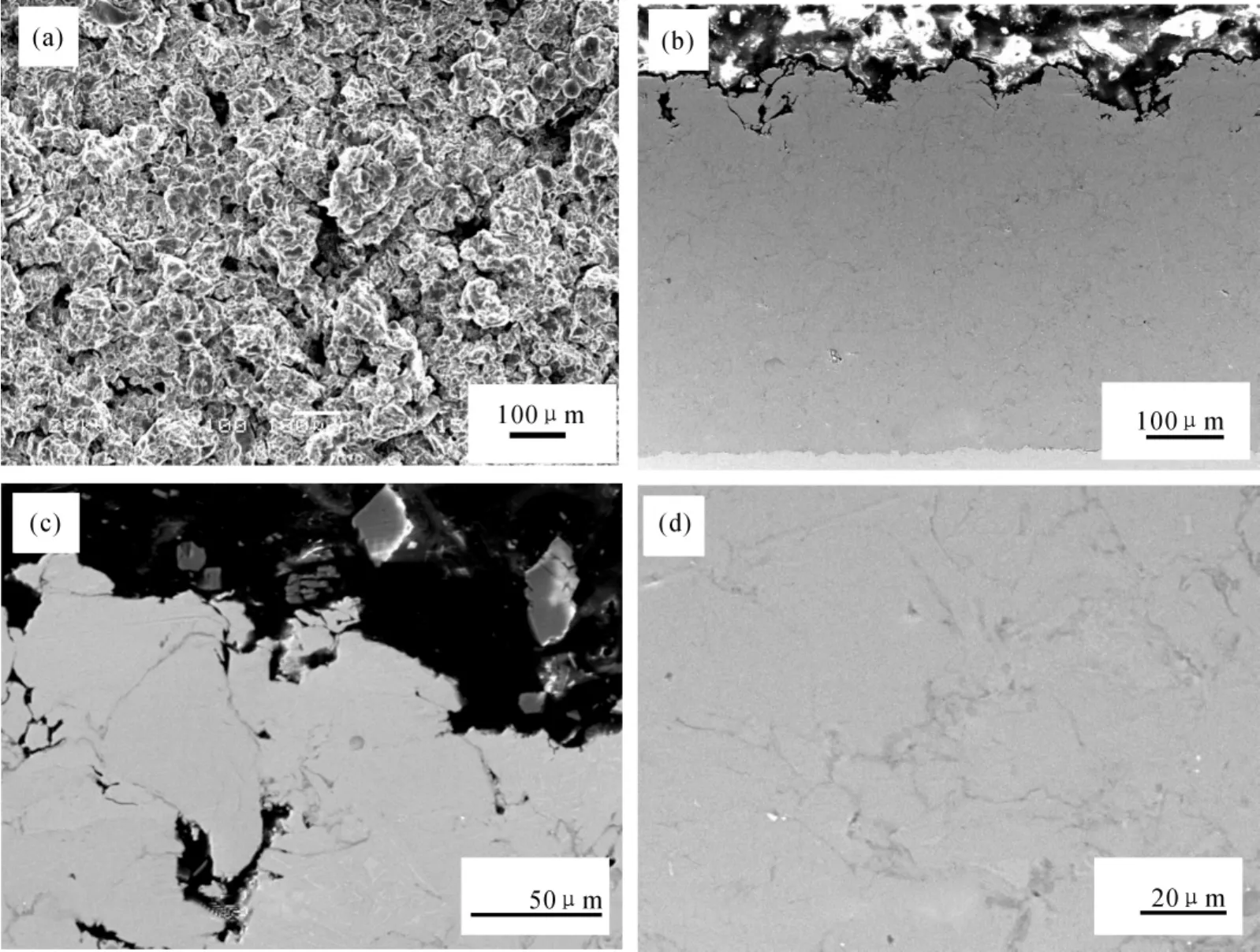
图2 Ti涂层的扫描电镜图
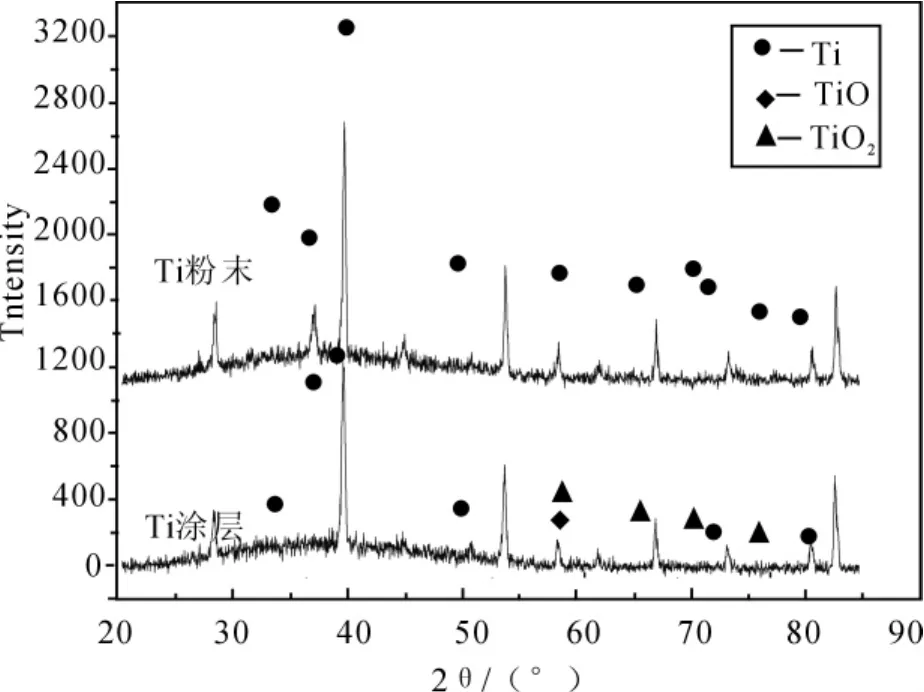
图3 Ti粉末与涂层的XRD图
2.3 涂层的结合强度
表2为钛涂层在A3钢上的结合强度值.由于钛和氧具有良好的亲和力,在高温下容易形成钛的氧化物,氧化物的存在容易导致涂层的结合强度低.本钛涂层的结合强度达45 MPa,说明该涂层具有良好的内聚力.

表2 Ti涂层的结合强度
2.4 涂层的显微硬度
分别对所制备的钛涂层和钛块材的显微硬度HV0.3,15s进行了测试,结果列于表3.从表3可知,涂层的硬度达到201HV,远高于钛材,显微硬度偏高与涂层中含有一定的氧化物以及涂层结构致密有关.
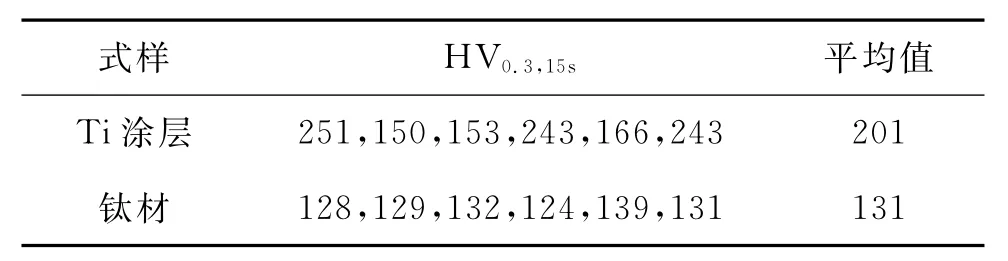
表3 Ti涂层的显微硬度
3 结 论
采用新近研发的低温高速火焰喷涂制备的Ti涂层,其表面疏松,粗糙度非常高;近表面涂层结构疏松,但涂层内部很致密,而且在粒子边界还发现存在灰色的氧化膜.涂层主要由单质Ti相组成,同时还有Ti的氧化物存在.Ti涂层在A3钢基体上的结合强度为45 MPa;显微硬度为201HV,远高于纯钛材,较高的显微硬度和钛涂层氧化、涂层内部致密有关.
[1]王德政,周克崧,杨大君,等.低压等离子喷涂Ti-Ni合金涂层工艺的研究[J].广东有色金属学报,1991,1(1):39-44.
[2]ZHOU K S,WANG D Z,LIU M,et al.A study of the cavition erosion behaviour of a Ti-Ni alloy coating[J].Surface and Coatings Technology,1987,34:79-87.
[3]WANG H R,LI W Y,MA L,et al.Corrosion behavior of cold sprayed titanium protective coating on 1Cr13[B1]substrate in seawater[J].Surface and Coating Technology,2007,201:5203-5206.
[4]宋丹,李德元,张广伟,等.低压电弧喷涂Ti涂层组织形态及其制备工艺[J].特种铸造及有色合金,2010,30(8):758-761.
[5]DANIEL W P,GERALD L K.HVOF-spray technology poised for growth[J].Advanced Materials&Process,1991(4):68-74.
[6]YILBAS B S,KHALID M,ABDUL-ALEEM B J.Corrosion behavior of HVOF coated sheets[J].Journal of Thermal Spray Technology,2003,12(4):572-57.
[7]解永杰,牛二武,曹晓明.超音速火焰喷涂技术的发展与特点[J].天津冶金,2004(2):32-35.
Ti coating was prepared by low temperature high velocity oxygen fuel
CHEN Jian-qiang1,2,LIU Min2,DENG Chun-ming2,DENG Chang-guang2
(1.College of Materials and Energy,Guangdong university of Technology,Guangzhou 510081,China;2.Guangzhou Research Institute of Non-ferrous Metals,Guangzhou 510650,china)
The Ti coating was deposited on A3 steel by Low Temperature High Velocity Oxygen Fuel that was a newly process.The microstrcture and basic properties of Ti coating were characterized.The microstructure of Ti coating indicates that The Ti coatings were comprised by a loose subsurface area and a dense inner coating area.and still observed obviously oxide layer.The XRD analysis shows that there were some oxides in the coating.The bond strength of Ti coating on A3 steel is more than 38Mpa,and the microhardness is higher than pure titanium.It also illustrated that there were some oxides in Ti coating.
Ti coating;low temperature high velocity oxygen fuel;property;bond strength
TG174.44
A
1673-9981(2010)04-0538-04
2010-10-19
陈建强(1984—),男,湖南娄底人,硕士研究生.
猜你喜欢
音乐天地(音乐创作版)(2022年1期)2022-04-26
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
学苑创造·A版(2021年2期)2021-03-11
陶瓷学报(2020年6期)2021-01-26
动漫星空(兴趣百科)(2019年5期)2019-05-11
中学生数理化·中考版(2018年11期)2019-01-31
教学考试(高考化学)(2018年5期)2018-12-06
中成药(2018年1期)2018-02-02
学与玩(2017年6期)2017-02-16
