
搅拌摩擦焊焊缝缺陷的超声检测静态波形研究
2011-04-27 10:27孟永乐柯黎明杨成刚
失效分析与预防 2011年3期
孟永乐,柯黎明,杨成刚
(无损检测技术教育部重点实验室(南昌航空大学),南昌 330063)
0 引言
搅拌摩擦焊技术是由英国焊接研究所(TWI)于1991年发明的一种新型的固相焊接技术[1],其接头的疲劳性能、拉伸和弯曲性能良好;焊接时不需要消耗焊条、焊丝、焊剂及保护气体等材料[2]。虽然该技术避免了气孔、夹杂和凝固裂纹等多种缺陷的产生;但是当工艺参数选择不当时,搅拌摩擦焊技术(FSW)焊缝中依然会有缺陷产生。徐蒋明等[3]采用超声法可以检测出深度大于2mm的未焊透缺陷和当量尺寸大于2mm包铝层陷入和隧道型孔洞缺陷。刘松平等[4]采用射线法可以检测出缺陷直径大于2mm的孔洞。Kinchen等[5]采用渗透法检测FSW未焊透时,在检测前将表面未开口的未焊透试样进行腐蚀,来提高未焊透缺陷的检出率,且该方法只能检测深度大于1.27mm以上的未焊透;采用射线法检测FSW未焊透缺陷,结果表明射线法只能检测出深度大于板厚30%以上的未焊透缺陷。Bird等[6]认为未焊透周围金属的晶粒较大,增加了超声波的散射噪声,当探头的信噪比较小时,检测时噪声会引起杂波出现,所以未焊透反射的回波会淹没在杂波中致使无法识别该类未焊透缺陷。
目前,超声定性检测缺陷的常用方法是波形判别法、回波相位法、频谱分析法、超声C扫描法和缺陷回波小波分析法等[7]。波形判别法是根据缺陷的静态波形特征对缺陷进行判定的一种方法。其中缺陷的静态波形是将缺陷的超声信号的峰值与传播时间的关系以直角坐标的形式显示出来。通过探头扫查到缺陷回波高度最大时所获得。缺陷的静态波形判别法是超声检测中应用的最多的一种方法。目前,特种设备行业常用的JB/4730.3—2005标准中规定的就是超声脉冲反射法的缺陷静态波形判别法检测[8]。
综上所述可知,单晶斜探头的2K入射声波和一次反射声波能够覆盖焊缝整个区域,不存在漏检。它还可以避免超声波在近场区对检测造成的不良影响,并且2K的声波对孔洞型缺陷和面型缺陷的检出率较高。双晶斜探头具有盲区小、分辨率高以及信噪比大等优点,对于微小缺陷的检出效果较好。超声法能够检测出FSW焊缝的内部和外部缺陷;因此,本研究采用单晶斜探头和双晶斜探头检测FSW焊缝的包铝、隧道型孔洞、疏松、未焊透缺陷并获取缺陷的静态波形,研究缺陷形态对静态波形的影响,比较两种探头检测时获得的缺陷静态波形的特点,并拟采用双晶斜探头检测深度小于2mm的未焊透缺陷,以探索双晶斜探头的检测灵敏度。
1 试验材料及方法
试验材料为LC9铝合金,焊接设备为自制的搅拌摩擦焊设备,对尺寸为300mm×100mm×6mm的LC9进行焊接以制备未焊透缺陷;对尺寸为300mm×100mm×10mm的LC9进行焊接以制备包铝层陷入、隧道型孔洞和疏松缺陷。缺陷的检测设备为CTS-22型超声波A型探伤仪、2.5P13×13K3单晶斜探头和5P5×5×2K2双晶斜探头。
2 试验结果与分析
2.1 FSW焊缝典型缺陷
图1是FSW焊缝典型缺陷形貌。可见包铝由两条纯铝组成,均陷入基体中,与基体形成了宏观结合;隧道型孔洞为单个孔洞状,形状复杂,体积较大;疏松为多个微小孔洞聚集状,形状复杂,体积较小;未焊透为裂纹状,近似地垂直于试样下底面。
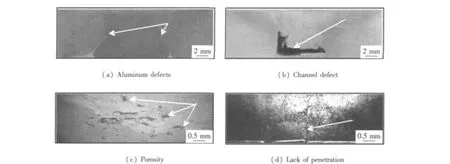
图1 FSW焊缝缺陷横截面形貌Fig.1 Macro-appearance of weld cross-section with defects in FSW joints
2.2 单晶斜探头检测时的静态波形研究
图2为单晶斜探头检测FSW焊缝典型缺陷的静态波形,可见包铝层陷入的缺陷波由两束独立的波峰组成,两束波峰的距离相近,波峰高度相差很大。隧道型孔洞的缺陷波由多束波峰组成,呈锯齿状,波宽范围内含有一个主峰,其他波峰的峰值相对较低。疏松的缺陷波也由多束波峰组成,但其波峰高度相近,无明显的主峰。未焊透的缺陷波为单束波峰状、波峰尖锐、周围无其他波峰存在。

图2 单晶斜探头检测FSW焊缝缺陷的静态波形Fig.2 Static waveform from defects in FSW weld joint by the single-crystal angle probe detection
包铝是覆盖板材表面的纯铝在搅拌针的搅拌作用下,由表面向板材内部移动,使得在焊缝内部形成纯铝/铝合金界面并与基体形成宏观结合。包铝层声阻抗与基体相近且两条包铝层都会引起声波反射,声波在包铝层上的反射率较低,透射率较高;因此,缺陷波由两束波峰构成,峰值较低,为满屏的22%。隧道型孔洞形状复杂,引起了声波漫反射现象较强,而且隧道型孔洞的声阻抗近似空气,与基体相差很大,使声波在该缺陷上反射率很大,故缺陷波为锯齿状波形,峰值较高,最高峰值为满屏幕的81%。疏松由众多的微小孔洞构成,形状复杂,引起的声波透射率很大,反射率很小,声波在疏松上发生漫反射现象较强;因此,缺陷波为锯齿状,峰值仅为满屏幕的5%。未焊透缺陷垂直于焊缝下表面,声波在直角处发生了端角反射现象,反射波与入射波相互平行,探头接收的反射声波较多;因此,缺陷波为单束波峰状,峰值为97%。
2.3 双晶斜探头检测时的静态波形研究
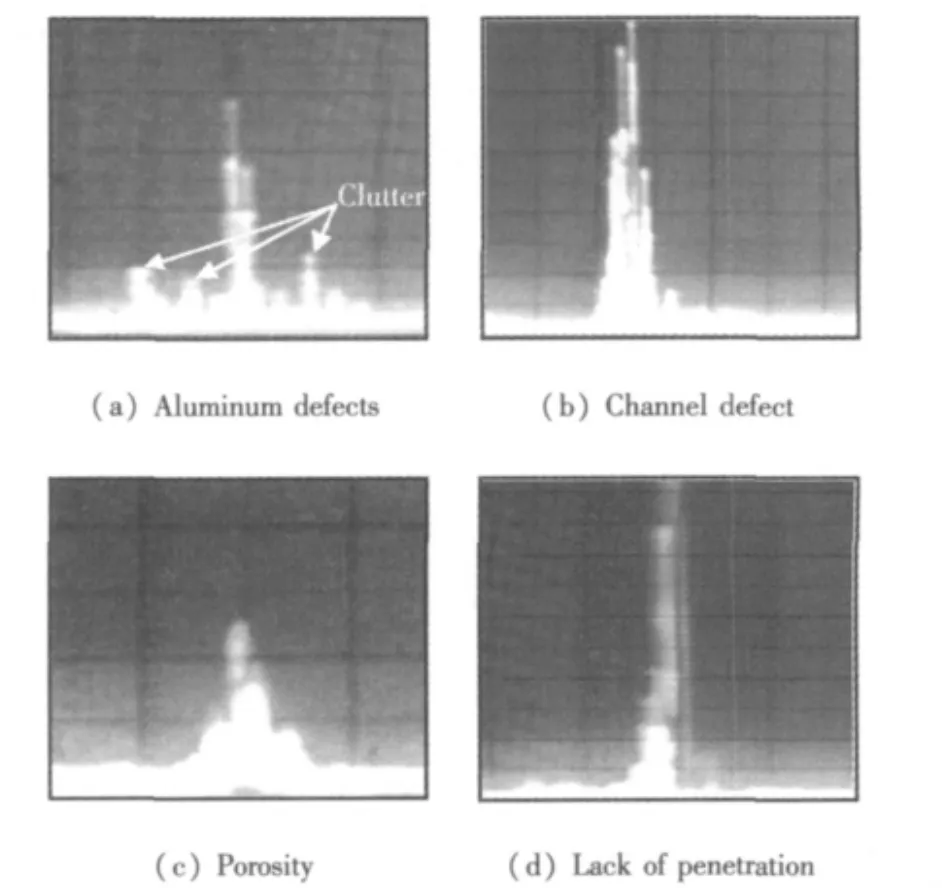
图3 双晶斜探头检测FSW焊缝缺陷的静态波形Fig.3 Static waveform from defects in FSW weld by the double-crystal inclined probe detection
图3为双晶斜探头检测FSW焊缝典型缺陷的静态波形,可见双晶探头检测的静态波形形状与单晶探头检测的形状相似,但缺陷波峰值更高,如包铝层陷入的静态波形峰值为满屏78%。未焊透和隧道型孔洞的静态波形峰值超过满屏,疏松的静态波形峰值为满屏25%;因此,双晶探头检测灵敏度高于单晶斜探头,但是由于灵敏度的提高,在图3a中也会有杂波出现(如箭头所示)。
2.4 检测灵敏度比较
图4是单晶斜探头检测不同深度未焊透的静态波形。深度为2mm未焊透形成的反射面较大,探头接收到未焊透的反射波,因此,图4a中有未焊透的静态波形出现;深度为1.2mm未焊透深度很小,不能形成足够的反射面,探头接收不到未焊透的反射波,因此,图4b无任何波峰出现。

图4 单晶斜探头检测不同深度未焊透的静态波形Fig.4 Static waveform from the incomplete penetration points in FSW weld joint by the single-crystal angle probe detection
由图4可知,单晶斜探头可检测出深度大于2mm的未焊透。单晶斜探头对深度小于1.2mm的未焊透检测时,无缺陷静态波形出现。
图5为双晶探头检测深度分别是2、1.2、1.0、0.8mm的未焊透静态波形。图中的 A、D、G都是焊缝飞边引起的反射波,B、C、E、H、I是检测时的杂波;但所有图中均有未焊透的静态波形出现,而且所有静态波形的峰值均超过了满屏60%,因此,双晶斜探头能够检测出深度分别是2、1.2、1.0、0.8mm 未焊透。
根据图4和图5的分析可知,单晶斜探头能够检测出深度大于2mm的未焊透,双晶斜探头能够检测出深度大于0.8mm的未焊透;因此,双晶斜探头的检测灵敏度要高于单晶斜探头。
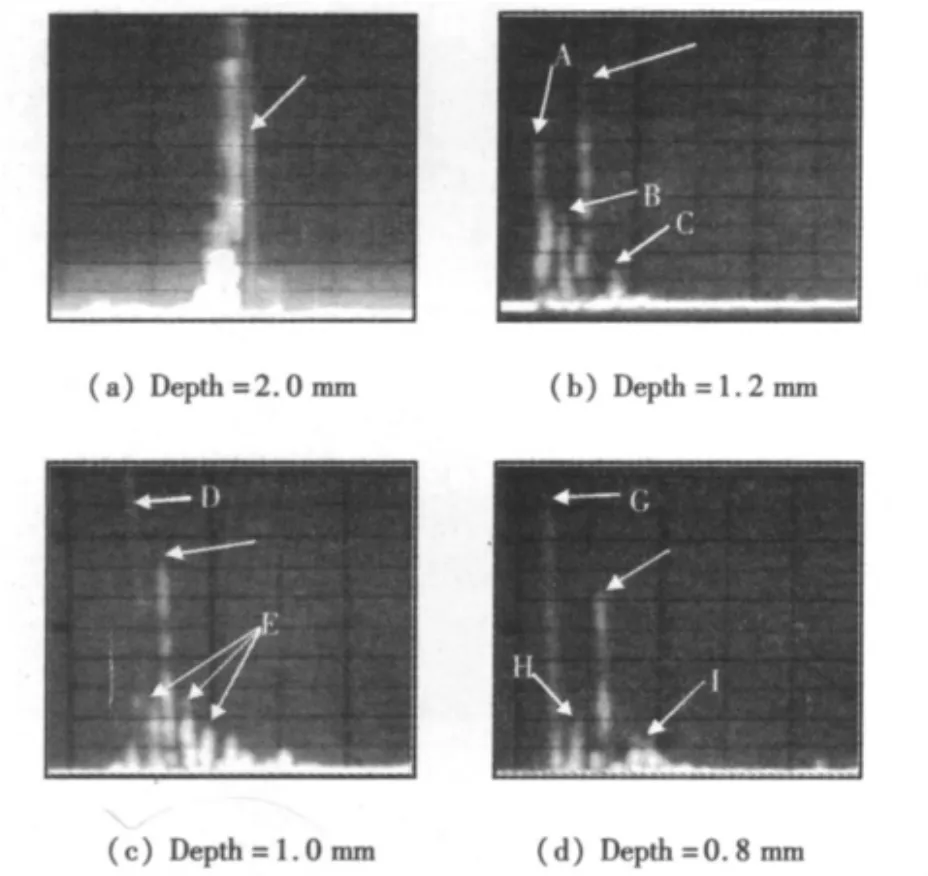
图5 双晶斜探头检测不同深度未焊透的静态波形Fig.5 Static waveform from the incomplete penetration detects in FSW weld joint by the double-crystal angle probe detection
3 结论
1)包铝的静态波形为两束波峰状,两束波峰高度不同;隧道型孔洞的静态波形为多束聚集的波峰状,各波峰高度不同,且高度均较高;疏松静态波形呈现为多束聚集波峰状,各波峰高度不同,且高度均较低;未焊透的静态波形为单束波峰状,波峰高度较高;因此,根据缺陷的静态波形能够区分FSW焊缝缺陷。
2)双晶斜探头的检测灵敏度高于单晶斜探头,单晶斜探头能够检测出深度大于2mm的未焊透缺陷,而双晶探头能够检测出深度大于0.8mm的未焊透缺陷。
[1]Ma Z Y.Friction stir processing technology:A Review[J].Metallurgical and Materials Transactions A,2008,39(3):642-658.
[2]王大勇,冯吉才,王攀峰,等.搅拌摩擦焊用搅拌头研究现状与发展趋势[J].焊接,2004,(6):6-10.
[3]徐蒋明,柯黎明,邢丽,等.搅拌摩擦焊焊缝的缺陷超声波动态波形分析[J].材料研究与应用,2008,2(1):34-38.
[4]刘松平,刘菲菲,李乐刚,等.铝合金搅拌摩擦焊焊缝的无损检测方法[J].航空制造技术,2006,(3):81-84.
[5]Kinchen D G,Aldahir E.NDE of Friction Stir Welds in Aerospace Applications[R].New Orleans:Lockheed Martin Michoud Space Systems,2002:1-7.
[6]Bird C R.Ultrasonic phased array inspection technology for the evaluation of friction sitr welds[J].Insight,2004,46(1):31-36.
[7]夏纪真.超声检测技术中的缺陷定性方法[J].无损检测,2003,(2):12-15.
[8]全国锅炉压力容器无损检测人员资格考核委员会.超声波探伤[M].北京:中国锅炉压力容器安全杂质社,1995:165-166.
猜你喜欢
电子技术与软件工程(2021年7期)2021-06-16
水利规划与设计(2020年1期)2020-05-25
收藏界(2019年3期)2019-10-10
光学精密工程(2016年4期)2016-11-07
中国科技信息(2016年19期)2016-10-25
中国科技信息(2016年6期)2016-08-31
中国医药指南(2016年1期)2016-07-11
中国科技信息(2015年24期)2015-11-07
中国科技信息(2015年23期)2015-11-07
