常温精脱硫在我公司的应用总结
2011-03-05 09:23高宏伟
化工设计通讯 2011年6期
高宏伟
(山西晋丰煤化工有限责任公司,山西晋城 046700)
0 引 言
山西晋丰煤化工有限责任公司是由山西晋城无烟煤矿业集团有限责任公司与山西阳煤丰喜肥业(集团)股份有限公司共同出资组建的股份制企业,下设高平公司、闻喜公司和天庆公司,主要生产经营大小颗粒尿素、多肽尿素、甲醇、液氨、硫磺、煤制工业燃气等化肥、化工产品。
2003年在山西省高平市、闻喜县两地建成投产高平36·52项目和闻喜24·30项目,形成年产750kt综合氨、1 200kt尿素,联产150kt甲醇、2 000t硫磺的产能规模,成为我国化肥行业重要的百万吨级尿素生产基地。
2010年公司又投资20亿元,在河南沁阳市沁北工业集聚区独资组建河南晋煤天庆煤化工有限责任公司,建设一套设计规模为年产240kt合成氨、400kt尿素、5×108m3煤制工业燃气的煤化工项目。
其中,高平公司36·52项目一期18·30工程于2005年10月投产,二期18·30工程于2008年8月投产。其生产装置的合成氨部分流程为:造气采用固定床间歇制气;气体净化流程为栲胶+888+V2O5半水煤气脱硫全低变变换DDS 变换气脱硫活性炭干法脱硫NHD 脱碳精脱硫双甲;精炼气送氨合成。经过多次考察、论证、比较,我公司决定使用湖北化学研究院出品的T102、T104、ET-3、ET-8作为精脱硫工段的甲醇催化剂保护剂。经过四年多的运行,甲醇催化剂及氨合成催化剂一直运行正常,没有出现过中毒现象。现对精脱硫工艺运行情况进行回顾和总结,供同行参考。
1 精脱硫工艺流程
出脱碳工号的脱碳气从1#精脱硫槽顶部进入下部出来,再从2#精脱硫槽顶部进入下部出来,然后送往双甲工段。两台精脱硫塔为串联运行。图1为精脱硫流程示意。

图1 精脱硫流程示意
2 精脱硫剂装填情况及工艺操作指标
常温精脱硫槽(φ3 600×15 570mm;2台)精脱硫剂装填情况如下。
1#精脱硫槽装脱氯剂(ET-3)4m3,高400mm,精脱无机硫活性炭(T102)76m3分两层,每层T102高3 800mm。
2#精脱硫槽装脱羰基金属剂(ET-8)4m3,高400mm,精脱有机硫活性炭(T104)76m3分两层,每层T104高3 800mm。
工艺操作指标如下。
压力1.9MPa
进口温度30℃
流量75 000m3/h
进口H2S≤5mg/m3,出口总硫≤0.1mg/m3
进口Cl-≤10×10-6,出口Cl-≤0.1×10-6
进口羰基金属≤10×10-6,出口羰基金属≤0.1×10-6
在保证以上工艺条件的情况下,使用周期大于1a。
3 投产后工艺条件变化情况
高平公司360kt/a合成氨一期工程的生产能力是按进变换煤气流量76 000m3/h设计的,2005年10月开车后为了增加产量,提高了原料气压缩机的进口压力,增加了气量,2005年12月以后精脱硫工号开车后实际煤气流量为85 000m3/h,已超过设计能力;而尿素系统设计能力相对较大,为了满足尿素系统满负荷生产,每月需外购部分液氨。为此,公司决定再增加一台小压缩机,型号为6M50-185。2006年12月,该压缩机完成安装并投入生产,进变换煤气流量由原来的85 000m3/h增加到现在的95 000m3/h,已超出原设计能力的25%。从我公司4a多的运行来看,精脱硫工段出口硫含量从没有出现过超出设计指标的数据,甲醇及氨合成催化剂一直运行正常,没有出现过中毒现象。
表1为精脱硫工艺运行数据。
有些精脱硫催化剂使用寿命在2~3a,而我公司采用的湖北化学研究院研制的精脱硫剂其寿命达4.5a;若不是因为2010年山西省大面积限电而我公司被迫大修的话,应该还能使用1a,由此可见该产品的质量。

表1 精脱硫工艺运行数据
4 甲醇催化剂运行情况
甲醇合成塔采用两轴两径结构,装填四川亚联出品的KC602催化剂,共装填催化剂25.7m3,催化剂热点温度运行平稳。
随着运行时间加长及生产负荷提高,催化剂逐渐老化,活性有所降低,热点温度逐渐提高。甲醇合成催化剂热点温度具体控制情况见表2。
5 经济效益估算
有些化工企业选择的精脱硫催化剂,只能使甲醇催化剂平均使用寿命2~3a,我公司甲醇合成催化剂在精脱硫的保护下,加上精心操作和科学管理,其寿命达4.5a,等于少换了一炉甲醇催化剂,所产生的直接经济效益估算如下:
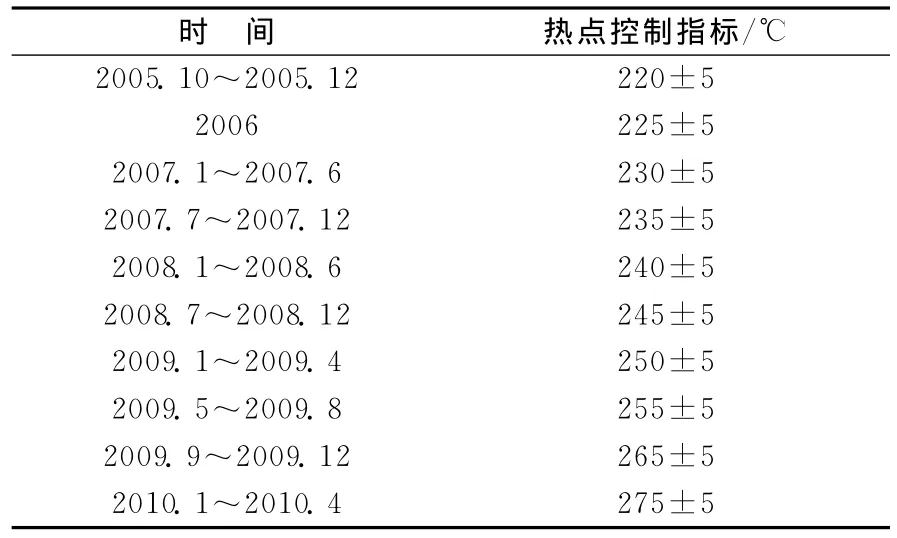
表2 甲醇合成催化剂热点温度具体控制情况
(1)少换一炉甲醇催化剂,节省约160万元;
(2)更换催化剂的时间约为7d,按每天产醇100t,平均每吨纯利润400元计,产生的利润为28万元;
(3)更换催化剂开停车费用(含耗煤、电、水)约20万元。
如果考虑到在这5a中再换一次精脱硫剂(费用110万),则直接经济效益约318万元。
6 结 语
从我公司这4a多的运行情况来看,在精脱硫工段超出设计负荷25%的情况下,出口硫含量从没有出现过超出设计指标的数据;甲醇催化剂一直运行正常,没有出现过中毒现象。故笔者认为湖北化学研究院的精脱硫技术是成熟、先进的,能为企业带来可观的经济效益,应该在化工领域中广泛推广。
猜你喜欢
选煤技术(2022年3期)2022-08-20
材料与冶金学报(2022年2期)2022-08-10
工程技术与管理(2022年2期)2022-03-04
北方人(2019年10期)2019-06-17
山东冶金(2019年2期)2019-05-11
山东冶金(2018年6期)2019-01-28
炎黄地理(2017年10期)2018-01-31
炎黄地理(2017年10期)2018-01-31
炎黄地理(2017年10期)2018-01-31
炎黄地理(2017年10期)2018-01-31