
钢轨气压焊接头的超声相控阵检测技术研究
2011-04-27 10:27陈文生胡婷萍
失效分析与预防 2011年3期
卢 超,邓 丹,陈文生,胡婷萍,门 平,3
(1.无损检测技术教育部重点实验室(南昌航空大学),南昌 330063;2.汕头市超声仪器研究所有限公司,广东 汕头 515041;3.中国人民解放军海军92601部队,广东 湛江 524009)
0 引言
气压焊是利用氧-乙炔气体火焰加热工件端头,并施加足够的压力,以形成接头的一种固态焊接技术。因其具有焊接设备简单、体积小、质量轻的特点,便于线上、线下及工地移动,操作比较简单,而且气压焊接头在理论上具有上乘的强度、韧性及抗疲劳性,这些属性超过了铝热焊和闪光焊的钢轨焊接接头,气压焊是铁路无缝线路钢轨现场焊接的重要手段之一,多年来为我国铁路无缝线路的发展发挥了重要的作用。由于人为操作和现场差异对钢轨气压焊焊接质量有较大的不利影响,检测钢轨气压焊焊接质量就显得极为重要。
目前对钢轨气压焊焊缝的质量检测工作一般采用超声检测方法,其检测质量直接关系到无缝线路的使用寿命和行车安全[1-4]。在超声检测过程中,需要更换不同K值探头检测钢轨气压焊焊缝的不同区域,探伤过程耗时长;而我国铁路工务日常探伤检查钢轨焊接接头的数量多达约300万个,检测工作量大。在无损检测领域,近年来的一个研究热点就是超声相控阵检测技术[5],利用计算机控制相控阵探头中各个小晶片的激发和接收,对各个晶片施加不同的时间延迟,使各个晶片的波阵面产生波的干涉,实现声束的偏转和聚焦。超声相控阵技术与常规超声脉冲法相比,其显著特点就是具有灵活的声束偏转及聚焦性能[6-10],通过调节声束偏转角度,从而避免频繁更换探头。本文对含机械加工缺陷的钢轨气压焊焊缝试样进行超声相控阵检测研究,通过实验验证超声相控阵对气压焊焊缝检测效果和检测效率。
1 实验系统
相控阵检测钢轨气压焊接头实验系统如图1所示,实验采用的是汕头超声仪器研究所公司研制的CTS-602型相控阵仪器,为便携式相控阵超声探伤仪,具有指标先进、功能强大、图像清晰、性能稳定等特点。


CTS-602中有常规和相控阵超声检测2种使用模式,利用仪器上的USB接口将结果导出,方便存储。仪器中一共有32个物理通道,能够支持16/32/64/128阵元探头。CTS-602中扫描模式分为扇扫和线扫2种。双极性方波发射,发射脉宽可根据采用的探头选择,仪器调节范围为40~500 ns,分辨率达640×480,成像结果清晰。
相控阵扇扫时,实验采用16个晶片组成的线性阵列探头(图2a),晶片间距为0.5mm,探头频率为4.0MHz,楔块角度为36°;相控阵线扫时,实验采用64个晶片组成的线性阵列探头(图2b),晶片间距为1mm,探头频率为5.0MHz。
实验采用铁道行业超声检测钢轨焊缝标准中专用钢轨试块GHT-5定标及确定灵敏度,试块分区如图3所示,A区全部为φ5mm横孔,B区全部为φ3mm横孔,C区为两φ4mm竖孔。轨头和轨腰的灵敏度由GHT-5试块B区确定,轨底的灵敏度由GHT-5试块C区确定。

图3 GHT-5试块分区示意图Fig.3 Different regions of GHT-5
2 超声相控阵检测实验
2.1 缺陷试样制作及仪器调试
钢轨气压焊焊缝缺陷试样由南昌铁路局九江工务段设计和制作。试样含有机械加工的一定孔径的缺陷,图4为焊缝实物和缺陷设计图,轨头、轨底钻孔直径为4mm,轨腰为5mm,轨腰为横通孔,缺陷位置及尺寸如图4所示。
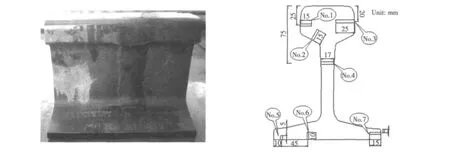
图4 钢轨气压焊焊缝实物及缺陷设计图Fig.4 Gas pressure welding of rail and defect size
钢轨气压焊焊缝试样超声相控阵扫查时,发射脉宽设为200 ns,重复频率设为1500 Hz,探头与工件之间采用机油作为耦合剂。扇形扫查时角度设为30°~70°。目前国内外针对超声相控阵检测没有统一标准。参照常规超声脉冲发射法,通过调节声速和垂直零点使用GHT-5试块对超声相控阵仪器进行定标。
2.2 实验结果与分析
根据铁道行业超声检测钢轨焊缝标准,对钢轨气压焊进行轨头、轨腰、轨底分区检测。将定标好的仪器按照各个区域确定的灵敏度,在含缺陷的气压焊焊缝上进行缺陷检测。相控阵扇扫时,将相控阵斜探头放在钢轨踏面上检测轨头和轨腰区域,放在轨底斜面上检测轨底区域。对于靠近钢轨踏面上表面的缺陷和靠近轨底上表面的缺陷往往需要利用二次波扫查。各缺陷检测结果如图5所示。

图5 相控阵扇扫结果图Fig.5 Phased array sector scan result
在缺陷的检测结果图中,圆圈内表示缺陷的图像,左边是A扫脉冲波形,闸门内位缺陷对应的脉冲发射波,线扫的结果中也如此表示,得出的实验结果与缺陷实际状况基本吻合。
相控阵线扫时,将探头放在钢轨踏面扫查轨头和轨腰区域,因为探头大小的限制对轨底不做讨论。由于设计的缺陷方向与直探头声束方向垂直,对轨头和轨腰处的缺陷均能被很快检出,成像效果好。图6为轨腰处的4号缺陷相控阵线扫结果。
通过实验结果可以说明,相控阵超声检测方法适用于钢轨气压焊焊缝的检测。从图5、图6可以观察出,示波屏上缺陷图成像清晰,杂波干扰少,检测效果好。相控阵检测钢轨气压焊焊缝时可以实现多角度扫查,扫查灵活性好,操作简单。从焊缝中心左右各50mm的区域为检测区域,在扫查过程中,当探头放置在一个位置上只需来回小范围的移动就能完成对焊缝的扫查,并且可以不用像常规超声波脉冲发射法那样频繁地换探头,缩短了检测时间,实现高速探伤,有效地提高检测效率。检测结果即为钢轨焊缝的侧视图,在视觉效果上,缺陷在焊缝中的位置显现比较直观,重现性好,有利于缺陷的发现和确定。

图6 4号缺陷相控阵线扫结果Fig.6 Phased array linear scan result of No.4 flaw
3 结论
1)采用CTS-602便携式相控阵超声探伤仪,通过确定合理的实验参数和检测方案,利用CTS-602对钢轨气压焊焊缝进行超声相控阵检测,经过实验验证,在钢轨气压焊焊缝上的机械加工的缺陷位置上均能发现明显的缺陷图像。
2)采用超声相控阵技术检测钢轨气压焊焊缝,与常规单探头和双探头串列法相比,能有效提高检测效率,且具有扫查灵活性好、操作简单、显示结果直观和重现性好等特点。
[1]朱坚强.铁路无缝线路现场钢轨焊接方式探讨[J].建筑,2007,10:22-23.
[2]吴细水,孟凡林,安天生.提高钢轨焊接质量保证行车安全[J].中国铁路,2002,7:46-48.
[3]卢津.钢轨气压焊焊接质量问题的主要原因及对策[J].铁道技术监督,2004,3:18-20.
[4]冯如林.钢轨气压焊焊接缺陷分析[J].铁道技术监督,2004,3:15-16.
[5]姜卫东.超声相控阵——超声检测技术的一场革命[C]//晋冀鲁豫鄂蒙云贵川沪甘湘渝十三省(市区)机械工程学会2008年学术年会——机电工程类技术应用论文集,2008:35-38.
[6]Huang R,Schmerr Jr L W,Sedov A.A New Mul Ti-Gaussian Beam Model For Phased Array Transducers[J].Review of Quantitative Nondestructive Evaluation.2007,26:751-758.
[7]The design of ultrasonic phased array echo data acquisition system with dynamic focusing[C]//(In)Proceedings of 6th International Symposium on Test and Measurement(Volume 1),2005.
[8]Federal Railroad Administration U.S.Department of Transportation.Application of Ultrasonic Phased Arrays for rail flaw inspection[M].Washington,DC:National Technical Information Service Springfield,2006.
[9]Birring A S.Ultrasonic Phased Array for Weld Testing[J].Materials Evaluation,2008,66(3):282-284.
[10]李衍.超声相控阵技术[J].无损探伤,2007,31(4):24-28.
猜你喜欢
山西建筑(2022年14期)2022-07-18
西南交通大学学报(2022年2期)2022-04-21
设备管理与维修(2021年17期)2021-11-02
中国特种设备安全(2019年1期)2019-03-13
测控技术(2018年8期)2018-11-25
无损检测(2016年8期)2016-08-30
电子世界(2016年22期)2016-03-12
超硬材料工程(2016年1期)2016-02-28
科技视界(2014年4期)2014-12-26
振动、测试与诊断(2014年1期)2014-03-01
