汽轮机中压调门阀座密封面现场修复方案
2011-08-18 03:22张天胜
电力安全技术 2011年7期
张天胜
(阳城国际发电有限责任公司,山西 晋城 048102)
1 设备及缺陷概况
阳城电厂汽轮机为德国西门子公司生产的K30-40-16,N30-2×10型亚临界、反动式、一次中间再热、单轴、双缸、双排汽、凝汽式汽轮机,机组额定功率为350 MW。机组配置2个高压联合进汽门和2个中压联合进汽门。正常运行中,机组处于协调方式,汽机负荷控制投入自动,通过改变阀门开度大小控制进入汽轮机的蒸汽流量来调节负荷。
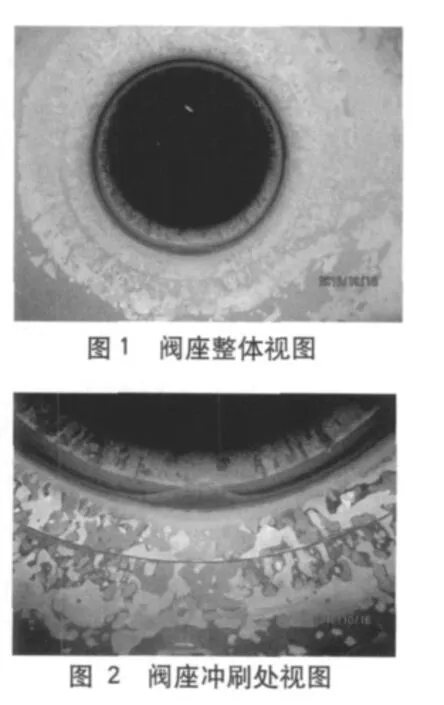
2010年10月,该厂对汽轮机进行运行10年后的首次A级检修,中压调门作为一重要设备也进行了彻底解体检修。经解体,发现中压调门阀座密封面6点钟方向(阀芯水平安装)冲刷严重,密封面受冲刷处深约5~6 mm,长约100 mm,其他密封线位置也存在深约1~2 mm程度不同的冲刷痕迹,见图1、图2。
2 处理方案
考虑到阀门所处恶劣工况及阀门的重要性,决定采用微弧焊接进行堆焊,然后根据阀门结构及阀座型线制作专用研磨胎具进行研磨修复。
2.1 微弧焊特点
(1) 放电区域小,约为0.1 mm2。
(2) 放电时间短,约为5~10 s。
(3) 电流密度大,105~106 A/cm2。
(4) 由于放电能量在时间上和空间上高度集中,在放电区域形成12 000~24 000 ℃(随电压和频率调整改变)的瞬间高温区,使堆焊材料(自熔极)在细小熔区高能离子体化,并且迅速扩散到工件表层熔区形成牢固的冶金沉积层,见图3。
(5) 一般放电周期在10-3~10-1s,每次焊层厚度在0.02~0.05 mm之间,由于属于离子体渗层形式,焊材与工件表层结合牢固,可达材料本身90 %以上的结合强度。
(6) 完善的氩气保护,使焊接质量可靠,无气孔、夹碴、裂纹等问题。

2.2 阀座材质及焊材选用
阀座材质为G17CrMoV5-10,阀座密封面材质为耐高温钴基合金,密封面硬度HB385,阀座密封面光谱复查化学成分见表1。
Stellite No.6是一种耐磨损、耐腐蚀以及耐高温氧化的硬质合金,即通常所说的钴铬钨(钼)合金或钴基合金。被铬和钨合金化的司太立合金具有很好的抗氧化性、抗腐蚀性和耐热性,在650 ℃时仍能保持较高的硬度和强度,这是该合金区别于镍基和铁基合金的重要特点。司太立合金机加工后的表面粗糙度低,具有高的抗擦伤能力和低的摩擦系数,也适用于粘着磨损,尤其在滑动和接触的阀门密封面上。因而,可用作高温高压阀门的密封面材料。据此选用焊材:Stellite No.6,硬度HRC39-43,化学成分见表2。
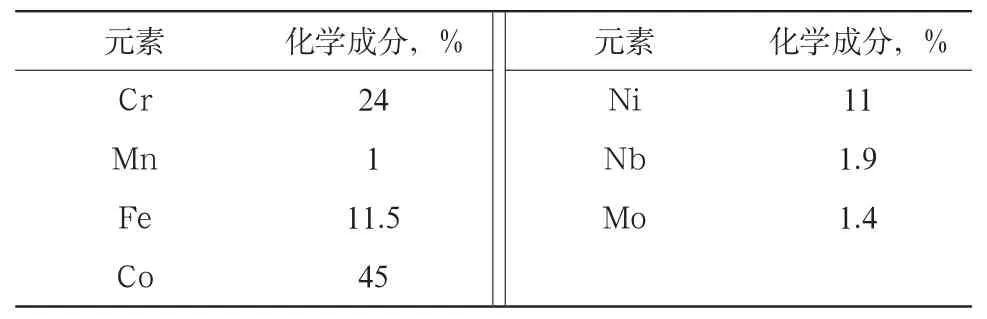
表1 阀座密封面化学成分分析
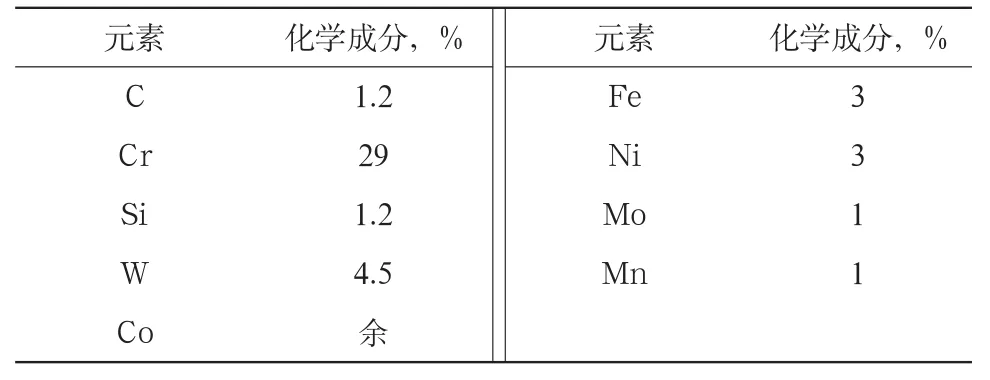
表2 Stellite No.6化学成分分析
2.3 现场焊接
(1) 焊前粗加工。将阀座密封面损伤及相邻部位打磨至出现金属光泽、圆滑状态,着色探伤检查无缺陷,打磨部位用丙酮清洗干净。
(2) 现场焊接。采用微弧焊,对缺陷处进行分层堆焊Stellite No.6,按每层堆焊厚度约0.03 mm进行。按照放电频率200~250 Hz,电压60~80 V进行参数设定,焊丝转速不能过快,以能够克服电流相吸的力即可,始终保持焊丝尖点放电。
(3) 焊后用电磨粗加工,留0.1 mm研磨余量。
(4) 着色探伤检查焊接质量,应无气孔、夹渣、微裂纹(允许有少量不相连线的红点),否则将缺陷部位打磨去除,重新堆焊。
2.4 现场研磨修复
(1) 修复前:现场测量中压调门阀座密封面型面及定位等相关数据,并按现场测绘数据,设计制造中压调门阀座密封面修复专用工装。
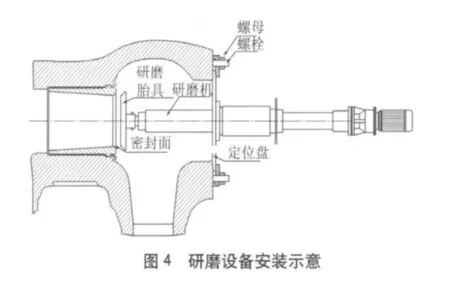
(2) 以阀门法兰口为定位基准,安装阀座密封面研磨设备,调整阀座密封面研磨设备中心,详见图4。
(3) 分粗、精、超精密3种方案研磨阀座密封面。粗研磨,选用100号~150号砂布,去除阀座密封面上氧化层及小的缺陷点,表面粗糙度为3.2μm。精研磨,选用240号~320号砂布,去除粗加工时留下的加工痕迹,表面粗糙度为1.6μm。超精密研磨,选用320号~1000号水磨砂纸,对精加工的阀座密封面进行抛光处理,表面粗糙度为0.8μm。
2.5 现场验收
(1) 堆焊处着色探伤检查,无任何气孔、夹渣、漏焊、微裂纹等缺陷。
(2) 阀座密封型面与原型面相同,⊥≯0.03 mm,◎≯0.03 mm,表面粗糙度为0.8μm。
(3) 阀座、阀芯密封面红丹粉着色检查,密封线连续均匀,100 %连续接触,线宽≯3 mm。
3 结束语
在修后机组启动暖机过程中,中压主汽门开启后,中压调门严密不漏,修复效果良好。由于汽轮机高中压联合汽门长期处于高温高压的恶劣环境下工作,阀芯、阀座容易受到汽流冲蚀而产生泄漏。选用合适焊材对阀芯、阀座损伤部位采用微弧焊接方式堆焊处理,阀体热变形小,焊材与母体结合牢固,然后根据阀芯型线制作专用工装进行研磨处理是一套行之有效的解决方案。
猜你喜欢
节能与环保(2022年3期)2022-04-26
探索科学(学术版)(2020年4期)2020-07-12
电焊机(2019年9期)2019-09-28
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
电子制作(2018年10期)2018-08-04
中国设备工程(2017年14期)2017-08-01
发电设备(2016年6期)2016-12-23
电测与仪表(2016年9期)2016-04-12
电测与仪表(2014年14期)2014-04-04