
运用排队理论提高机器开动率的研究
2011-05-08 01:59范珍华
中国新技术新产品 2011年2期
范珍华
(河南省公路工程局集团有限公司,河南 郑州 450000)
引言。通过调查得知,某工厂机加车间的机器开动率仅为69。7%,机器的空闲时间占了30.3%,空闲时间比较长,生产效率较低。为了提高机器的开动率,对空闲原因进行分析,发现机加分车间的在制品的重量比较大,在制品在各个工作单位之间的传递是用一台吊车完成的,吊车每次吊8个在制品。而在车间建设时,由于空间和成本因素等其他条件的限制,整个机加分车间只有一台吊车,这使得各个工位之间经常因为待加工件无法及时到达而出现较长时间的等待。为了尽可能的减少作业等待的时间,决定以吊车为对象进行深入研究。
1 建立改善模型
通过上文可知机器开动率低的主要原因是等待吊车运送待加工件,所以可以通过增加吊车来解决该项问题。但是在方案的可行性分析中发现由于基础设施的规划限制和投资成本的考虑,无法用增加吊车的方法来减少作业等待,该方案无法施行。尽管机加分车间只有一台吊车,但吊车并未发挥最大的效率,经出现吊车在一个工位上等待装件,而多个工位的工件已经加工完等待运出的情况。由于吊车的行走路线己经形成了习惯,虽然也发现了这种等待现象,但没有引起足够的重视,因此也没有考虑过重新安排吊车在工位间的往返顺序。
如果合理的安排吊车的作业顺序,不仅不用增加成本投资,而且在一定程度上可以减少作业等待的时间,因此决定重新安排吊车的作业顺序,进行作业改善。在机加分车间,一台吊车为多个工位吊运货物,这样吊车和需要服务的工位构成了一个服务系统,这里吊车是"服务设施",各个工位构成了系统的"顾客"。这就转化成一个服务系统的排队问题。对于这个带有等待的服务系统,本文选用带优先服务权的服务模式。关于优先级别的设定问题,本系统设定两个级别,分别为A级和B级,A级的重要性高于B级。如果某一个等待服务的工位的后续工位处在空闲等待中,即停工待料,或者在提供服务的过程中它的后续工位也将加入等待队列,则该工位的重要级别定为A级,否则定为B级。
2 实施改善
根据上述服务模型的建立,重新安排吊车的使用顺序。首先对机加分车间的各个工位的加工时间进行测时(见表2-1),加工时间短的表示该工位先结束加工任务(见图2-2),进入排队等待行列。

表2-1 各工位作业时间
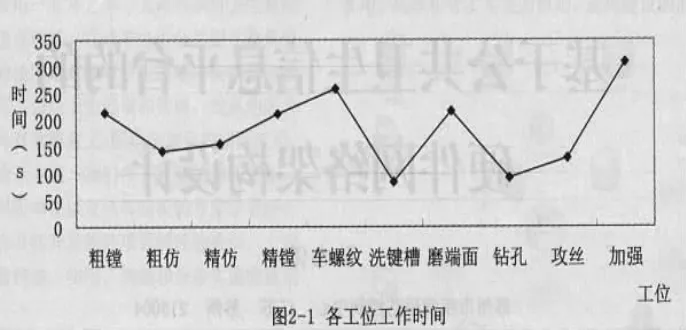
分析图2-2,车螺纹和铣键槽是两个加工时间相差比较大的工位,机加分车间有两个车床,每个车螺纹的工位各有一个工位器具存放制成品,当加工件达到8件时就运出,为了平衡两个工位的生产节拍,将两个工位的工位器具合并成一个,这样车螺纹的机加时间相当于原来的一半,大约用时2min10s。然后,计算工位间加工的时间差值,该时间差实际就是顾客依次到达等待队列的时间间隔,计算结果见表2-2,表中序号代表的工位与表2-1-致。并且,表中数据只显示正值,也就是只计算比其它工位加工时间长的工位时间差。表中数据的计算公式:aij-aj-ai,式中aij-表示序号为i的工位与序号为j的工位序号的加工时间差;ai一序号为i的工位;a-序号为j的工位。
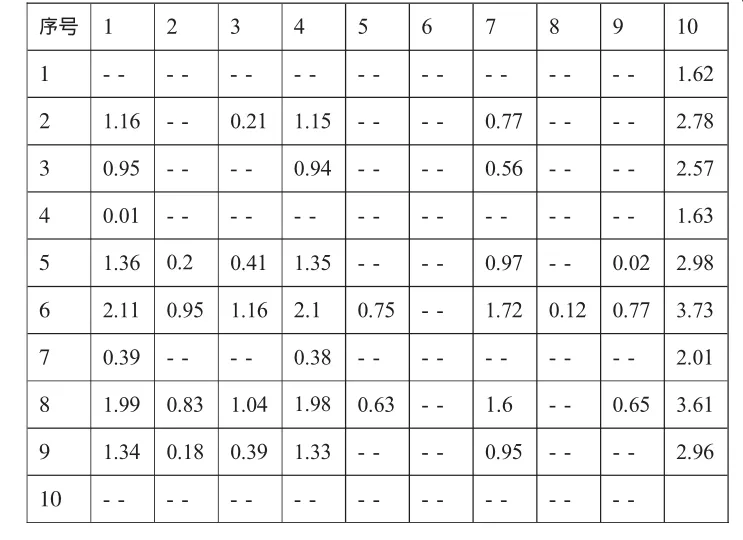
表2-2 工位作业时间差
根据图2-1,最先到达等待队列的是加工时间最短的工位一铣键槽,对照表2-2,铣键槽的工位序号是6,吊车先对其服务,服务时间大约49s,约0.82min。
选择下一个被服务工位。查表2-2,与工位6的加工时间间隔小于0.82min的是工位5、8、9,因此,在服务期间,工位 5、8、9 进入等待队列;工位5的后续工位6在接受服务结束后处于空闲等待中,因此工位5的重要级别为A级,选择服务工位5,然后工位5处于空闲等待中,工位8、9继续排队等待;工位5的服务时间大约为0.7min。
选择下一个被服务的工位。查表2-2,与工位5的加工时间间隔小于0.7min的是工位2、3,因此,在服务期间,工位2、3进入等待队列,队列的等待工位是8、9、2、3:工位2和8的后续工位在等待队列中,因此工位2和8的重要级别为A级,又因为工位8先到达服务队列,因此选择先服务工位8然后服务工位2,然后工位8和2进入空闲等待中;工位3和9继续排队等待;工位2和8的服务时间共为1。2min。
按照上述的方法,最终确定吊车的服务顺序依次是工位 6、5、8、2、3、4、7、9、1。
3 改善方案评价
改善前,通过抽样调查发现机加分车间的机器开动率不足70%。现对改善后的作业进行抽样调查,测量机器的实际开动率。抽样调查数据见表3-1,抽样的分组以及绝对精度和相对精度的选择与改善前一致,绝对精度的取值为4。5%,相对精度预先设定为6。4%。

表3-1 要器开动率抽样表
分析表3-1的数据有效性,计算绝对精度(E)和相对精度(S):

通过数据有效性分析,得出该抽样的绝对精度为3。2%,小于预先设定的4。5%,相对精度为4%,小于预先设定的6。4%,因此抽样数据合理可信。改善后,机加分车间的机器的开动率为77%,比改善前提高了7%。
[1]段春香.移动式启闭机啃轨故障的分析及消除 [J].中国新技术新产品,2006,(11):196.
[2]祖有才.老厂房改造工程中的抽柱换梁施工技术 [J].安徽冶金科技职业学院学报 ,2006,(S2):52-55.
[3]盛士峰,王珏,王刚.桥式起重机端梁开裂分析及加固[J].武汉工程职业技术学院学报,2009,(03):29-32.
[4]郭红雨.冶金工厂车间吊车轨道的调整及设计的改进[J].安徽冶金科技职业学院学报,2005,(03):38-40,46.
猜你喜欢
诗选刊(2023年7期)2023-07-21
小学生学习指导(低年级)(2020年4期)2020-06-02
小读者之友(2019年9期)2019-09-10
电子测试(2018年23期)2018-12-29
军营文化天地(2018年2期)2018-12-15
石油化工建设(2017年5期)2018-01-26
产品可靠性报告(2017年7期)2017-09-05
幼儿画刊(2017年1期)2017-03-20
学苑创造·A版(2016年9期)2016-10-10
